Lenze's new international sales structure
Lenze's new international sales structure
Lenze's new international sales structure

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
16<br />
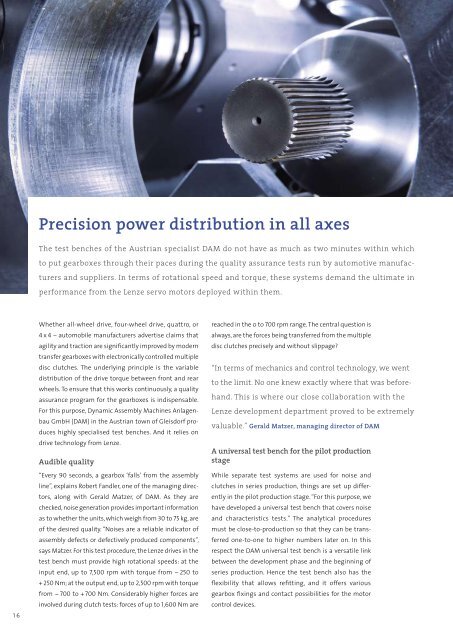
Precision power distribution in all axes<br />
The test benches of the Austrian specialist DAM do not have as much as two minutes within which<br />
to put gearboxes through their paces during the quality assurance tests run by automotive manufac-<br />
turers and suppliers. In terms of rotational speed and torque, these systems demand the ultimate in<br />
performance from the Lenze servo motors deployed within them.<br />
Whether all-wheel drive, four-wheel drive, quattro, or<br />
4 x 4 – automobile manufacturers advertise claims that<br />
agility and traction are significantly improved by modern<br />
transfer gearboxes with electronically controlled multiple<br />
disc clutches. The underlying principle is the variable<br />
distribution of the drive torque between front and rear<br />
wheels. To ensure that this works continuously, a quality<br />
assurance program for the gearboxes is indispensable.<br />
For this purpose, Dynamic Assembly Machines Anlagenbau<br />
GmbH (DAM) in the Austrian town of Gleisdorf produces<br />
highly specialised test benches. And it relies on<br />
drive technology from Lenze.<br />
Audible quality<br />
“Every 90 seconds, a gearbox ‘falls’ from the assembly<br />
line”, explains Robert Fandler, one of the managing directors,<br />
along with Gerald Matzer, of DAM. As they are<br />
checked, noise generation provides important information<br />
as to whether the units, which weigh from 30 to 75 kg, are<br />
of the desired quality. “Noises are a reliable indicator of<br />
assembly defects or defectively produced components”,<br />
says Matzer. For this test procedure, the Lenze drives in the<br />
test bench must provide high rotational speeds: at the<br />
input end, up to 7,500 rpm with torque from − 250 to<br />
+ 250 Nm; at the output end, up to 2,500 rpm with torque<br />
from − 700 to + 700 Nm. Considerably higher forces are<br />
involved during clutch tests: forces of up to 1,600 Nm are<br />
reached in the 0 to 700 rpm range. The central question is<br />
always, are the forces being transferred from the multiple<br />
disc clutches precisely and without slippage?<br />
“In terms of mechanics and control technology, we went<br />
to the limit. No one k<strong>new</strong> exactly where that was before-<br />
hand. This is where our close collaboration with the<br />
Lenze development department proved to be extremely<br />
valuable.” Gerald Matzer, managing director of DAM<br />
A universal test bench for the pilot production<br />
stage<br />
While separate test systems are used for noise and<br />
clutches in series production, things are set up differently<br />
in the pilot production stage. “For this purpose, we<br />
have developed a universal test bench that covers noise<br />
and characteristics tests.” The analytical procedures<br />
must be close-to-production so that they can be transferred<br />
one-to-one to higher numbers later on. In this<br />
respect the DAM universal test bench is a versatile link<br />
between the development phase and the beginning of<br />
series production. Hence the test bench also has the<br />
flexibility that allows refitting, and it offers various<br />
gearbox fixings and contact possibilities for the motor<br />
control devices.