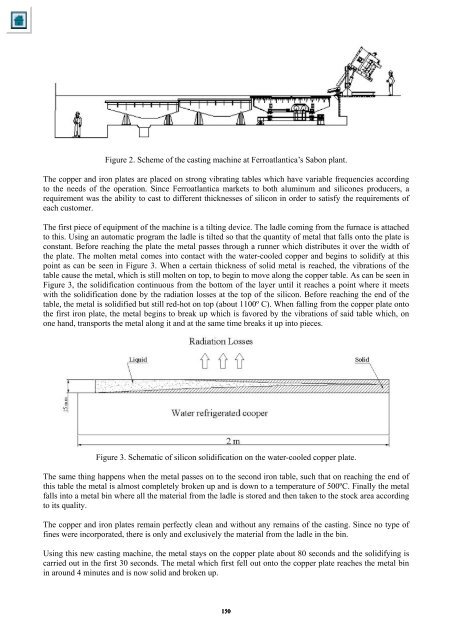
Figure 2. Scheme of the casting machine <strong>at</strong> Ferro<strong>at</strong>lantica’s Sabon plant.<strong>The</strong> <strong>co</strong>pper and iron pl<strong>at</strong>es are placed on strong vibr<strong>at</strong>ing tables which have variable frequencies ac<strong>co</strong>rdingto the needs of the oper<strong>at</strong>ion. Since Ferro<strong>at</strong>lantica markets to both aluminum and sili<strong>co</strong>nes producers, arequirement was the ability to cast to different thicknesses of sili<strong>co</strong>n in order to s<strong>at</strong>isfy the requirements ofeach customer.<strong>The</strong> first piece of equipment of the machine is a tilting device. <strong>The</strong> ladle <strong>co</strong>ming from the furnace is <strong>at</strong>tachedto this. Using an autom<strong>at</strong>ic program the ladle is tilted so th<strong>at</strong> the quantity of metal th<strong>at</strong> falls onto the pl<strong>at</strong>e is<strong>co</strong>nstant. Before reaching the pl<strong>at</strong>e the metal passes through a runner which distributes it over the width ofthe pl<strong>at</strong>e. <strong>The</strong> molten metal <strong>co</strong>mes into <strong>co</strong>ntact with the w<strong>at</strong>er-<strong>co</strong>oled <strong>co</strong>pper and begins to solidify <strong>at</strong> thispoint as can be seen in Figure 3. When a certain thickness of solid metal is reached, the vibr<strong>at</strong>ions of thetable cause the metal, which is still molten on top, to begin to move along the <strong>co</strong>pper table. As can be seen inFigure 3, the solidific<strong>at</strong>ion <strong>co</strong>ntinuous from the bottom of the layer until it reaches a point where it meetswith the solidific<strong>at</strong>ion done by the radi<strong>at</strong>ion losses <strong>at</strong> the top of the sili<strong>co</strong>n. Before reaching the end of thetable, the metal is solidified but still red-hot on top (about 1100º C). When falling from the <strong>co</strong>pper pl<strong>at</strong>e ontothe first iron pl<strong>at</strong>e, the metal begins to break up which is favored by the vibr<strong>at</strong>ions of said table which, onone hand, transports the metal along it and <strong>at</strong> the same time breaks it up into pieces.Figure 3. Schem<strong>at</strong>ic of sili<strong>co</strong>n solidific<strong>at</strong>ion on the w<strong>at</strong>er-<strong>co</strong>oled <strong>co</strong>pper pl<strong>at</strong>e.<strong>The</strong> same thing happens when the metal passes on to the se<strong>co</strong>nd iron table, such th<strong>at</strong> on reaching the end ofthis table the metal is almost <strong>co</strong>mpletely broken up and is down to a temper<strong>at</strong>ure of 500ºC. Finally the metalfalls into a metal bin where all the m<strong>at</strong>erial from the ladle is stored and then taken to the stock area ac<strong>co</strong>rdingto its quality.<strong>The</strong> <strong>co</strong>pper and iron pl<strong>at</strong>es remain perfectly clean and without any remains of the casting. Since no type offines were in<strong>co</strong>rpor<strong>at</strong>ed, there is only and exclusively the m<strong>at</strong>erial from the ladle in the bin.Using this new casting machine, the metal stays on the <strong>co</strong>pper pl<strong>at</strong>e about 80 se<strong>co</strong>nds and the solidifying iscarried out in the first 30 se<strong>co</strong>nds. <strong>The</strong> metal which first fell out onto the <strong>co</strong>pper pl<strong>at</strong>e reaches the metal binin around 4 minutes and is now solid and broken up.
3.1 Safety and Video-Control System.It is a well-known fact th<strong>at</strong> the reaction of molten metal on w<strong>at</strong>er can cause explosions. Using the system ofdirect casting into w<strong>at</strong>er there have been neg<strong>at</strong>ive experiences of this type. However, these have been solvedusing various improvements and new technologies. <strong>The</strong>se are now running in many factories. In fact, all thesystems of <strong>co</strong>ntinuous casting in the steel industry have been able to over<strong>co</strong>me this potential problem.At Ferro<strong>at</strong>lantica, we have placed gre<strong>at</strong> importance on this risk, and, in the little more than a year th<strong>at</strong> wehave had this machine running, we have had no neg<strong>at</strong>ive experience in this sense. From the beginning of thetrials, we have autom<strong>at</strong>ed all the install<strong>at</strong>ions to a maximum in order to eradic<strong>at</strong>e the human error factor. <strong>The</strong>improvements have been in<strong>co</strong>rpor<strong>at</strong>ed step by step following the strictest principles for the safety of peopleand install<strong>at</strong>ions.In this regard, in the last few months we have in<strong>co</strong>rpor<strong>at</strong>ed a video-<strong>co</strong>ntrol system, which has autom<strong>at</strong>ed allpossible oper<strong>at</strong>ions in the casting system. <strong>The</strong> system analyses all the images received from the video andgives the appropri<strong>at</strong>e orders so as to increase or reduce the speed of the tilt of the ladle thus affecting theamount of metal, which falls onto the table. When the required amount of metal is on the table, the vibr<strong>at</strong>ionsystem is started up, thus taking away this metal and leaving space for liquid metal. <strong>The</strong> technicalpossibilities of this type of video <strong>co</strong>ntrol are very important and, in the future, it seems logical to also carryout vigilance <strong>co</strong>ntrol using this type of fe<strong>at</strong>ure.4. METAL QUALITY ADVANTAGES WITH THE COPPER CASTING-MACHINE<strong>The</strong> first advantage to be <strong>co</strong>nsidered is the purity of the product obtained. This is due to the following points:• Neither resmelted fines nor any other mould protection product are used.• <strong>The</strong> pouring or tilting process time is very long, 15 minutes, <strong>co</strong>mpared to the standard process, 5minutes, this allows for a better segreg<strong>at</strong>ion of slag.• Slag in sili<strong>co</strong>n is of a gre<strong>at</strong>er density and more vis<strong>co</strong>us than the metal. Because of this, it remains in therunner and does not fall onto the <strong>co</strong>pper pl<strong>at</strong>e.<strong>The</strong> se<strong>co</strong>nd advantage is the <strong>co</strong>oling speed. <strong>The</strong> product, as mentioned before, solidifies in a few se<strong>co</strong>nds. Itis not as fast as w<strong>at</strong>er granul<strong>at</strong>ion but is much quicker than solidifying in casting mould. This has animmedi<strong>at</strong>e influence on the size of the crystal in the pieces of sili<strong>co</strong>n. <strong>The</strong> grain size in the sili<strong>co</strong>n <strong>co</strong>mingfrom the casting mould is about 300 microns, whereas the one from the <strong>co</strong>pper pl<strong>at</strong>e is only 100 microns.Apart from this, in the former the grains closely follow the direction of the <strong>co</strong>oling. However, in the castingmould the crystals are totally disorganized, and their size, presence and orient<strong>at</strong>ion are different when<strong>co</strong>mparing a piece from the center of the mould, from a side-piece with fines or from the surface, which is in<strong>co</strong>ntact with the air.<strong>The</strong> metal cast onto this machine is called “grain orient<strong>at</strong>ed” and the uniformity in each of the final pieces ismuch gre<strong>at</strong>er than in sili<strong>co</strong>n casting in moulds. <strong>The</strong> high solidific<strong>at</strong>ion r<strong>at</strong>e modifies the intermetallic phasesdistribution which be<strong>co</strong>mes more uniform. This is associ<strong>at</strong>ed with a smaller grain size. In the photo(Figure 4), you can see the normal thickness of a thin layer, typical in the chemical market. In the photo(Figure 5) is a thicker layer, typical in the aluminium market. <strong>The</strong> crystals are really perpendicular to the<strong>co</strong>pper until they reach the m<strong>at</strong>erial solidified by radi<strong>at</strong>ion losses. At this area it is possible to see the end ofthe crystal with some small holes where the <strong>co</strong>ncentr<strong>at</strong>ion of impurities is higher. All the pieces are ofsimilar physical and chemical characteristics.Figure 4. Thin layer sili<strong>co</strong>n cast onto the machine.