VESTAMELT® double dot application - Adhesives & Sealants by ...
VESTAMELT® double dot application - Adhesives & Sealants by ...
VESTAMELT® double dot application - Adhesives & Sealants by ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
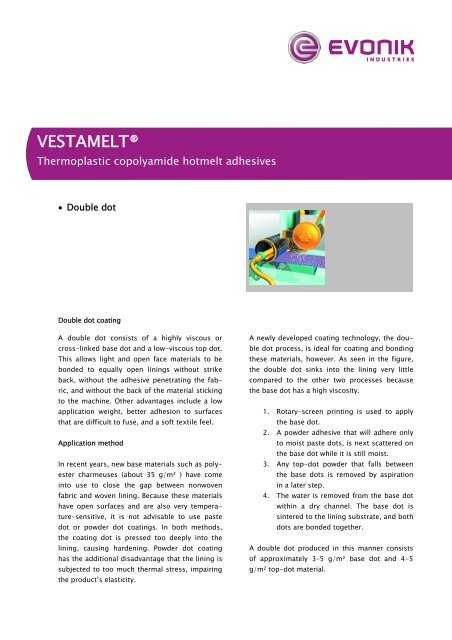
<strong>VESTAMELT®</strong>Thermoplastic copolyamide hotmelt adhesives• Double <strong>dot</strong>Double <strong>dot</strong> coatingA <strong>double</strong> <strong>dot</strong> consists of a highly viscous orcross-linked base <strong>dot</strong> and a low-viscous top <strong>dot</strong>.This allows light and open face materials to bebonded to equally open linings without strikeback, without the adhesive penetrating the fabric,and without the back of the material stickingto the machine. Other advantages include a low<strong>application</strong> weight, better adhesion to surfacesthat are difficult to fuse, and a soft textile feel.Application methodIn recent years, new base materials such as polyestercharmeuses (about 35 g/m² ) have comeinto use to close the gap between nonwovenfabric and woven lining. Because these materialshave open surfaces and are also very temperature-sensitive,it is not advisable to use paste<strong>dot</strong> or powder <strong>dot</strong> coatings. In both methods,the coating <strong>dot</strong> is pressed too deeply into thelining, causing hardening. Powder <strong>dot</strong> coatinghas the additional disadvantage that the lining issubjected to too much thermal stress, impairingthe product’s elasticity.A newly developed coating technology, the <strong>double</strong><strong>dot</strong> process, is ideal for coating and bondingthese materials, however. As seen in the figure,the <strong>double</strong> <strong>dot</strong> sinks into the lining very littlecompared to the other two processes becausethe base <strong>dot</strong> has a high viscosity.1. Rotary-screen printing is used to applythe base <strong>dot</strong>.2. A powder adhesive that will adhere onlyto moist paste <strong>dot</strong>s, is next scattered onthe base <strong>dot</strong> while it is still moist.3. Any top-<strong>dot</strong> powder that falls betweenthe base <strong>dot</strong>s is removed <strong>by</strong> aspirationin a later step.4. The water is removed from the base <strong>dot</strong>within a dry channel. The base <strong>dot</strong> issintered to the lining substrate, and both<strong>dot</strong>s are bonded together.A <strong>double</strong> <strong>dot</strong> produced in this manner consistsof approximately 3–5 g/m² base <strong>dot</strong> and 4-5g/m² top-<strong>dot</strong> material.
FusingFashionable face fabrics, such as polyester andviscose georgette and microfibers, are providedwith a special finish (siliconizing or fluorocarbonizing).Conventional systems fail to bringabout adhesion in these materials because suitablelow-viscous hotmelt adhesives will seek thepath of least resistance and strike back deep intothe liner (see figure).In the <strong>double</strong> <strong>dot</strong> process, the base <strong>dot</strong> forms ahighly viscous barrier layer that prevents strikeback into the liner. The top <strong>dot</strong>’s hotmelt adhesiveis forced to run in the direction of the facefabric, resulting in good adhesion due to itsgood bonding to the base <strong>dot</strong> and its excellentwetting of the surface (see figure).The quality of the individual components andproper match between the materials, the baseadhesive, and the top-<strong>dot</strong> adhesive is crucial tothe success of the <strong>double</strong> <strong>dot</strong> process. Wheneverything has been properly matched, runningspeeds of 50 m/min are possible. The two mostcritical factors affecting the rate are theaspiration of the excess powder and the designof the drying oven.Just a few years ago, beater rolls were used tofling up the excess powder and aspirate it. Experiencehas shown that the powder was notonly flung upward, but was also shaken downinto the lining, where it caused hardening andhigher material consumption. Today the powderis removed <strong>by</strong> air nozzles located in the frontand rear of the aspiration device. The morelaminar the air stream, the more effectively theexcess powder is cleaned from the lining. Thismeans that eddying must be prevented, requiringan aerodynamically optimized suction system.Behavior of the coating <strong>dot</strong>s during fusing as a function of thecoating processDesign of the <strong>double</strong> <strong>dot</strong> systemThe <strong>double</strong> <strong>dot</strong> system is <strong>by</strong> far the most elaborate<strong>application</strong> system. It consists of:• paste head• scattering device• powder aspiration• air nozzle• powder recycling• drying oven• IR meltingThe aspirated powder is freed of fibers and agglomerates.About 40 percent of this recycledpowder is mixed with the original powder andrecycled to the process.Another factor is the drying oven. The paste <strong>dot</strong>process uses only circulating air ovens, but theyare not adequate in this case. Instead, it is recommendedthat IR fields be installed at the oveninlet and outlet. The IR field at the inlet is intendedto agglomerate the scattered top <strong>dot</strong> materialas quickly as possible and fasten it to thebase <strong>dot</strong>. The top <strong>dot</strong> is fused to the bottom <strong>dot</strong>at the oven outlet.
<strong>VESTAMELT®</strong> copolyamides for the powder filled base <strong>dot</strong><strong>VESTAMELT®</strong>Properties, suitability250-P1 High melting point and high melt viscosity, very good resistance to strikeback, very good resistance to temperature, washing and steamX1310-P1Thermal cross-linkable hotmelt adhesive; before cross-linking: low meltingpoint and low melt viscosity, good adherence to copolyamide top <strong>dot</strong>X1316-P1Thermal cross-linkable hotmelt adhesive; before cross-linking: higher meltingpoint and higher melt viscosity, for high resistance requirementsParticle sizes:P1 = 0 to 80 μmGrades can be blended to produce different properties.<strong>VESTAMELT®</strong> copolyamides for the scattered top <strong>dot</strong><strong>VESTAMELT®</strong>Properties, suitability430-P2 Low melt viscosity with good face fabrics, ladies wear730-P2 Low melting point, low melt viscosity, very good adhesion to surfaces thatare difficult to fuse, such as siliconized fabrics840-P2 Wide fusing range, high resistance to steam, good adhesion strength, multipurposegrade for different interliningsX1027-P2X1301-P2Particle sizes:P2 = 80 to 200 μmLow melt viscosity, low fusing temperature, very good adhesion to surfacesthat are difficult to fuse, high resistance to steam, good for colored liningsWide fusing range, very good adhesion and soft feel, very good resistance towashing and hydrolysis
This information and all further technical advice are based on Evonik’s present knowledge and experience. However, Evonik assumesno liability for providing such information and advice including the extent to which such information and advice may relate to existingthird party intellectual property rights, especially patent rights. In particular, Evonik disclaims all conditions and warranties, whetherexpress or implied, including the implied warranties of fitness for a particular purpose or merchantability. Evonik shall not be responsiblefor consequential, indirect or incidental damages (including loss of profits) of any kind. Evonik reserves the right to makeany changes according to technological progress or further developments. It is the customer’s responsibility and obligation to carefullyinspect and test any incoming goods. Performance of the product(s) described herein should be verified <strong>by</strong> testing and carried out only<strong>by</strong> qualified experts. It is the sole responsibility of the customer to carry out and arrange for any such testing. Reference to trade namesused <strong>by</strong> other companies is neither a recommendation, nor an endorsement of any product and does not imply that similar productscould not be used.® = registered trademarkFor more information please contact the following person:Martin RisthausPhone + 49 2365 49-4356martin.risthaus@evonik.comEvonik Industries AG High Performance Polymers 45764 Marl GermanyPhone +49 2365 49-9878 www.vestamelt.com