Extruders - A Special Supplement from Rubber & Tyre Machinery World
Rubber extruders have a varied field of application. So, when you come across a rubber profile, strip, hose, cable, wire, cord coating, tire tread, v-belt, tube, or blank remember that they are only a few handful of products manufactured using extrusion process. In this Knowledge On-The-Go Special Supplement, we bring to you a ‘collector’s edition’ on Extruders and Extrusion incorporating the fundamentals.
Rubber extruders have a varied field of application. So, when you come across a rubber profile, strip, hose, cable, wire, cord coating, tire tread, v-belt, tube, or blank remember that they are only a few handful of products manufactured using extrusion process. In this Knowledge On-The-Go Special Supplement, we bring to you a ‘collector’s edition’ on Extruders and Extrusion incorporating the fundamentals.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
| EXTRUDERS |<br />
Each HFE has an hopper and feed roller<br />
section with spiral undercut liner that<br />
allows your compound to enter the<br />
extruder easily. The feed roller on a hot<br />
feed extruder allows your compound to<br />
pass the scraper knife, directed around the<br />
roll and then fed back into the hopper. The<br />
feed roll bearings are placed in positions to<br />
prevent contamination. You can vary the<br />
output by changing the screw speed using<br />
variable speed drives.<br />
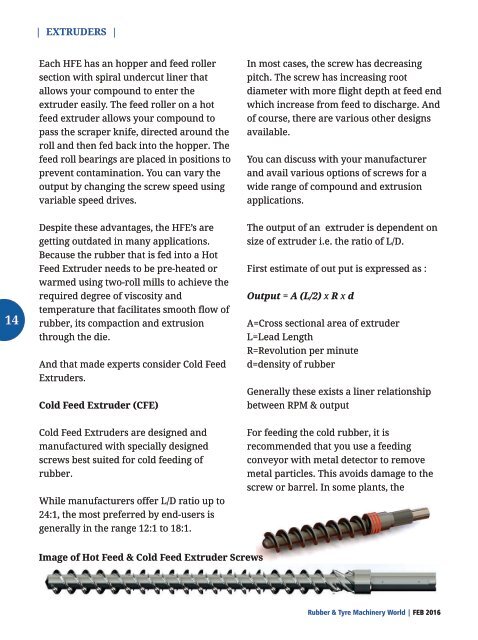
In most cases, the screw has decreasing<br />
pitch. The screw has increasing root<br />
diameter with more flight depth at feed end<br />
which increase <strong>from</strong> feed to discharge. And<br />
of course, there are various other designs<br />
available.<br />
You can discuss with your manufacturer<br />
and avail various options of screws for a<br />
wide range of compound and extrusion<br />
applications.<br />
14<br />
Despite these advantages, the HFE’s are<br />
getting outdated in many applications.<br />
Because the rubber that is fed into a Hot<br />
Feed Extruder needs to be pre-heated or<br />
warmed using two-roll mills to achieve the<br />
required degree of viscosity and<br />
temperature that facilitates smooth flow of<br />
rubber, its compaction and extrusion<br />
through the die.<br />
And that made experts consider Cold Feed<br />
<strong>Extruders</strong>.<br />
Cold Feed Extruder (CFE)<br />
The output of an extruder is dependent on<br />
size of extruder i.e. the ratio of L/D.<br />
First estimate of out put is expressed as :<br />
Output = A (L/2) x R x d<br />
A = Cross sectional area of extruder<br />
L = Lead Length<br />
R = Revolution per minute<br />
d = density of rubber<br />
Generally these exists a liner relationship<br />
between RPM & output<br />
Cold Feed <strong>Extruders</strong> are designed and<br />
manufactured with specially designed<br />
screws best suited for cold feeding of<br />
rubber.<br />
While manufacturers offer L/D ratio up to<br />
24:1, the most preferred by end-users is<br />
generally in the range 12:1 to 18:1.<br />
For feeding the cold rubber, it is<br />
recommended that you use a feeding<br />
conveyor with metal detector to remove<br />
metal particles. This avoids damage to the<br />
screw or barrel. In some plants, the<br />
Image of Hot Feed & Cold Feed Extruder Screws<br />
<strong>Rubber</strong> & <strong>Tyre</strong> <strong>Machinery</strong> <strong>World</strong> | FEB 2016