Panels & Furniture Asia May/June 2020
Panels & Furniture Asia (PFA) is a leading regional trade magazine dedicated to the woodbased panel, furniture and flooring processing industry. Published bi-monthly since 2000, PFA delivers authentic journalism to cover the latest news, technology, machinery, projects, products and trade events throughout the sector. With a hardcopy and digital readership comprising manufacturers, designers and specifiers, among others, PFA is the platform of choice for connecting brands across the global woodworking landscape.
Panels & Furniture Asia (PFA) is a leading regional trade magazine dedicated to the woodbased panel, furniture and flooring processing industry. Published bi-monthly since 2000, PFA delivers authentic journalism to cover the latest news, technology, machinery, projects, products and trade events throughout the sector. With a hardcopy and digital readership comprising manufacturers, designers and specifiers, among others, PFA is the platform of choice for connecting brands across the global woodworking landscape.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
60 | WOOD CLINIC<br />
<strong>May</strong> / <strong>June</strong> <strong>2020</strong>, Issue 3 | <strong>Panels</strong> & <strong>Furniture</strong> <strong>Asia</strong><br />
to the louvered door design drawing and confirm the milling<br />
cutter diameter of 6.0mm when replacing it.<br />
- Inconsistent specifications of slats: if the multiple louver<br />
machine is not set in place, the slats are too thin, or<br />
the thickness is irregularly set during wide-belt sanding,<br />
the thickness of slats will be not consistent, thus leading<br />
to inconsistent tightness of slats of the louvered door. It is<br />
suggested that the workers set the thickness of slats to<br />
6.0mm after sanding, and in accordance to the specifications<br />
on the drawings of the louvered door.<br />
4. Slats arched<br />
When the milling cutter of the automatic slotting machine is<br />
blunt, the depth of milling slot is at critical point, or the slat<br />
arch is too tight because of the excessive length tolerance of<br />
slats... All of these will cause the slats to arch (Figure 2). It is<br />
suggested to check that the milling cutter of the automatic<br />
slotting machine is sharp and the milling slot is deep enough.<br />
The length of slat must be strictly controlled when sawing, and<br />
both ends should be at right angles.<br />
5. Doorpost damaged<br />
There are three main reasons why the doorpost is often damaged<br />
during assembling the louvered door.<br />
- Improper setting of automatic slotting machine: when the<br />
milling slot is too short, the milling slots will become<br />
damaged during the assembling when dozens of slats are<br />
pressed into the milling slot of the doorpost at the same<br />
time. It is recommended to thoroughly check the accuracy of<br />
the automatic slotting machine and train the worker so<br />
that they are skilled in setting milling slots according to the<br />
specifications on the drawings.<br />
- Improper specifications of slats: the thickness and width<br />
tolerance of slats is too large. Suppose an 80-inch-high<br />
door requires about 64 slats. If the slat is 0.30mm larger<br />
than the milling slot, the door post will crack during slotting. It<br />
is suggested to strictly control the thickness and width of slats<br />
according to the specifications on the drawing.<br />
- Improper chamfering of slats: when chamfering on one side<br />
or at one end not in place, it will be stuck in the milling slot<br />
edge when pressing during the doorpost installation,<br />
resulting in crushed milling slots. It is recommended to<br />
check the chamfering equipment and reset it to ensure that<br />
the chamfering at both ends of the slats is even and in place.<br />
- Improper setting of assembly press: in the cases where the<br />
assembly press mold is not set accurately enough, the centre<br />
lines of the louvered door components are not on the same<br />
horizontal surface, or the centre lines of the louvered<br />
door posts, the transom’s log mortise and the milling slot<br />
center line are not aligned in the most accurate positions,<br />
the main implication will be a crushed milling slot or<br />
distorted louvered door during the assembling and pressing<br />
process. It is recommended to do a thorough check of the<br />
setting of the mould at the assembly press, confirm that the<br />
setting is in place, and strictly control the positions of the<br />
log mortises of the louvered door post and the transom, as<br />
well as the milling slot centre line.<br />
(II) After assembly, the louvered doors need many rounds of<br />
repairs by hand sanding, affecting production efficiency. Some<br />
suggestions to improve the process are provided as follows:<br />
1. Quality control of materials<br />
- The grade of wood purchased should meet the requirements<br />
of the louvered door order. Wood with too many defects such<br />
as knots, wormholes and discoloration are not acceptable.<br />
When purchasing wood, such defects should be avoided as<br />
much as possible to reduce the screening and repair work,<br />
thus indirectly improving the production efficiency.<br />
2. Four-side planer<br />
- When using the four-sided planer for processing doorposts<br />
and louvered door transoms, the linear speed of the planer<br />
should be maintained at 10 m/min (planer tool mark<br />
12/inch) according to the specifications of the louvered<br />
door design drawings. The planing tool should be kept sharp<br />
to reduce fuzzing and roughness on the surface, thus<br />
reducing the need for puttying and hand sanding after<br />
processing the door components.<br />
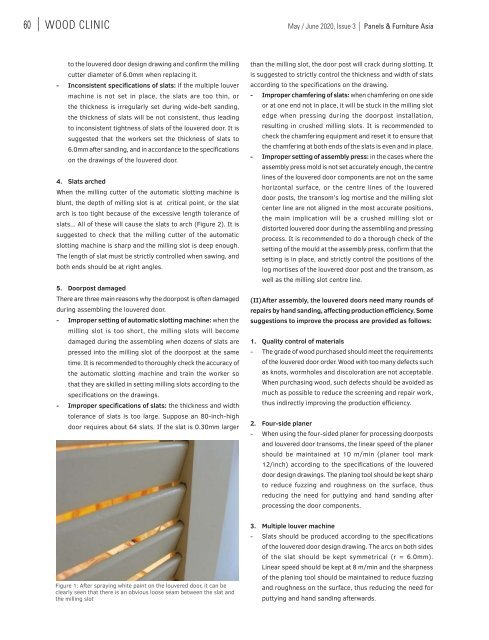
Figure 1: After spraying white paint on the louvered door, it can be<br />
clearly seen that there is an obvious loose seam between the slat and<br />
the milling slot<br />
3. Multiple louver machine<br />
- Slats should be produced according to the specifications<br />
of the louvered door design drawing. The arcs on both sides<br />
of the slat should be kept symmetrical (r = 6.0mm).<br />
Linear speed should be kept at 8 m/min and the sharpness<br />
of the planing tool should be maintained to reduce fuzzing<br />
and roughness on the surface, thus reducing the need for<br />
puttying and hand sanding afterwards.