

Dimensional control strategy and products distortions identification
Dimensional control strategy and products distortions identification
Dimensional control strategy and products distortions identification

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
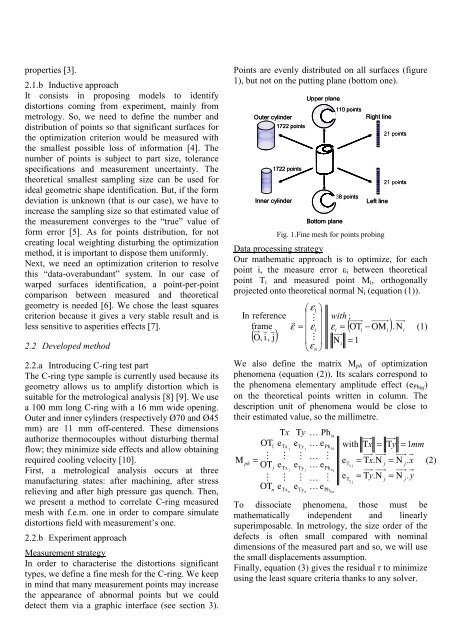
properties [3].2.1.b Inductive approachIt consists in proposing models to identify<strong>distortions</strong> coming from experiment, mainly frommetrology. So, we need to define the number <strong>and</strong>distribution of points so that significant surfaces forthe optimization criterion would be measured withthe smallest possible loss of information [4]. Thenumber of points is subject to part size, tolerancespecifications <strong>and</strong> measurement uncertainty. Thetheoretical smallest sampling size can be used forideal geometric shape <strong>identification</strong>. But, if the formdeviation is unknown (that is our case), we have toincrease the sampling size so that estimated value ofthe measurement converges to the “true” value ofform error [5]. As for points distribution, for notcreating local weighting disturbing the optimizationmethod, it is important to dispose them uniformly.Next, we need an optimization criterion to resolvethis “data-overabundant” system. In our case ofwarped surfaces <strong>identification</strong>, a point-per-pointcomparison between measured <strong>and</strong> theoreticalgeometry is needed [6]. We chose the least squarescriterion because it gives a very stable result <strong>and</strong> isless sensitive to asperities effects [7].2.2 Developed method2.2.a Introducing C-ring test partThe C-ring type sample is currently used because itsgeometry allows us to amplify distortion which issuitable for the metrological analysis [8] [9]. We usea 100 mm long C-ring with a 16 mm wide opening.Outer <strong>and</strong> inner cylinders (respectively Ø70 <strong>and</strong> Ø45mm) are 11 mm off-centered. These dimensionsauthorize thermocouples without disturbing thermalflow; they minimize side effects <strong>and</strong> allow obtainingrequired cooling velocity [10].First, a metrological analysis occurs at threemanufacturing states: after machining, after stressrelieving <strong>and</strong> after high pressure gas quench. Then,we present a method to correlate C-ring measuredmesh with f.e.m. one in order to compare simulate<strong>distortions</strong> field with measurement’s one.2.2.b Experiment approachMeasurement <strong>strategy</strong>In order to characterise the <strong>distortions</strong> significanttypes, we define a fine mesh for the C-ring. We keepin mind that many measurement points may increasethe appearance of abnormal points but we coulddetect them via a graphic interface (see section 3).Points are evenly distributed on all surfaces (figure1), but not on the putting plane (bottom one).Outer cylinder1722 points1722 pointsInner cylinderUpper planeBottom plane110 pointsRight line38 pointsLeft lineFig. 1.Fine mesh for points probing21 points21 pointsData processing <strong>strategy</strong>Our mathematic approach is to optimize, for eachpoint i, the measure error ε i between theoreticalpoint T i <strong>and</strong> measured point M i , orthogonallyprojected onto theoretical normal N i (equation (1)).⎛ ε1⎞⎜ ⎟ with :r M⎜ ⎟r ε = εiεi= ( ΟΤi− ΟΜi).Νi(1)⎜ ⎟⎜ M ⎟ Νi= 1⎝εn ⎠In referenceframer( Ο,i, j)We also define the matrix M ph of optimizationphenomena (equation (2)). Its scalars correspond tothe phenomena elementary amplitude effect (e Phnj )on the theoretical points written in column. Thedescription unit of phenomena would be close totheir estimated value, so the millimetre.ΜphΤxΤyK PhΟΤ1eTxeTyK ePh1 1=ΟΤMjeMTxeMej TyK K Mj PhΟΤM eMeMKKeMnTxnTynPhnn1n jnnwith Τx=eeTTx jy j= Τx.Ν= Τy.ΝjjΤy= 1mm= Ν . x= Ν . yTo dissociate phenomena, those must bemathematically independent <strong>and</strong> linearlysuperimposable. In metrology, the size order of thedefects is often small compared with nominaldimensions of the measured part <strong>and</strong> so, we will usethe small displacements assumption.Finally, equation (3) gives the residual r to minimizeusing the least square criteria thanks to any solver.jj(2)













