Composition of BÃHLER metal powders - Tenica
Composition of BÃHLER metal powders - Tenica
Composition of BÃHLER metal powders - Tenica

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
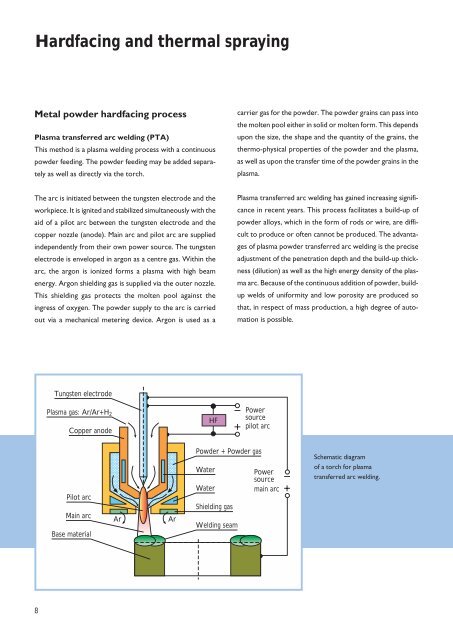
Hardfacing and thermal sprayingMetal powder hardfacing processPlasma transferred arc welding (PTA)This method is a plasma welding process with a continuouspowder feeding. The powder feeding may be added separatelyas well as directly via the torch.carrier gas for the powder. The powder grains can pass intothe molten pool either in solid or molten form. This dependsupon the size, the shape and the quantity <strong>of</strong> the grains, thethermo-physical properties <strong>of</strong> the powder and the plasma,as well as upon the transfer time <strong>of</strong> the powder grains in theplasma.The arc is initiated between the tungsten electrode and theworkpiece. It is ignited and stabilized simultaneously with theaid <strong>of</strong> a pilot arc between the tungsten electrode and thecopper nozzle (anode). Main arc and pilot arc are suppliedindependently from their own power source. The tungstenelectrode is enveloped in argon as a centre gas. Within thearc, the argon is ionized forms a plasma with high beamenergy. Argon shielding gas is supplied via the outer nozzle.This shielding gas protects the molten pool against theingress <strong>of</strong> oxygen. The powder supply to the arc is carriedout via a mechanical metering device. Argon is used as aPlasma transferred arc welding has gained increasing significancein recent years. This process facilitates a build-up <strong>of</strong>powder alloys, which in the form <strong>of</strong> rods or wire, are difficultto produce or <strong>of</strong>ten cannot be produced. The advantages<strong>of</strong> plasma powder transferred arc welding is the preciseadjustment <strong>of</strong> the penetration depth and the build-up thickness(dilution) as well as the high energy density <strong>of</strong> the plasmaarc. Because <strong>of</strong> the continuous addition <strong>of</strong> powder, buildupwelds <strong>of</strong> uniformity and low porosity are produced sothat, in respect <strong>of</strong> mass production, a high degree <strong>of</strong> automationis possible.Tungsten electrodePlasma gas: Ar/Ar+H 2Copper anodeHFPowersourcepilot arcPilot arcMain arcBase materialArArPowder + Powder gasWaterPowersourceWatermain arcShielding gasWelding seamSchematic diagram<strong>of</strong> a torch for plasmatransferred arc welding.8