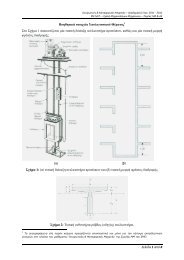
ΚΟΠΤΙΚΑ ΕΡΓΑΛΕΙΑ ΠΡΕΣΑΣ 1 ΜΕΡΗ (Σχ 1)
κοπτικα εργαλεια πρεσσας - Σχολή Μηχανολόγων Μηχανικών Ε.Μ.Π.
κοπτικα εργαλεια πρεσσας - Σχολή Μηχανολόγων Μηχανικών Ε.Μ.Π.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
ΠΕΡΙΓΡΑΦΗΤο κινητό μέρος του εργαλείου περιλαμβάνει τρία έμβολα, εκ των οποίων τα δύο εκτελούνδιάτρηση και το τρίτο απότμηση (κόβει το περίγραμμα του τεμαχίου).Το έμβολο απότμησης έχει δύο πείρους-πιλότους που εξασφαλίζουν το σωστό κεντράρισμα.Κατά την κάθοδο, οι πείροι-πιλότοι εισέρχονται σε αντίστοιχες οπές (που ήδη έχουν ανοιχθεί σεπροηγούμενη φάση), εξασφαλίζοντας έτσι τη σωστή θέση του περιγράμματος που θα κοπεί ως προςτις οπές αυτές.ΛΕΙΤΟΥΡΓΙΑΚατά την εισαγωγή της ελασματοταινίας στο εργαλείο ενεργοποιείται χειροκίνητα οβοηθητικός αναστολέας (13), ώστε να παρεμποδιστεί περαιτέρω προώθηση της.Στη θέση αυτή, κατέρχεται η κινητή κεφαλή και επιτελείται η πρώτη διάτρηση (2 οπές).Στη συνέχεια, η κινητή κεφαλή απομακρύνεται, απελευθερώνεται ο βοηθητικός αναστολέας(υποχωρεί πιεζόμενος από ελατήριο) και προωθείται η ταινία μέχρις ότου φθάσει στον πείροαναστολέα(8).Στη νέα θέση της ταινίας, δίνεται εντολή για δεύτερη κάθοδο της κινητής κεφαλής. Στη φάσηαυτή αποτέμνεται το περίγραμμα του τεμαχίου και συγχρόνως ανοίγονται νέες οπές από τα έμβολαδιάτρησης (11). Και ακολουθεί ο ίδιος κύκλος για την παραγωγή νέων τεμαχίων.ΣΧΕΔΙΑΣΜΟΣ ΠΡΟΟΔΕΥΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ(α) Από πλευράς ελάσματοςΤο έλασμα δεν πρέπει να είναι ούτε πολύ λεπτό (κίνδυνος παραμόρφωσης από το μηχανισμόμεταφοράς της ταινίας), ούτε πολύ παχύ (δυσκολία ευθυγράμμισης στους ρόλλους).Πρέπει να τηρούνται οι αποστάσεις μεταξύ διαδοχικών αποτμήσεων και από τα άκρα τηςταινίας και να προβλέπεται βέλτιστη εκμετάλλευση του υλικού (περιορισμός αποβλίττων).(β) Από πλευράς εργαλείου και κατεργασιώνΟι εργασίες των επιμέρους φάσεων πρέπει να είναι κατά το δυνατόν απλές. Επιπλέον, πρέπει ναγίνεται προσεκτική μελέτη της σειράς και των λεπτομερειών κάθε φάσης, με γνώμονα τη σωστήεκμετάλλευση υλικού και εργαλείου.Στην πρώτη φάση, επιτελούνται διατρήσεις και εκτομές που θα εξασφαλίζουν τις διαστάσειςκαι το βηματισμό της ελασματοταινίας μέσα στο εργαλείο. Διατρήσεις σε μικρές αποστάσειςμεταξύ τους ή κοντά στα άκρα του κοπτικού δακτυλίου (μήτρας) αντιμετωπίζονται συνήθως μεπερισσότερες φάσεις διάτρησης.Στις επόμενες φάσεις εξασφαλίζεται η μορφή του αντικειμένου και, λόγω ακριβώς τωνεπιμέρους διαμορφώσεων, πρέπει να δίνεται ιδιαίτερη προσοχή στην απρόσκοπτη προώθηση τηςταινίας. Περίγραμμα αντικειμένου αποτελούμενο από γραμμές απλής μορφής αντιμετωπίζεται μεπρόβλεψη περισσότερων φάσεων διαμόρφωσης, χρησιμοποιώντας τυποποιημένα έμβολα(σημαντική μείωση του κόστους κατασκευής).Αν το τεμάχιο πρέπει να αποκοπεί πριν από την τελευταία φάση, κρίνεται απαραίτητη ηπρόβλεψη μεταφοράς του στη θέση της τελικής φάσης.Μπορεί να γίνεται πρόβλεψη “κενών” φάσεων (δεν επιτελείται κατεργασία), προκειμένου ναενισχυθούν τα εργαλεία (ισχυρότερα).Πρέπει να εξασφαλίζεται απρόσκοπτη απομάκρυνση έτοιμων τεμαχίων και αποβλίττων από τηθέση εργασίας.Παραδείγματα σχεδιασμού φάσεων και προοδευτικών εργαλείων για την παραγωγή διαφόρωναντικειμένων παρουσιάζονται στα <strong>Σχ</strong>. 62-67.42