Modeling Crude Unit Product Overlap for Better Linear Program M ...
Modeling Crude Unit Product Overlap for Better Linear Program M ...
Modeling Crude Unit Product Overlap for Better Linear Program M ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PR O C E S S TE C H N O L O G Y UP D AT E<br />
<strong>Modeling</strong><br />
<strong>Modeling</strong> <strong>Crude</strong> <strong>Unit</strong> <strong>Product</strong> <strong>Overlap</strong> <strong>for</strong><br />
<strong>Better</strong> <strong>Linear</strong> <strong>Program</strong> M o d e l i n g<br />
This article is an update of a paper presented at the<br />
National Petrochemical & Refining Association<br />
Computer Conference in November 2001.<br />
Marathon Ashland Petroleum LLC (MAP) improved<br />
the property prediction of its linear program (LP)<br />
model by including the effect of imperfect crude<br />
unit fractionation predicted by simulation. This model was<br />
tuned to match actual plant operation, and HYSYS.Refinery<br />
was used to generate data required to update the LP.<br />
H Y S Y S . R e f i n e ry generated data <strong>for</strong> the “base” and<br />
“swing” operations. The output from the simulation was<br />
d i rectly linked to Excel <strong>for</strong> calculation of swing cuts and<br />
transfer to the base and swing tables in the LP. Volume, specific<br />
gravity, sulfur, nitrogen, pour point, cloud point, viscosi<br />
t y, Conradson carbon, and cetane index were predicted, with<br />
all but the first two being sensitive to the amount and pro p e rties<br />
of the material in the “tails” of the distillation. Matching<br />
the tails to actual operations gave a more accurate pre d i c t i o n<br />
of stream pro p e rties and, there f o re, a more accurate LP.<br />
MAP was able to show the impact of the more realistic re presentation<br />
of product pro p e rties on its overall re f i n e ry perf o rmance.<br />
More o v e r, predicting stream pro p e rties that match re f i ners’<br />
experience built overall confidence in the models.<br />
HYSYS.Refinery Model Overview<br />
MAP used the new DISTOP solver operation included in<br />
HYSYS.Refinery to accurately model a number of distillation<br />
columns in one of its refineries. Modelers used a novel<br />
approach in which a number of actual columns were modeled<br />
within one DISTOP model.<br />
The DISTOP column is specifically optimized to solve<br />
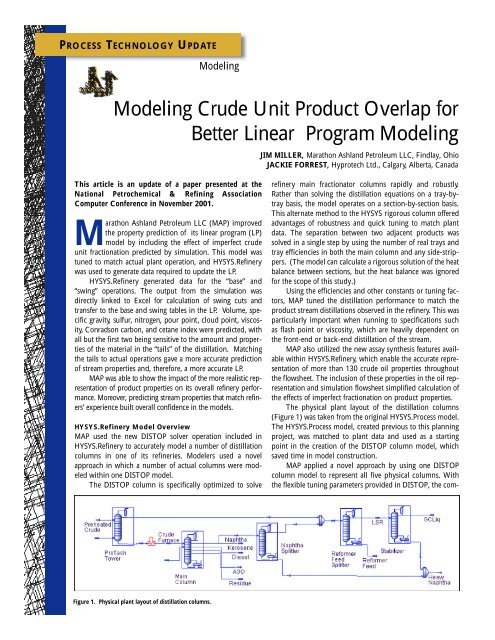
Figure 1. Physical plant layout of distillation columns.<br />
JIM MILLER, Marathon Ashland Petroleum LLC, Findlay, Ohio<br />
JACKIE FORREST, Hyprotech Ltd., Calgary, Alberta, Canada<br />
refinery main fractionator columns rapidly and robustly.<br />
Rather than solving the distillation equations on a tray-bytray<br />
basis, the model operates on a section-by-section basis.<br />
This alternate method to the HYSYS rigorous column offered<br />
advantages of robustness and quick tuning to match plant<br />
data. The separation between two adjacent products was<br />
solved in a single step by using the number of real trays and<br />
tray efficiencies in both the main column and any side-strippers.<br />
(The model can calculate a rigorous solution of the heat<br />
balance between sections, but the heat balance was ignored<br />
<strong>for</strong> the scope of this study.)<br />
Using the efficiencies and other constants or tuning factors,<br />
MAP tuned the distillation per<strong>for</strong>mance to match the<br />
product stream distillations observed in the refinery. This was<br />
particularly important when running to specifications such<br />
as flash point or viscosity, which are heavily dependent on<br />
the front-end or back-end distillation of the stream.<br />
MAP also utilized the new assay synthesis features available<br />
within HYSYS.Refinery, which enable the accurate re p resentation<br />
of more than 130 crude oil pro p e rties thro u g h o u t<br />
the flowsheet. The inclusion of these pro p e rties in the oil re presentation<br />
and simulation flowsheet simplified calculation of<br />
the effects of imperfect fractionation on product pro p e rties.<br />
The physical plant layout of the distillation columns<br />
(Figure 1) was taken from the original HYSYS.Process model.<br />
The HYSYS.Process model, created previous to this planning<br />
project, was matched to plant data and used as a starting<br />
point in the creation of the DISTOP column model, which<br />
saved time in model construction.<br />
MAP applied a novel approach by using one DISTOP<br />
column model to represent all five physical columns. With<br />
the flexible tuning parameters provided in DISTOP, the com-
pany was able to tune the model to accurately represent the<br />
various product qualities and quantities to match plant data.<br />
The model in HYSYS.Refinery uses a sub-flowsheet feat<br />
u re. In the main flowsheet, the user sees the model as a type<br />
of black box, only re p o rting the streams in and out of the unit.<br />
The user can drill down to another level of detail by opening<br />
the sub-flowsheet and studying the actual topology of the column<br />
model. Figure 2 shows the DISTOP column model fro m<br />
the main environment. Figure 3 depicts the more detailed re presentation<br />
of the model in the sub-flowsheet enviro n m e n t .<br />
In Figure 3, each side stripper, the separation trays above<br />
its draw, and the pumparound above can be viewed as a separate<br />
column. Each separate column gets its feed from the top<br />
of another column and splits it into a bottoms product and a<br />
mix of lighter products that is fed to another column.<br />
By stacking enough of these columns together, MAP<br />
could simulate a collection of columns as a single column.<br />
Figure 2 shows, ironically, that after all the work to<br />
include overlap instead of perfect separation, MAP used four<br />
component splitters to calculate pure component yields <strong>for</strong><br />
butane and lighter products because the LP expects light-end<br />
data in that <strong>for</strong>mat.<br />
Plant Data Overview<br />
The standard way of displaying distillation data is a cumulative<br />
curve of percent distilled, with percent distilled on the xaxis<br />
and temperature on the y-axis. This leads to S-shaped<br />
curves typical <strong>for</strong> crudes and most products. A typical plot is<br />
shown in Figure 4.<br />
The distillation of the products and the crude also are displayed<br />
on the same axis. Each S-shaped curve starts and ends<br />
with a near- v e rtical segment re p resenting the product tails. The<br />
horizontal distance between the beginning and ending segments<br />
gives a measure of the total volume of the cut, while the<br />
v e rtical distance gives a measure of the boiling range of the<br />
material. Drawing this type of plot re q u i res the volumes of all<br />
the products to arrange them on the horizontal axis.<br />
The volume interchange between cuts (light material in<br />
the heavier product, and the heavy material in the lighter<br />
product) is difficult to see with this type of plot. This value<br />
can be calculated by examining the area between the two<br />
product curves, and it is related to how close the plot of a<br />
product distillation comes to the plot of the crude.<br />
Another way to look at the distillation data, shown in<br />
Figure 5 (on page 26), is by plotting in incremental barrels of<br />
crude and product vs. temperature instead of cumulative barrels.<br />
In this case, the products will plot as bell-shaped curves.<br />
The volume of each cut is the area under the curve. The overlap<br />
range is where the curves cover the same temperature,<br />
and the volume i n t e rchange is being the area under the curv e<br />
in the overlap temperature range. With this plot, one can<br />
examine the extent of overlap between products <strong>for</strong> the distillation<br />
section.<br />
Figure 5 illustrates the significant overlap of five different<br />
products at 410 o F. <strong>Overlap</strong>s of diesel, kerosene, and<br />
heavy naphtha are important because these products have<br />
P R O C E S S T E C H N O LO GY U P D AT E<br />
Figure 2.DISTOP column model from the main flowsheet in the HYSYS.Refinery model.<br />
Figure 3.Sub-flowsheet representation of the model.<br />
Figure 4. Typical display of distillation data.
P R O C E S S T E C H N O LO GY U P D AT E<br />
Figure 5.Plot of distillation data using incremental, rather than cumulative, values <strong>for</strong> barrels of crude.<br />
Figure 6. Plots of atmospheric gasoil (AGO) and residue streams demonstrate consideratable overlap.<br />
varying specifications on properties that are strongly affected<br />
by the heaviest components.<br />
To focus attention, only the data <strong>for</strong> the atmospheric gas<br />
oil (AGO) and residue streams are plotted in Figure 6. These<br />
show that AGO and residue overlap by several hundred<br />
degrees, and the residue initial boiling point (IBP) is almost<br />
the same as the AGO IBP. This can be modeled with the flexible<br />
tuning factors available in the DISTOP model. These<br />
substantial overlaps are the driving <strong>for</strong>ce behind including<br />
their effects in the LP model.<br />
<strong>Modeling</strong> <strong>Product</strong> <strong>Overlap</strong> in the LP<br />
<strong>Crude</strong> oil assay in<strong>for</strong>mation systems generally give perfect<br />
cuts. Users can adjust the calculation slightly to give some<br />
overlap between adjacent cuts, but there is no<br />
obvious correlation between the parameters<br />
and the overlap in the plant. Also, there is no<br />
way to make three or four products overlap.<br />
When in<strong>for</strong>mation from typical crude oil assay<br />
systems is put into the LP program, the tails of<br />
the distributions are effectively ignored. The<br />
swing cut properties tend to be very near the<br />
properties of the crude at the cutpoint. For<br />
example, if the cutpoint is raised from 400ºF to<br />
405ºF, the properties of the crude in the range<br />
from 400ºF to 405ºF get averaged into the<br />
properties of the lighter product and removed<br />
from the properties of the heavier product.<br />
By modeling the overlaps more carefully,<br />
the properties of the swing cuts will affect the<br />
product tails. A change in cutpoint from 400 ºF<br />
to 405ºF will add some new material that boils<br />
between 450ºF and 455ºF (or even higher) to<br />
the lighter product. If the property is sensitive<br />
to heavy ends (sulfur, cloud point), the more<br />
representative model will supply better data to<br />
the LP and result in better modeling of the<br />
plant. Similar considerations apply to the light<br />
tail, <strong>for</strong> which viscosity and flash point are sensitive<br />
to light components.<br />
Model Tuning<br />
After configuration, the model must be tuned to<br />
accurately re p resent the re f i n e ry products with<br />
overlap. In principle, one should fit the model<br />
results to plant data. For this study, the original<br />
HY S Y S distillation results were used. The<br />
HY S Y S model had been previously matched to<br />
operations <strong>for</strong> a particular day. Using data that<br />
come from a simulation introduces some<br />
smoothing in the data being tuned to fit.<br />
The true boiling point (TBP) curve of the<br />
c rude feed in the HYSYS.Refinery model was comp<br />
a red to the TBP curve in the HYSYS model to be<br />
s u re it accurately re p resented the feed. The model<br />
feed TBP should be compared to the plant feed<br />
T B P, re g a rdless of whether the plant feed TBP is from laboratory<br />
data on the actual feed or a back blend of the pro d u c t s .<br />
The column model was tuned to give the same product<br />
yields and distillations as the process model by adjusting the<br />
separation efficiency and stripper efficiency factors <strong>for</strong> each<br />
section. The front shape factor <strong>for</strong> the heavy naphtha was<br />
also adjusted to give a slightly better fit. After the first tuning,<br />
a second pass was used to fine-tune the results. In this<br />
case, MAP chose the manual method because it gave results<br />
quickly that matched the desired data within the acceptable<br />
tolerances, but alternate methods are available to automate<br />
the tuning.<br />
F i g u re 7 shows the results <strong>for</strong> the kero s e n e<br />
HYSYS.Refinery modeled product distillation curves and
Figure 7.Plots of modeled and actual data <strong>for</strong> kerosene show good agreement.<br />
P R O C E S S T E C H N O LO GY U P D AT E<br />
plots generated using actual data. Other products matched<br />
within acceptable tolerances.<br />
The DISTOP tuning factors are defined as follows:<br />
• Section efficiency—Average efficiency of trays in<br />
product section above the stripper draw. It affects<br />
quality of fractionation or volume interc h a n g e<br />
between products.<br />
• Stripper efficiency—Average efficiency of trays in<br />
product stripper. It affects stripout of light-boiling<br />
material in product and temperature drops across<br />
the stripper.<br />
• Front and back shape factors—Front shape factor<br />
affects the 1% and 5% points of the product. Back<br />
shape factor affects the 95% and 99% points of the<br />
next lighter product.<br />
Most products were easily tuned with the section and<br />
stripper efficiency. Only the heavy naphtha stream needed<br />
fine-tuning with the front shape factor.<br />
<strong>Crude</strong> Assay Preparation<br />
Using HYSYS.Refinery Model<br />
MAP uses five main crude feeds at the site where processing was<br />
being modeled. The data to re p resent each of these crude oils<br />
p reviously existed in Excel. Links from HYSYS.Refinery to Excel<br />
w e re created to automate the loading of the crude oil assays.<br />
The columns were first modeled at base conditions. All<br />
of the product properties and yields were collected <strong>for</strong> the<br />
base-case conditions. Next, one by one, each cutpoint was<br />
adjusted by the maximum variation allowed in the plant,<br />
which also should be the amount modeled in the LP. For each<br />
of the new cutpoints, the resulting product properties and<br />
yields were recorded.<br />
Swing cut properties were calculated in the Excel environment.<br />
Two HYSYS.Refinery runs produced property in<strong>for</strong>mation<br />
<strong>for</strong> each product stream, both including and excluding<br />
the swing material. The properties <strong>for</strong> each swing cut<br />
were calculated by difference. In fact, most properties were<br />
calculated twice by diff e rence, once<br />
from changes to the lighter product and<br />
a second time from changes to the<br />
heavier product. There were some<br />
exceptions; <strong>for</strong> example, Conradson<br />
carbon is not calculated <strong>for</strong> light<br />
streams. In the case of Conradson carbon,<br />
the swing stream property is calculated<br />
only from the difference in the<br />
heavy stream.<br />
HYSYS.Refinery supports a long<br />
and growing list of properties; however,<br />
in this study, only specific gravity, sulfur,<br />
nitrogen, pour point, cloud point,<br />
v i s c o s i t y, Conradson carbon, and<br />
cetane index were examined.<br />
LP Results<br />
Two sets of crude assays were prepared,<br />
with the original set based on the original laboratory<br />
data cut into nominal products. The swing streams were<br />
modeled with no overlap. This model was referred to as<br />
“square cuts.”<br />
A second set of assays were based on the<br />
H Y S Y S . R e f i n e ry model using overlapping products and<br />
swing stream properties calculated by difference. This was<br />
referred to as “overlapping cuts.”<br />
For any given crude, the assay model has different yields<br />
and properties. The products in the overlap case have wider<br />
boiling ranges than the square case because the overlap case<br />
includes the product tails. Including the tails has a non-linear<br />
effect on product properties. Some properties, such as<br />
viscosity, are inherently non-linear. They are much more sensitive<br />
to a small amount of less viscous material than an equal<br />
amount of very viscous material, but even properties that follow<br />
a material balance have non-linear effects. For example,<br />
if both heavy and light tails are added to a product, the sulfur<br />
in the product will go up because the sulfur is not distributed<br />
evenly or linearly. A plot of sulfur vs. boiling point<br />
<strong>for</strong> a crude isn’t flat or even an upward sloping straight line.<br />
It is a curve that slopes upward and gets steeper as the temperature<br />
increases.<br />
For most products, the heavy tails will dominate the<br />
light tails, and the properties will look worse in the overlap<br />
case than they do in the square case, with residue as the one<br />
exception. There is no material to add as a heavy tail to the<br />
resid, but there is a light tail to add so the resid sulfur is lower<br />
in the overlap case than the square case.<br />
Table 1 (on page 30) shows the sulfur content of the<br />
product and swing streams <strong>for</strong> the two crudes used in this<br />
study. The sulfur predictions <strong>for</strong> the square and overlapped<br />
cases are shown <strong>for</strong> each crude. Note that the residue has a<br />
lower sulfur content in the overlapped case than in the<br />
square cut residue, but the lighter streams have more sulfur.<br />
The same data also are represented graphically in Figure 8.<br />
The resulting two sets of assays were used with the
P R O C E S S T E C H N O LO GY U P D AT E<br />
TABLE 1. SULFUR CONTENT IN PRODUCT AND SWING STREAMS FOR TWO CRUDE OILS<br />
Cut Name Naphthas & Kerosene Kerosene Diesel Diesel AGO Residue<br />
Heavy <strong>Crude</strong><br />
lighter swing swing<br />
S square cut (wt%) 0.004 0.005 0.013 0.036 0.090 0.174 0.509<br />
S overlapped (wt%) 0.004 0.006 0.042 0.068 0.120 0.206 0.487<br />
Yield (%) 36.9 2.5 6.7 11.9 1.7 8.9 31.4<br />
Light <strong>Crude</strong><br />
S square cut (wt%) 0.005 0.009 0.013 0.030 0.050 0.085 0.311<br />
S overlapped (wt%) 0.005 0.011 0.028 0.040 0.078 0.133 0.295<br />
Yield (%) 39.9 3.2 7 9.8 1.2 7.1 31.8<br />
Figure 8.<strong>Overlap</strong>ped and square-case product sulfur <strong>for</strong> heavy and light crude.<br />
Figure 9.Simplified refinery LP model <strong>for</strong> a system with two crude units.<br />
“standard” LP model in one of Marathon Ashland Petroleum’s<br />
refineries. This refinery has two crude units. The crude mix<br />
to the first unit was fixed <strong>for</strong> all cases. The second unit was<br />
required to take small, fixed amounts of other crudes and, in<br />
addition, could choose between the heavy and light crude up<br />
to plant capacity limits and maximum purchase limits. Most<br />
of the products have minimum sales re q u i rements and many<br />
also have maximum sales limits. The effect of these limits was<br />
to <strong>for</strong>ce extra capacity into gasolines, low-sulfur diesel, highsulfur<br />
diesel, and an intermediate stream that is sold to another<br />
re f i n e ry.<br />
At the re f i n e ry, both AGO and the residue products feed<br />
to the cat cracker. The diesel swing stream can go to the diesel<br />
s t ream to make distillate products or to the cat cracker.<br />
For all the examples, the LP consistently sent the diesel<br />
swing to the AGO and thus to the cat cracker. All of the other<br />
swing streams stayed with their base-case arrangement, so<br />
the comparisons are simplified to what the LP does with the<br />
potential crude slate. Figure 9 depicts the simplified refinery<br />
LP model.<br />
S q u a re cut re s u l t s : Even though the heavier, more -<br />
expensive crude has more sulfur than the lighter crude, the LP<br />
found it more valuable because it provided more feed to the<br />
cat cracker and thus more gasoline products. The LP used as<br />
much heavy crude as it could up to a maximum purc h a s e<br />
limit. It also used some of the lighter crude. Except <strong>for</strong> blending<br />
ethanol or other additives, the LP didn’t run up against<br />
any product quality limits. It was able to blend kerosene and<br />
diesel (mostly from heavy crude) to make low-sulfur fuel oil<br />
well within the sulfur limit. This was because the square cut<br />
diesel sulfur was 0.036 wt% and the square kerosene sulfur<br />
was 0.013 wt%. As might be expected, when blended, these<br />
p roducts were under the 0.045 wt% sulfur limit.<br />
<strong>Overlap</strong> cut results: In the overlap case, the LP prefers<br />
the light crude to the heavy one. If it uses the heavy crude, it<br />
runs into a constraint when it tries to blend diesel (0.068<br />
wt% sulfur) and kerosene (0.042 wt% sulfur) from the second<br />
crude unit. The low-sulfur fuel oil product has a maximum<br />
sulfur content of 0.045 wt%. To make the 0.045 wt%<br />
limit, it has to use the light crude, with its 0.028 wt% and<br />
0.040 wt% sulfur contents <strong>for</strong> kerosene and diesel, respectively.<br />
The light crude, although cheaper, makes less cat feed,<br />
which requires the purchase of more outside cat feed and<br />
there<strong>for</strong>e results in somewhat less overall profit.<br />
Hybrid case: Running a third case further compares the
P R O C E S S T E C H N O LO GY U P D AT E<br />
TABLE 2.DIFFERENCES BETWEEN THE SQUARE-CUT, OVERLAP, AND HYBRID CASES ON KEY MEASURES.<br />
I n c remental change vs. square-cut base case bbl/day I n c remental change vs. square base case bbl/day<br />
overlap hybrid overlap hybrid<br />
Refinery inputs Low-sulfur diesel<br />
Light crude 20,622 0 First kerosene 0 2,522<br />
Heavy crude -24,721 0 Second kerosene -284 -2,522<br />
Other crude 0 0 Second diesel -1055 -5,793<br />
Purchased gasoil 1,965 0 Total -1339 -5,793<br />
Other material -124 -4<br />
Total -2,259 -4<br />
Refinery outputs Hi-sulfur diesel<br />
Gasoline & jet fuel -228 -212 Intermediate 0 4,797<br />
Low-sulfur diesel -1,339 -5,793 Second diesel 0 5,793<br />
Hi-sulfur diesel 0 10,590 Total 0 10,590<br />
Intermediate 195 -4,649<br />
Other material and FOE -1,106 1<br />
Total -2,478 -63<br />
two approaches. The crude slate picked from the square cut<br />
case was run with the overlap properties. Essentially, this<br />
modeled what is done today. Refiners choose their crude slate<br />
based on square cut crude assays and run them through a<br />
plant where there are overlaps. If one tried to make exactly<br />
the same product slate as the square cut case, it would violate<br />
p roduct specifications. The product rates were left<br />
to float.<br />
As expected, the LP downgraded some of the low-sulfur<br />
diesel oil into high-sulfur diesel oil, and brought in some<br />
k e rosene from the first crude unit. The LP revised the amounts<br />
of various gasolines to free up some blending stock. The net<br />
p rofit was a little lower than the overlap case. The financial<br />
penalty could have been larger or smaller depending on the<br />
low-high sulfur price diff e rential. The logistical problem of<br />
suddenly having to find tankage, pipeline space, or a customer<br />
<strong>for</strong> the high-sulfur fuel oil (and the loss of confidence in the<br />
LP) was probably more important than the loss of pro f i t .<br />
D i ff e rences between the cases <strong>for</strong> the more import a n t<br />
p u rchases, sales, and intermediate streams are shown in Ta b l e<br />
2. The low-sulfur diesel was 0.030 wt% in the square cut case<br />
and at the limit of 0.045 wt% in both the overlapped and<br />
hybrid cases. The values shown in Table 2 are the total incremental<br />
barrels per day of change from the original square run.<br />
The crudes <strong>for</strong> the first crude unit and the “other crudes”<br />
<strong>for</strong> the second unit still have square cut properties. Changing<br />
them to the overlapped properties creates greater differences<br />
between the square and overlapped cases. For the hybrid<br />
case, it results in even more downgrading of low-sulfur diesel<br />
to high-sulfur diesel because the first unit’s kerosene will also<br />
have higher sulfur.<br />
In summary, the overlap between products can be modeled<br />
and tuned to actual results. <strong>Modeling</strong> the overlap leads to diff e rent<br />
physical pro p e rties <strong>for</strong> the products and swing streams. Wi t h<br />
d i ff e rent pro p e rties, the LP will give significantly diff e rent re s u l t s .<br />
The new model is more realistic and more easily related to<br />
plant operation. HYSYS.Refinery, with its extensive list of accurate<br />
re f i n e ry pro p e rties and ability to link to Excel, allowed this<br />
p roject to be completed with accuracy and speed. ●<br />
ABOUT THE AUTHORS<br />
James H. Miller (Jim) B.S. Chemical<br />
Engineering, 1971, Case Institute of Technology;<br />
M.S. 1975 Ph.D. 1978, Case Western Reserve<br />
University. He joined Marathon Oil Company in<br />
1977 and worked at a number of positions<br />
including nine and a half years in Aberdeen, Scotland. His<br />
work includes steady state simulations, dynamic simulations<br />
(training simulators), computer control and data acquisition,<br />
hook-up and commissioning. After several corporate reorganizations<br />
he is now with the Engineering and Analytical<br />
Services Department (in Findlay, Ohio) which is part of<br />
Marathon Ashland Petroleum LLC.<br />
Jackie Forrest is the HYSYS.Refinery <strong>Product</strong><br />
Manager <strong>for</strong> Hyprotech. She works out of the<br />
Calgary office. Her responsibilities include coordinating<br />
marketing and development aspects<br />
associated with HYSYS.Refinery, including development,<br />
advertising, and development of technical and marketing<br />
material. Ms. Forrest’s past work experience includes<br />
both refinery operation and engineering design. Jackie graduated<br />
from the University of Calgary with a bachelor of science<br />
in chemical engineering.