CHAIRMAN'S ADDRESS - Coke Oven Managers Association
CHAIRMAN'S ADDRESS - Coke Oven Managers Association
CHAIRMAN'S ADDRESS - Coke Oven Managers Association
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
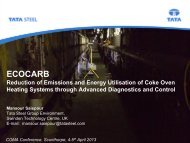
56. THE COKE OVEN MANAGERS’ASSOCIATIONSIMPLEX COKE OVENS : THEIR HISTORY(PART 2)ByDr D G Edwards(Part 1 : COMA Year-Book 2001, 226-246)Simplex Designs (cont’d)<strong>Coke</strong> <strong>Oven</strong>s (cont’d)A number of other patents were taken out by Fabry or Baglin for ovenheating systems. No evidence of their actual use in practice has yet been found,so the specifications are merely abstracted in Appendix 2, except for onewhich is significant enough to be dealt with here. In British Patent 105,047 of1916, René Fabry appears to have anticipated Heinrich Koppers in theinvention of the ‘differential heating’ (Kreisstrom) idea: lengthening the flamein the ascending flue of a pair by recirculating some waste gas from thedescending flue through a port in the bottom of the dividing wall. Fabry'sprecedence in this respect was recognised by F.M. Ress over 40 years ago;previously, Koppers had considered only recycling waste gas from the foot ofthe battery chimney to the air inlet 72 . However, in Fabry's specification theidea was applied to vertical flues arranged not in distinct pairs but in largergroups linked by top and bottom horizontal channels, with gas burners at thetop, so that the recirculated combustion products encountered incoming airfirst, not the burner flame immediately (Fig. 7). Another of Fabry's principalaims was to increase the rate of flow through the flues. Several years later,both Fabry and Baglin took out patents for heating systems more in line withthat of Koppers (see the abstracts of nos 220,556, 254,652 and 318,448 inAppendix 2).Dr Edwards, now retired, was Information Officer, British Carbonization Research<strong>Association</strong>, 1962-1983 and is a freelance scientific editor.
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 57Fig. 7Fabry's ‘differential heating’ system of 1916: simplified longitudinal section ofpart of heating wall (based on Fig. 1 of Brit. Pat. 105,047). Key: a, gas burnernozzles; b, descending combustion flow; c, ascending flow of air and recirculatedcombustion products; d, waste gas exit sole flue; e, air inlet sole flue.
58 THE COKE OVEN MANAGERS’ASSOCIATIONCoal preparation and oven chargingRené Fabry designed a continuous centrifuge for dewatering small coal forcoke ovens and achieving some size reduction secondarily. The machine asdescribed in the literature 73,74 was an improved version (Brit. Pat. 202,910 of1923) of Fabry's original design (Brit. Pat. 182,006 of 1921). It rotated about ahorizontal axis and had a conicylindrical housing, the short cylindrical sectionbeing formed of screen bars. Wet coal was fed towards the narrow end of theconical section by a fixed chute and a worm attached to the rotating shaft. Thedewatered product was discharged by a freely rotating circular disc ploughmounted at a slight angle to the vertical. Such a centrifuge was installed in1922 at the Tingley coking plant of the Yorkshire Iron & Coal Co. 73 . It rotatedat 470 rev/min, with a power consumption of 1.2–1.6 kW, and normallyhandled 20 tonnes of wet coal per hour, although a test showed that thethroughput could be doubled without impairing the dewatering efficiency. Themoisture content of the coal was typically reduced from 15–20 to 7–10 percent, and the fineness in one test was increased from 67 to 81 per cent below3 mm, so the coal needed no further crushing before charging to the cokeovens.Charles Baglin also patented a horizontal dewatering centrifuge (Brit. Pat.221,760 of 1924). It had a rotating bowl with a multicellular ring supportingperforated plates. The product was discharged through a cam-operated annulargate.Fabry was one of the earliest to suggest preheating of the coke oven chargewith the primary aim of improving coke quality, though by the time he madethis proposal he had left the Simplex firm. Although laboratory experimentshad been undertaken elsewhere by the early 1920s, and various patents onpreheating with other objectives had been taken out, no full-scale trials ofpreheating appear to have been reported before the mid 1930s 75 . In BritishPatent 259,869 of 1926, Fabry proposed heating coking coal to about 100°C todrive off all the moisture, and charging the coal at that temperature into cokeovens. His object was to increase the lump size, hardness and density of thecoke, as a result of the greater mobility of dry coal particles, which ensuredclose contact between them and a horizontal pressure in the charge due to itsown weight. Other advantages mentioned by Fabry, though not forming thebasis of his claim for novelty, were the increased output and thermal efficiencyof the ovens, easier by-product recovery (especially due to the lower liquoryield) and no need for a stamp-charging machine. He suggested that preheatingwould be done most economically by direct contact with the waste gas fromthe coke oven heating system, and that the hot coal could be conveyed in this
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 59gas by pipeline to a small service bunker feeding the charging car (both the lasttwo being thermally insulated). Despite Fabry's confidence that it would beminimised, in practice the oxidation of the coal by uncontrolled excess oxygenin the waste gas could have been intolerable. Presumably Fabry based hisclaim on experimental work of some kind, perhaps undertaken at the Staveleyworks, since by that time he was employed by that company, as already stated.A Simplex ram and leveller is referred to 76 as having been installed at theRobin Hood coking plant, but no patent for any such machine was taken out inthis country by Fabry or Baglin, and since the name Simplex has been used bynumerous other firms 77 for their titles and/or products, it is possible that thisparticular machine was supplied by one of them. Certainly, the Simplex <strong>Coke</strong><strong>Oven</strong> and Engineering Company called on other firms for such machinery: forinstance, the stamp-chargers in use at Staveley in the 1930s (and probablyearlier too) were built by Markham & Co., Chesterfield 63 (not surprisingly, inview of the close connection between that firm and the Staveley Coal & IronCo.), and the charging car at Fishburn was engineered by H. Coulson & Co.,Spennymoor 68 . The stamp-charger installed at Staveley in 1907 was givensome prominence in the article describing the new Devonshire Works 55 ,though the constructor was not revealed.<strong>Coke</strong> quenching and handlingAt the earliest Simplex plants—Clay Cross, Hemsworth, Staveley,Chilton—the coke was simply pushed out of the ovens onto a flat or gentlysloping bench and quenched by hand with water hoses. The same method wasalso used as late as 1920 at Trehafod 58 . At Clay Cross, Staveley and Trehafodthe quenched coke was also manually loaded into rail wagons, using forkswhich effected crude screening of breeze, but at Chilton some mechanisationwas introduced by the use of a rail-mounted electric crane and self-emptyingskips. To quench the coke at other plants, the Simplex firm designed a cokeguide fitted with water sprays, very similar to the well-known Darby quencher.At the bottom outer edge of the guide was a revolving serrated roller whichhelped to break up the coke cake for better exposure to the sprays as it fell ontoa sloping wharf (Fig. 8). No patent specification for this machine has beenfound. Such quenchers were used at Ackton Hall 57 and Newton Cap 67 , mostlikely also at Fishburn 68 , and in the later installations at Staveley 63 . However,at Staveley the coke fell from the quencher into rail cars which emptied onto awharf displaced from the front of the oven batteries.
60 THE COKE OVEN MANAGERS’ASSOCIATIONFig. 8Simplex coke quencher (simplified drawing based on Fig. 11 of ref. 67).See text for explanation.René Fabry also invented a combined coke loading and screening machine(Brit. Pat. 9,993 of 1912) which was used in conjunction with the Simplexquencher at Ackton Hall, Newton Cap and Fishburn, and was featured in aC.O.M.A. paper 78 . From the wharf, the coke was discharged through gatesonto a continuous push-plate (or scraper) conveyor mounted on a frameworkon rails alongside the wharf. The conveyor, also travelling in the direction ofthe rails, had a short horizontal section followed by a stretch inclined upwardsat 40°. At the top, the coke fell onto a chute at a right angle to the conveyor,discharging into rail wagons. Part of the floor of the inclined section was
62 THE COKE OVEN MANAGERS’ASSOCIATIONBenzole recovery was not introduced until 1912 at Staveley 82 , and aboutthe same time at Clay Cross 83 . Ackton Hall's benzole plant was installed in1916 84 . The C.O.M.A. lists 45 show that Hemsworth and Bargoed had one by1917, Chilton and Upholland by 1918, and Fishburn and Lambton by 1919.Benzole recovery was of course promoted during the First World War toprovide raw material for munitions. In 1916 the Simplex company alsoprovided benzole plant for the installation of Koppers ovens at Llwynypia(Glamorgan Coal Co.), as well as a concentrated ammonia liquor plant forSunderland Gas Company 84 .Fabry's inventions also included plant for ammonia liquor distillation. Inhis design of still (Brit. Pat. 337 of 1914), featured a decade later in Parrish'sbook 85 (which misquotes the patent number), the dephlegmator, of bubble-captray type, was mounted above a multitubular recuperator or preheater; thestripping still or dissociator, also of tray type, and with a tubular steamsuperheater underneath, formed a side leg. A minor portion of the cold feedliquor was fed to the top of the dephlegmator; the rest flowed up through thetubes of the preheater, countercurrent to the hot stripped liquor from the baseof the superheater. The mixture of liquor from the top of the preheater and thebase of the dephlegmator overflowed into the top of the dissociator, thevapours from which passed to the dephlegmator through the same connectingpipe. Fig. 9 shows a simplified diagram of the arrangement, which used nodirect steam and thus reduced the steam consumption. In another systemproposed by Fabry (Brit. Pat. 146,058 of 1920), the trays of an ammonia stillwere connected to external heat exchangers so that the liquor was subjectedalternately to bubbling and to gradual heating by the effluent.Another Fabry process, which was described in the technical press 86,87 aswell as in patent specifications, was designed to recover ammonium sulfatedirectly by scrubbing coke oven gas (preferably hot) with neutral zinc sulfatesolution, utilising the H 2 S content of the gas. In the original version of theprocess (Brit. Pat. 4,473 of 1910; ref. 86), the zinc sulfide formed wasreconverted to sulfate by oxidation of the solution at moderate temperaturebefore concentration to crystallise ammonium sulfate. If necessary, extra H 2 Scould be provided to ensure complete ammonia removal, either by injectioninto the gas or by addition of sulfur to the coke oven charge. In a later version(Brit. Pat. 5,667 of 1911; ref. 87), to prevent loss of zinc as oxide during theoxidation step, the ZnS was decomposed with sulfuric acid and the resultingH 2 S was re-oxidised to regenerate the acid. No large-scale application of thisprocess appears to have ensued, but other workers attempted to improve it 88 .Two other by-product processes invented by Fabry are featured in Appendix 2.
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 63Fig. 9Fabry's design of ammonia still (simplified diagram based on Fig. 135 of ref.85). Key: a, dephlegmator; b, dissociator; c, superheater; d, preheater;e, ammonia vapour to saturator or concentration plant; f, secondary feedliquor in; g, waste liquor out; h, primary feed liquor in; i, j, steam in and out.
64 THE COKE OVEN MANAGERS’ASSOCIATIONTable 2 is a complete list of British Patents applied for by Fabry andBaglin, as revealed by the published indexes from 1895 to 1956.Year Pat. No. Subject See Year Pat. No. Subject SeeRené F.F. Fabry(R.F.F. Fabry cont.)1901 23,056 Non-recovery ovens a MT 1917 105,047 <strong>Oven</strong> heating (VF) MT1907 21,593 <strong>Oven</strong> heating (HF) MT 1920 146,058 Ammonia stills MT1908 5,801 ditto MT 170,492 Motor cycle sidecars MT1909 8,920 ditto MT 1922 182,006 Dewatering centrifuges MT29,930 Tar fog separator MT 1923 202,910 ditto MT1910 4,473 Sulfate recovery MT 1924 220,556 <strong>Oven</strong> heating (VF) A6,813 <strong>Oven</strong>heating (VF) A 1926 254,652 ditto A7,766 Deacidification of gas A 259,869 Preheating coal MT19,104 <strong>Oven</strong>heating (VF) A 1934 416,967 Pipe coatings b MT1911 3,197 ditto MT 1936 460,822 Furnace control b MT5,667 Sulfate recovery MT Charles A. Baglin23,562 <strong>Oven</strong> heating (VF) A 1903 7,448 <strong>Oven</strong> heating (VF) A1912 9,993 <strong>Coke</strong> loading MT 1909 9,405 ditto A1914 29 CO 2 +H 2 S removal A 1923 217,454 ditto A337 Ammonia stills MT 1924 221,760 Dewatering centrifuges MT1914 14,416 IC engine control MT 1926 259,078 <strong>Oven</strong> heating (VF) MT16,145 Steam engines MT 1928 318,448 ditto ANotes:Colum 4: A = Appendix 2; MT = main text.a With Firmin Linard. b With Staveley Coal & Iron Co. Ltd.Fabry and Baglin also embarked on several other patent applications that were subsequently abandoned (nospecifications were published).Table 2British patents taken out by R.F.F. Fabry and C.A. Baglin
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 65Clay CrossAdditional notes on some Simplex coking plantsThe by-product ovens here replaced beehive ovens, the first of which hadbeen erected in 1840. The eight trial ovens of 1904, besides having differentchamber widths, also had two different heating-flue arrangements, of whichthe mid-feather one was found preferable to flues running uninterrupted frompusher side to coke side, and was therefore used in the full-scale battery, asalready stated. This battery carbonised coal from the Blackshale and Tuptonseams. The heat in the gases leaving the heating flues was utilised byLancashire boilers. With a carbonising time of 36 hours, the coke output of the50 ovens erected in 1905 and 1907 was 1,100 tonnes per week; it was used inthe company's blast furnaces on the same site 33 .The company also operated a gasworks at Clay Cross, to which a main waslaid from the coking plant to supplement the town gas with surplus coke ovengas. This surplus, about 17,000 m 3 /day from the 50 ovens, was boostedthrough the main by a Körting steam jet exhauster. It was reported to be offairly regular quality (yet contained nearly 14 per cent nitrogen!), but periodicstoppages at the coke ovens and the lack of a sufficiently large gasholder theremeant problems in maintaining the required output from the gasworks. Thegasworks manager was nevertheless convinced that coke ovens could be madeto provide a regular supply of surplus gas, and predicted (correctly) thatwidespread use of such gas for domestic and power purposes was not far off 89 .The Simplex company built the first plant at Clay Cross at its own expense,recouping the cost from the sale of the by-products for the first 8 years'operation, and purchasing the coal from, and selling the coke to, the ClayCross Co. It also ran the works during that period, for which purpose itemployed as first manager, from 1 September 1905, a German engineer, OttoHahn, who had previous experience of such work. His starting monthly salarywas £15, soon increased to £20, in addition to which he was entitled to aChristmas bonus and was provided with a house. However, some time in 1906or early 1907 the Simplex firm saw fit to sack him, on various groundsincluding alleged incompetence, insubordination and drunkenness. Hahn thenbrought a case before Derbyshire Assizes on 2 March 1907, claiming damagesfor wrongful dismissal. After hearing arguments and evidence on both sides,the jury found in Hahn's favour, awarding him £350 damages. A lengthy pressreport of the case 90 suggested that Hahn had been expected to performexcessive duties and that the profits from the plant had not been as great as theSimplex firm would have liked: operating costs were stated to be appreciably
66 THE COKE OVEN MANAGERS’ASSOCIATIONhigher than at Hemsworth, but Hahn stated that on a visit to that plant in May1906 he had found the installation to have been worked so badly that it ‘lookedas if it was 30 years old’.Photographs of the earliest Clay Cross by-product ovens and a group ofworkers there, supposedly including Hahn, have been published in recentyears 91 . The two Simplex batteries built around 1930 went on working until theearly 1950s, when cokemaking on the site ceased altogether, as part of theNCB's programme of closure of small, less-efficient works. The coking planthad been taken over by the NCB at vesting date (1 January 1947) despite beingsituated at an ironworks, presumably because it was considered an integral partof the Clay Cross Co.'s coal interests.It may be possible to obtain further information on the Simplex installationif and when the Clay Cross Company's archives become available for publicinspection at Derbyshire Record Office.HemsworthDespite the above-mentioned adverse opinion of the condition of the plantin 1906, the Gas World in 1913 felt able to headline Hemsworth as ‘ASuccessful “Simplex” Installation’ in its report of a visit there by journalists inAugust that year 54 . The coal carbonised then was a blend of the Barnsley andHaigh Moor seams. The waste heat was utilised by six boilers, providing steamto generate all the electricity needed by the coking plant, washery and collieryat Hemsworth.Further information on the plant comes from a report on another legal case,heard on 4 November 1912 in the Court of Appeal 92 . The Belgian parentSimplex firm had been in dispute with South Kirkby, Hemsworth &Featherstone Collieries Ltd over the terms under which the latter couldpurchase the plant pro rata before the end of the initially agreed term (11 yearsin this instance) during which the Simplex firm would retain three-quarters ofthe by-product revenues to recoup its capital and operating costs. The collierycompany had exercised that option in July 1912, i.e. only 7 or 8 years fromstart-up, but had been unable to supply the agreed quantity of coal to the plantin the previous 20 months. The Belgians were appealing against an earlierjudicial order which had apparently absolved the colliery company frommaking compensation for that shortfall. A counter-argument by the collierycompany was that the Simplex people were in default through not makingcertain repairs to the plant. The appeal was dismissed with costs.
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 67In the late 1930s, cokemaking at Hemsworth was resurrected in the form ofthe entirely new plant known as Fitzwilliam, with Lecocq ovens, rebuilt afterthe war by Simon-Carves 1 . The present writer remembers a visit there as astudent in the 1950s, when the manager was the memorable S.R. Illingworth.StaveleyCharles P. Markham, self-assured Chairman of the Staveley Coal & IronCo., may have reflected ruefully that the Jacksons of Clay Cross Co. and theBarnes's of the Grassmoor Colliery Co., two other local firms, had denied himthe honour of being the first to adopt by-product cokemaking in northDerbyshire. But that was not his only problem: excavation for the foundationsof his Simplex ovens revealed shallow coal seams which necessitated theconstruction of a brickwork base containing ventilation ducts to prevent thoseseams from being heated unduly from the ovens. This added considerably tothe capital cost 55 . For 100 coke ovens, that cost had been agreed with theSimplex firm in March 1906 at the figure of £57,225, as recorded in theStaveley company's board minutes 93 . It is not clear whether this figure coveredmachines and by-product plant. The company's capital expenditure ledger forthe period 94 is not entirely helpful on this point, but a net figure of £55,500appears for brickwork and certain other items, and a total of £9,292 for fivefurther items: ‘coke crusher and washer’, sulfate house, coal bunker, exhausterhouse, and settling tank; this does not seem to cover the whole plant, but itdoes suggest that the above agreed figure may have been for the oven batteriesalone. It may be presumed that the Staveley company purchased the plantoutright and did not avail itself of the payback system used at Clay Cross andHemsworth.The first 100 ovens at Staveley were divided into two batteries of 24 ovenseach and two of 26 each, presumably because it was easier to work evennumberedunits to the prevailing schedule. However, the 70 regenerative ovensof 1925 were arranged as two batteries of 35 each. The first 100 ovenscarbonised 3,500 tonnes of coal per week. The coke produced, at a yield of 65per cent, was used in the three Devonshire Works blast furnaces erected at thesame time. The hot gas from the oven heating system was utilised in six wasteheatboilers. The ammonia distillation and sulfate plant was supplied by theChemical Engineering Company, Hendon. Spent liquor from the by-productplant was evaporated—in a none too pollution-free manner, one imagines—ina Porion oven, a brick structure containing a liquor bath 14.3 m long, 3.6 mwide and 0.6 m deep, agitated by two sets of high-speed paddle wheels; heatand draught were provided by direct contact with hot combustion gases 55 .
68 THE COKE OVEN MANAGERS’ASSOCIATIONBefore completely abandoning its beehive ovens and installing the Simplexplant, the Staveley company tried the use of a small unit of non-recoveryovens. They were basically of Coppée type but were designed and built byHeinrich Koppers, in what was apparently his first venture in Britain; in April1902, in partnership with the Sheffield colliery engineering firm of W. EdwardKochs & Co., he formed the Koppers <strong>Coke</strong> <strong>Oven</strong> & Bye Product Company(later the Koppers <strong>Coke</strong> <strong>Oven</strong> Co.), with an office in Sheffield 95 . This nonrecoveryplant comprised 36 ovens built at the Staveley company's Bond'sMain colliery at Temple Normanton, south-east of Chesterfield. Constructionof the battery at an inclusive cost of about £11,000 was authorised in May1902 96 , and coke was being produced by October 1903 97 . However, this planthad an inauspicious beginning 98 : Koppers had evidently not designed theovens well enough to ensure efficient combustion of the raw coke oven gas inthe heating flues, with the result that the district was blanketed in black smokeon start-up. Thinking to avert this problem by introducing secondary air at thebase of the chimney, Koppers only succeeded in burning down the brickworkof the stack! These difficulties were evidently overcome successfully: in 1910these ovens were still producing coke 99 .As seen in Table 1, further Simplex installations of 100 waste-heat and 70regenerative ovens were erected at Staveley in the 1920s. Joseph Becker'scomment on the former of these has been quoted earlier in this article;construction of these ovens was actually begun during World War I, but washeld up by strikes and other causes 100 . Before this, in 1912 the Staveley firmadded 50 waste-heat ovens of Huessener design, built by the Coal DistillationCompany, Middlesbrough, the British arm of AG für Kohlendestillation,Bulmke. The same company built the benzole recovery plant installed thesame year. The Huessener ovens were shut down during a slump in 1922 andwere probably never re-started 101 . Despite Becker's comment, the Simplexovens of the 1920s went on working until the mid 1960s and were probably thelast Simplex ovens to survive anywhere. Unlike the Clay Cross plant, theStaveley ovens were not taken over by the NCB in 1947, despite its absorptionof the company's collieries.ChiltonThe 50 ovens originally installed here for Stobart & Co., carbonising 1,800tonnes of coal per week and supplying waste heat to five Lancashire boilers,were arranged—like those at Staveley, and evidently for the same reason—asone battery of 24 and one of 26 56 . Presumably the two extra ovens added laterwere attached to the 24-oven battery, to make the two batteries of equal size.
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 69Ackton HallThe Simplex ovens here superseded a battery of 50 Collin non-recoveryovens 3,57 . They were capable of carbonising 2,000 tonnes of coal per week.The bunker feeding the stamp-charger was divided into two sections so that acoke suitable for malting could be produced from the Haigh Moor seam insome of the ovens if necessary, simultaneously with the usual furnace coke inthe other ovens.UphollandThis plant was apparently another that was financed initially by theSimplex firm, remaining in its possession until 1920, when ownership passedto the colliery company 102 .Newton CapIt appears that the Simplex ovens here replaced beehive ovens that hadbeen used for more than 50 years to produce low-ash, low-sulfur foundry cokefrom the coal mined in the Newton Cap colliery, near Bishop Auckland 67 . The44 Simplex ovens were arranged as a single battery. In contrast to the earlierSimplex ovens at Clay Cross, Staveley, Ackton Hall and Chilton, which hadthree charge-holes, a separate charging tub to each hole (though of courseunused at the first three of those plants because they were stamp-charged) anda more or less central gas offtake, the Newton Cap ovens had four chargeholes,a four-hopper charging car and hence necessarily an end gas offtake (atthe pusher side), i.e. they were more modern in those respects. The surpluscoke oven gas from these regenerative ovens was used to fire the Lancashireboilers at the colliery; waste-heat ovens might therefore have been installed tojust the same effect, one feels!The reason for the apparently early demise of this plant must remain asubject for further research in local records.LambtonThe 35 Simplex ovens here supplemented an existing battery of 35 Semet-Solvay waste-heat ovens. The two batteries had separate gas treatment systemsup to the exhauster inlet, then a common system. The Simplex ovens had notaper. The comments made on this point by the Lambton coke oven manager in1918, Dr G.P. Lishman, seem wide of the mark to us today. Claiming that theintroduction of parallel chamber walls was due to ‘the Solvay people’, he went
70 THE COKE OVEN MANAGERS’ASSOCIATIONon: ‘It is said there are some expanding or salt-containing coals for whichparallel walls are unsuitable, but do not believe it. Tapered ovens are a relic ofthe days when, owing to uneven heating, ovens could not be pushed, and somebrilliant genius thought that by giving a 2-inch taper in 400 inches he wasdoing something to win the war (among coke oven contractors)! There are a lotof things like this lurking about coke ovens, some of them in very unexpectedplaces.’ It is worth noting that these ovens were still being built with an archedroof to the chamber. The surplus gas was to be supplied to a power stationabout 2 km away 66 .According to a later account 103 , these Simplex ovens had ‘two sets ofwalls’, i.e. each chamber had its own pair of heating walls, not shared with theadjacent chamber. This is the only mention of such an arrangement found bythe present writer at Simplex plants; it was of course typical of Semet-Solvayovens. From 1919 to 1938 inclusive, the Simplex battery (constructed of semisilicabrick) carbonised some 38,000 tonnes of coal per chamber, at an averagegross carbonising time of 31¼ hours, the oven charge being just over 8 tonnes.The author of that later account stated in conclusion that ‘the Simplex ovenwas probably as good as any of its day.’To replace the Simplex and Semet-Solvay ovens, Lambton had twobatteries of 30 Collin ovens built in 1935 and 1938, themselves replaced in1955 by 52 Coppée ovens for the owners since 1947, the National Coal Board.The plant was finally closed in 1985/6.TrehafodThe Simplex installation here in 1920 represented a backward step from thegeneral advancement of cokemaking technology, with its horizontal-flue,waste-heat ovens having chambers only 2.3 m high and taking only 7 tonnes ofcoal, charged through three holes from individual tubs, and with a central gasofftake 58 . The 40 ovens, in a single battery, carbonised 1500 tonnes of coal perweek, at a carbonising time of 29 hours. The waste heat was utilised by fiveLancashire boilers.The article 58 describing this plant makes no mention of any battery that itreplaced. The evidence for an earlier regenerative battery of 50 ovens (initially40, it seems) is from a Simplex advertisement already mentioned (CollieryGuardian, 26 November 1909) and the published lists of coking plants 3,45,83 .The article also fails to mention the 40 B.C.O. waste-heat ovens built duringWorld War I by British <strong>Coke</strong> <strong>Oven</strong>s Ltd (whose only other ovens were at
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 71Wilsontown in Scotland), which failed to operate properly. Lewis MerthyrConsolidated Collieries obtained damages against the constructors, whothereupon ceased trading 104,105 .Bargoed, FishburnNo additional information appears to be available from published sourceson these two Simplex installations—at least, no descriptive articles such asthose found for the other plants above. The Fishburn installation was replacedby 50 Becker ovens in 1954 for the NCB, with final closure in 1986. Bargoedhad had Koppers regenerative ovens in use since 1906, and ended up with 86Still ovens at closure in 1958.Acknowledgements(See Part 1)In the name of René F.F. FabryAppendix 2Abstracts of other patent specificationsBrit. Pat. 6,810 of 1910: Improvements in horizontal or inclinedregenerative ovens. Vertical flues all communicate with a top horizontal flue,but odds and evens communicate with different sole flues. Every other midfeatheris provided with a gas duct connected to a sole flue and to the verticalflues on each side through e.g. three nozzles at different heights. Combustionproducts flow up one flue and down the next; the latter is also supplied withfuel gas. The nozzles are decarbonised by a reverse current of air from theregenerators to the fuel gas sole flue and thence to external pipes leading to thebase of the chimney. The gas ducts are closed at the top by stoppers removablefor cleaning.Brit. Pat. 7,766 of 1910. Purifying coal gas after the extraction of theammonia. After the saturator, H 2 SO 3 and HCl are removed in a washer fedwith spent ammonia liquor from the still, containing free lime, whichneutralises the acids and utilises the excess lime. In an alternative, the gas iswashed with fresh milk of lime.
72 THE COKE OVEN MANAGERS’ASSOCIATIONBrit. Pat. 19,104 of 1910. Improvements in horizontal or inclined cokeovens in which the direction of draught is constant. In a heating system withthe same gas distribution arrangement to the vertical flues as in Brit. Pat. 6,813[above], recuperative and air-distributing flues run parallel on each side of thebattery, with the latter flues alongside a central waste gas flue. The air passesfirst into a hairpin flue at each end of the heating wall, in which it is furtherpreheated; this hairpin flue is closed off from the top horizontal flue.Brit. Pat. 23,562 of 1911. Improvements in horizontal or inclinedregenerative ovens. The principle of fractional combustion as in Brit. Pat.21,593 of 1907 [a horizontal-flue heating wall: see main text] is applied to theheating of regenerative ovens with vertical flues, using a four-divided heatingwall with gas burners at the top. Preheated air enters at one end of the heatingwall and flows up and down each set of flues successively. Fuel gas is shut offonly briefly during the reversal operation. In each set of flues, flow is upwardin some flues and downward (to a sole flue) in others.Brit. Pat. 29 of 1914; Fr. Pat. 476,912 of 1914. Process for purifying coalgas. After tar removal, the gas is washed with e.g. K 2 CO 3 + NH 4 OH solutionto absorb all free CO 2 and all free H 2 S, so that acid impurities remaining are nomore than sufficient to neutralise the NH 3 in the gas and are thus removed inscrubbing to recover ammonia. The solution is regenerated by partialdistillation (preferably in the type of still described in Brit. Pat. 337 of 1914[see main text]). Noxious still-head gases are mixed with vapour from anordinary ammonia still and passed through a saturator.Brit. Pat. 220,556 of 1924. <strong>Coke</strong> oven heating flues. In a heating wall of thekind described in Brit. Pat. 105,047 of 1916 [see main text], the vertical fluesare arranged in pairs. One flue of each pair is provided with air and fuel gasinlets at the bottom and an outlet to a top horizontal flue; the other is connectedto it by large ports at bottom and top and serves to recirculate the combustionproducts. Combustion takes place in one half-wall and then the other inalternate reversal periods. [Abstract taken from Gas World, Coking Sect., 4Oct. 1924, 20.]Brit. Pat. 254,652 of 1926. Improved construction of regenerative cokeoven flues. In a heating system with flues as in Brit. Pat. 105,047 of 1916 [seemain text] and Brit. Pat. 220,556 of 1924 [above], the regenerator inlets/outletsare arranged under each alternate flue so as to direct the flue gas to the fluesreceiving air from the regenerators; there is a single fuel gas supply to eachpair of flues, positioned beneath the mid-feather. The aim is fastercarbonisation.
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 73In the name of Charles A. BaglinBrit. Pat. 7,448 of 1903. Improvements in coke ovens. In coke ovens of theCoppée type, the fuel gas distribution duct is arranged inside the airdistribution duct, with conical openings at the top to allow the gas to mix withthe air before passing to the combustion flues. [Abstract taken from Journal ofthe Society of Chemical Industry.]Brit. Pat. 9,405 of 1909. [Heating vertical-flue coke ovens]. Eachcombustion flue has only one inlet for air and gas. The air is divided into twostreams, one each side of the gas duct, the three streams uniting at the flueinlet.Brit. Pat. 217,454 of 1923. Improvements in regenerative coke ovens. Asystem to obtain uniform heating of taller ovens has vertical flues in pairsjoined at the top, one of each pair being supplied with fuel gas at the bottomand the other at the top. Combustion takes place in both flues during onereversal period, with gas admitted at top and bottom; in the next period, gas isadmitted only at the top, so that combustion occurs only in one flue of the pair.Brit. Pat. 318,448 of 1928. Improvements in coke ovens. To lengthen theflame in vertical heating flues, combustion products are recycled from thedescending flue through a number of ducts of small cross-section at a pointbelow the start of combustion, to ensure intimate mixing better than with asingle wide opening.References(References in Part 1 that are cited again in Part 2 are repeated below.)1. D.G. Edwards, A Historical Gazetteer and Bibliography of By-product Coking Plants inthe UK, Merton Priory Press, Cardiff, 20013. Iron Coal Trades Rev., vol. 80, 13 May 1910, 76933. W.B.M. Jackson, Trans. Fed. Inst. Mining Engineers, vol. 33, 1906–7, 386–9745. C.O.M.A. Year-Book, lists of by-product coking plants each year54. Gas World, Coking Sect., 6 Sep. 1913, 15–1755. Engineering, vol. 85, 1 May 1908, 571, 573–6, 586 + Plate XL56. Iron Coal Trades Rev., vol. 79, 19 Nov. 1909, 816–17
74 THE COKE OVEN MANAGERS’ASSOCIATION57. Gas World, Coking Sect., 3 Oct. 1914, 10–1258. W.T. Lane, Colliery Guardian, vol. 119, 25 June 1920, 1785–963. Iron Coal Trades Rev., vol. 128, 6 Apr. 1934, 568–7466. G.P. Lishman, C.O.M.A. Year-Book, 1919, 108–1067. F.C. Coleman, Colliery Guardian, vol. 108, 18 Dec. 1914, 1267–7168. Gas World, Coking Sect., 5 Jan. 1918, 1872. F.M. Ress, Geschichte der Kokereitechnik, Essen, 1957, 449–51 73. Iron Coal TradesRev., vol. 106, 6 Apr. 1923, 42174. W.R. Chapman and R.A. Mott, The Cleaning of Coal, London, 1928, 500–175. H.H. Lowry (ed.), Chemistry of Coal Utilization, New York, 1945, vol. I, 84876. Iron Coal Trades Rev., vol. 96, 18 Jan. 1918, 6577. Public Record Office, PROCAT [on-line catalogue], BT31 (no less than 85 firmsincorporating Simplex in their names are listed in this class of records of dissolvedcompanies)78. C.F. Ellwood, C.O.M.A. Year-Book, 1926–27, 347, 350–179. F.M. Ress, ref. 72 above, 48180. G.F. Zimmer, Cassier’s Magazine, vol. 43, 1913, 47081. G.B. Walker, Min. Proc. Inst. Civil Engineers, vol. 205, 1917–18, 131–282. Gas World, Coking Sect., 4 Nov. 1916, 1383. Gas World, Coking Sect., 5 July 1913, 8–1184. Gas World, Coking Sect., 6 Jan. 1917, 1085. P. Parrish, The Design and Working of Ammonia Stills, London, 1924, 210–1286. R. Fabry, Journal of Gas Lighting, vol. 112, 1910, 5287. R. Fabry, Engrais, vol. 28, 1913, 551–3 (in French?)88. H.H. Lowry, ref. 75 above, vol. II, 106189. J.T. Lucking, Iron Coal Trades Rev., vol. 81, 4 Nov. 1910, 75190. Clay Cross Chronicle, 8 March 1907, 691. C. Williams, Clay Cross and the Clay Cross Company, Archive Photographs Series,Chalford, 1995, 26–7 (also beehive ovens, 24–5)92. Colliery Guardian, vol. 104, 8 Nov. 1912, 94693. Derbyshire Record Office, Staveley Coal & Iron Co., Minutes of Directors’ Meetings1902–1908, D3808/1/2/8, 22794. Derbyshire Record Office, Staveley Coal & Iron Co., Capital Expenditure Ledger[undated], D3808/1/83/1, 181–2
SIMPLEX COKE OVENS : THEIR HISTORY ([Part 2) - EDWARDS 7595. D.G. Edwards, Sheffield History Reporter Annual, 1998, 42–5096. Derbyshire Record Office, Staveley Coal & Iron Co., Minutes of Directors’ Meetings1895-1902, D3808/1/2/7, 40597. Derbyshire Record Office, ref. 93 above, 7698. G.E. Foxwell, <strong>Coke</strong> & Smokeless Fuel Age, vol. 3, Dec. 1941, 282–599. Derbyshire Courier, 26 November 1910, 7100. Gas World, Coking Sect., 2 Sep. 1922, 11101. Iron Coal Trades Rev., 25 Aug. 1922, 249102. C.H.A. Townley et al., The Industrial Railways of the Wigan Coalfield, Part I: West andSouth of Wigan, Cheltenham, 1991, 261–2 (quoting inter alia Wigan Record Office, DDXE1 36/23)103. J. Gordon, C.O.M.A. Year-Book, 1946, 77–85104. Gas World, Coking Sect., 3 Aug. 1918, 20; 7 Sep. 1918, 17; 1 Feb. 1919, 19105. Colliery Guardian, vol. 117, 24 Jan. 1919, 1