Extruders - A Special Supplement from Rubber & Tyre Machinery World
Rubber extruders have a varied field of application. So, when you come across a rubber profile, strip, hose, cable, wire, cord coating, tire tread, v-belt, tube, or blank remember that they are only a few handful of products manufactured using extrusion process. In this Knowledge On-The-Go Special Supplement, we bring to you a ‘collector’s edition’ on Extruders and Extrusion incorporating the fundamentals.
Rubber extruders have a varied field of application. So, when you come across a rubber profile, strip, hose, cable, wire, cord coating, tire tread, v-belt, tube, or blank remember that they are only a few handful of products manufactured using extrusion process. In this Knowledge On-The-Go Special Supplement, we bring to you a ‘collector’s edition’ on Extruders and Extrusion incorporating the fundamentals.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
| EXTRUDERS |<br />
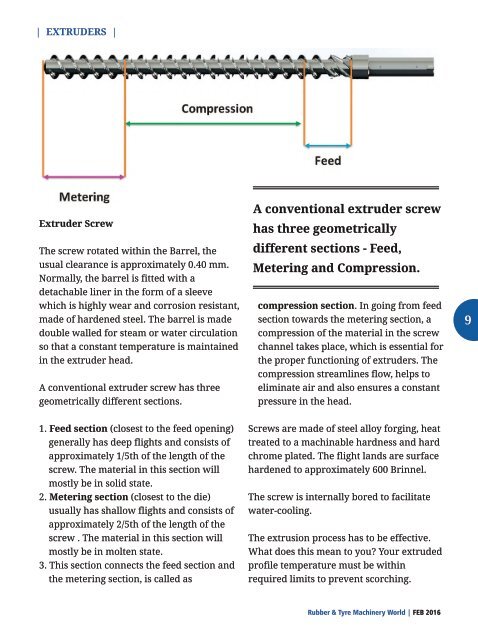
Extruder Screw<br />
The screw rotated within the Barrel, the<br />
usual clearance is approximately 0.40 mm.<br />
Normally, the barrel is fitted with a<br />
detachable liner in the form of a sleeve<br />
which is highly wear and corrosion resistant,<br />
made of hardened steel. The barrel is made<br />
double walled for steam or water circulation<br />
so that a constant temperature is maintained<br />
in the extruder head.<br />
A conventional extruder screw has three<br />
geometrically different sections.<br />
A conventional extruder screw<br />
has three geometrically<br />
different sections - Feed,<br />
Metering and Compression.<br />
compression section. In going <strong>from</strong> feed<br />
section towards the metering section, a<br />
compression of the material in the screw<br />
channel takes place, which is essential for<br />
the proper functioning of extruders. The<br />
compression streamlines flow, helps to<br />
eliminate air and also ensures a constant<br />
pressure in the head.<br />
9<br />
1. Feed section (closest to the feed opening)<br />
generally has deep flights and consists of<br />
approximately 1/5th of the length of the<br />
screw. The material in this section will<br />
mostly be in solid state.<br />
2. Metering section (closest to the die)<br />
usually has shallow flights and consists of<br />
approximately 2/5th of the length of the<br />
screw . The material in this section will<br />
mostly be in molten state.<br />
3. This section connects the feed section and<br />
the metering section, is called as<br />
Screws are made of steel alloy forging, heat<br />
treated to a machinable hardness and hard<br />
chrome plated. The flight lands are surface<br />
hardened to approximately 600 Brinnel.<br />
The screw is internally bored to facilitate<br />
water-cooling.<br />
The extrusion process has to be effective.<br />
What does this mean to you? Your extruded<br />
profile temperature must be within<br />
required limits to prevent scorching.<br />
<strong>Rubber</strong> & <strong>Tyre</strong> <strong>Machinery</strong> <strong>World</strong> | FEB 2016