estudio de tiempos - Facultad de Ingeniería
estudio de tiempos - Facultad de Ingeniería
estudio de tiempos - Facultad de Ingeniería

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1. Revisión General<br />
2. Valoración<br />
3. Especialización<br />
4. Análisis<br />
5. Diagnóstico<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Metodología para el perfeccionamiento <strong>de</strong>l <strong>estudio</strong> <strong>de</strong>l trabajo es:<br />
Trabajo: Algo para llegar a un fin <strong>de</strong>terminado. Actividad que genera valor.<br />
ESTUDIO DE MÉTODOS<br />
Es el registro y examen crítico y sistemático<br />
<strong>de</strong> las maneras <strong>de</strong> realizar las operaciones,<br />
las activida<strong>de</strong>s, procesos, etc.<br />
Con el fin <strong>de</strong> efectuar mejoras.<br />
Para dicho <strong>estudio</strong> se divi<strong>de</strong> en:<br />
AUMENTO DE LA PRODUCTIVIDAD<br />
Llevando a cabo la siguiente metodología:<br />
Escoger o seleccionar<br />
Registrar<br />
Estudiar y/o analizar<br />
Diseñar<br />
Aplicar<br />
Mantener<br />
ESTUDIO DEL TRABAJO<br />
ESTUDIO DE TIEMPOS<br />
Es la aplicación <strong>de</strong> técnicas para<br />
<strong>de</strong>terminar el tiempo en que se lleva a cabo<br />
una operación, actividad o proceso<br />
<strong>de</strong>sarrollados, por un trabajador, máquina u<br />
otro según una norma o método<br />
establecido.<br />
Buscando siempre mejorar y eliminar los cuellos <strong>de</strong> botella, recursos restrictivos, factores limitantes <strong>de</strong>l<br />
sistema.<br />
Algunos <strong>de</strong> estos pue<strong>de</strong>n ser:<br />
1. Mal diseño o cambios frecuentes no planeados <strong>de</strong>l producto<br />
2. Deshecho y <strong>de</strong>sperdicio <strong>de</strong> materiales<br />
3. Normas <strong>de</strong> Calidad<br />
4. Mala disposición utilización <strong>de</strong>l espacio<br />
5. Malo e ina<strong>de</strong>cuado manejo <strong>de</strong> materiales<br />
6. Método ineficiente <strong>de</strong> trabajo<br />
7. Mala planeación <strong>de</strong> las existencias<br />
8. Problemas <strong>de</strong> mantenimiento<br />
9. Problemas <strong>de</strong> abastecimiento<br />
10. Mala ejecución <strong>de</strong>l trabajo<br />
11. Malas condiciones <strong>de</strong> trabajo<br />
12. Etcétera.<br />
1
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
2
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
PROCEDIMENTOS BÁSICOS PARA EL ESTUDIO DEL TRABAJO<br />
1. ESCOGER O SELECCIONAR:<br />
Trabajo, proceso, actividad, etc. Que se ha <strong>de</strong> estudiar.<br />
Condiciones<br />
2. REGISTRAR, RECOLECTAR:<br />
Humano<br />
Tecnológico<br />
Económico<br />
Consignar todos los datos relevantes acerca <strong>de</strong>l trabajo, tarea, proceso, operación, actividad,<br />
etc. Utilizando las técnicas más apropiadas disponiendo <strong>de</strong> datos <strong>de</strong> la forma más cómoda para<br />
analizarlos. Tomando en consi<strong>de</strong>ración que todo <strong>estudio</strong> <strong>de</strong>be contener las respuestas a las siguientes<br />
preguntas.<br />
¿Qué?, ¿Cómo?, ¿Dón<strong>de</strong>?, ¿Cuándo?, ¿Quién?, ¿Cuánto?,¿ Por qué?, ¿Para qué?<br />
3. ESTUDIAR, EXAMINAR, ANALIZAR INFORMACIÓN RECOPILADA:<br />
Con espíritu crítico, preguntándose si se justifica lo que se hace en cuánto a propósito, lugar<br />
don<strong>de</strong> se lleva a cabo, or<strong>de</strong>n don<strong>de</strong> se ejecuta, quien la ejecuta, el método y los medios usados para<br />
hacer el trabajo. Utilizando la técnica <strong>de</strong>l interrogatorio; con el objetivo <strong>de</strong>:<br />
4. DISEÑAR:<br />
• Eliminar los trabajos, tareas, procesos, operaciones, activida<strong>de</strong>s que no forman parte <strong>de</strong>l<br />
trabajo<br />
• Cambiar, modificar, reor<strong>de</strong>nar, el trabajo<br />
• Mejorar<br />
Un método más económico tomando en cuenta la normatividad (el <strong>de</strong>ber ser) al trabajador,<br />
supervisor y jefe, <strong>de</strong>finiendo y evaluando el cambio. Las bases teóricas que apliquen así como los<br />
conocimientos adquiridos, y sobre todo la creatividad.<br />
5. APLICAR:<br />
E implantar el nuevo método <strong>de</strong> trabajo y capacitación y/o adiestrar<br />
6. MANTENER<br />
Y controlar el método para buscar más a<strong>de</strong>lante otra oportunidad. Pudiéndose interpretar también<br />
con las nuevas filosofías <strong>de</strong> producción como el inicio <strong>de</strong> un ciclo para la técnica <strong>de</strong> la Mejora continua.<br />
3
1. ESCOGER O SELECCIONAR<br />
a) Consi<strong>de</strong>raciones Humanas:<br />
* Las activida<strong>de</strong>s que causan insatisfacción<br />
* Las activida<strong>de</strong>s peligrosas<br />
* Activida<strong>de</strong>s repetitivas<br />
* Activida<strong>de</strong>s poco eficientes<br />
b) Consi<strong>de</strong>raciones Técnicas y/o Tecnológicas:<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
• La necesidad <strong>de</strong> actualización, mo<strong>de</strong>rnización<br />
• La necesidad <strong>de</strong> mayor producción<br />
• La automatización para mejorar el servicio al cliente, para disminuir costo, producir más (en<br />
masa)<br />
c) Consi<strong>de</strong>raciones Económicas<br />
• Operaciones costosas<br />
• Cuellos <strong>de</strong> botella que no permitan satisfacer la <strong>de</strong>manda<br />
• Manejo <strong>de</strong> materiales<br />
• Distribución <strong>de</strong> la planta<br />
• Producción, or<strong>de</strong>n, eficiencia <strong>de</strong> los equipos<br />
• Rentabilidad, ganancias<br />
2. REGISTRAR LA INFORMACIÒN PERTINENTE Y SUFICIENTE<br />
A través <strong>de</strong> técnicas a<strong>de</strong>cuadas, gráficos y diagramas<br />
Proceso <strong>de</strong> la operación<br />
Proceso <strong>de</strong>l recorrido<br />
Proceso <strong>de</strong> Flujo <strong>de</strong>l Proceso<br />
Hombre - Máquina<br />
Cuadrilla<br />
DIAGRAMAS Activida<strong>de</strong>s múltiples<br />
Bimanual<br />
Therblig<br />
Hilos<br />
Trayectoria<br />
Entre otros<br />
4
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
5
FACULTAD DE INGENIERÍA, UNAM<br />
METODOLOGÌA<br />
ESTUDIO DEL TRABAJO<br />
6
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
7
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
8
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
9
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
10
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
11
DIAGRAMAS<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Un diagrama se pue<strong>de</strong> consi<strong>de</strong>rar como la representación gráfica <strong>de</strong> la solución <strong>de</strong> un<br />
problema o procedimiento.<br />
En el <strong>estudio</strong> <strong>de</strong>l trabajo los diagramas son muy importantes, se utilizan con el objetivo <strong>de</strong><br />
registrar la información pertinente y suficiente.<br />
SÍMBOLOS DE DIAGRAMAS:<br />
OPERACIÓN<br />
INSPECCIÓN<br />
TRANSPORTE<br />
DEMORA<br />
ALMACENAMIENTO<br />
TIPOS DE DIAGRAMAS<br />
Indica Las principales fases <strong>de</strong> un trabajo o procedimiento, por lo común<br />
cuando la pieza, material o producto que sufre un cambio.<br />
Verificación <strong>de</strong> la calidad, cantidad o ambas<br />
Se utiliza para indicar el movimiento <strong>de</strong>l material,<br />
equipo y/o trabajador.<br />
Depósito Provisional o <strong>de</strong> espera. Indica la <strong>de</strong>mora en el<br />
<strong>de</strong>sarrollo <strong>de</strong>l proceso, trabajo, procedimiento, etc. <strong>de</strong> la<br />
pieza <strong>de</strong>l material o producto.<br />
Indica el <strong>de</strong>pósito <strong>de</strong>l objeto, material, o producto bajo<br />
vigilancia o resguardo en un almacén, en don<strong>de</strong> se lleve<br />
control <strong>de</strong> las entradas y salidas.<br />
12
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Existen diferentes tipos <strong>de</strong> diagramas en el Estudio <strong>de</strong>l Trabajo, los cuales se utilizan <strong>de</strong> acuerdo con el<br />
objetivo que se persigue.<br />
13
DIAGRAMA DE PROCESO DE LA OPERACIÓN<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Presentar en un cuadro <strong>de</strong> manera general, el como suce<strong>de</strong>n las cosas; tomando en cuenta las<br />
principales operaciones e inspecciones.<br />
Convenciones para llevar a cabo un diagrama<br />
Debe <strong>de</strong> contener un encabezado<br />
1. ¿Qué se hace?<br />
2. ¿Cuándo se hace?<br />
3. ¿Dón<strong>de</strong> se hace? Lugar<br />
4. Trabajador ¿Quién lo hace?<br />
5. Iniciar el diagrama en una línea que esté al lado <strong>de</strong>recho, tomando como base a este, la línea<br />
o componente principal<br />
6. A la <strong>de</strong>recha <strong>de</strong> cada símbolo se le coloca un <strong>de</strong>scripción breve<br />
7. Adicionar los componentes secundarios <strong>de</strong> <strong>de</strong>recha a izquierda<br />
14
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Diagrama <strong>de</strong> proceso <strong>de</strong> operaciones para la fabricación <strong>de</strong> una charola para horneo <strong>de</strong><br />
pana<strong>de</strong>ría<br />
Método actual producto 45-65az24<br />
Anillo <strong>de</strong> alambre <strong>de</strong> acero <strong>de</strong> Hoja <strong>de</strong> lámina <strong>de</strong> zinc-aluminio calibre24<br />
5mm <strong>de</strong> diámetro<br />
(1.0) En<strong>de</strong>rezado (0.2) Inspección<br />
(0.2) Cortado (0.4) Cortado a la mitad<br />
(1.5) Doblado (1.0) Guillotinado en 10<br />
partes iguales<br />
(1.0) Soldado<br />
(1.2) Estandarización <strong>de</strong><br />
los cortes<br />
(0.2) Inspección<br />
(0.3) Embutido<br />
(0.4) Despunte<br />
(0.5) Pestañado<br />
(0.6) Colocación <strong>de</strong> anillo<br />
Y prensado<br />
(0.5) Prensado <strong>de</strong> puntas<br />
(0.5) Embutido-Marca<br />
(0.3) Inspección<br />
15
DIAGRAMA DE PROCESO DEL RECORRIDO<br />
CURSOGRAMA ANALÍTICO<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Muestra la trayectoria <strong>de</strong> un producto, procedimiento o proceso, señalando todos los hechos<br />
sujetos a examen mediante el símbolo que le corresponda.<br />
Diagramar al operario:<br />
Se registran los movimientos que hace la persona<br />
Del equipo y/o maquinaria:<br />
Se registran las operaciones o activida<strong>de</strong>s que lleva a cabo el equipo<br />
Diagramar al material:<br />
Se registran las operaciones y/o activida<strong>de</strong>s, como se manipula y trata el material.<br />
16
FACULTAD DE INGENIERÍA, UNAM<br />
0.2<br />
0.4<br />
0.5<br />
1.2<br />
0.2<br />
0.3<br />
0.4<br />
0.5<br />
0.6<br />
0.9<br />
0.5<br />
0.5<br />
0.2<br />
1.6<br />
8<br />
ESTUDIO DEL TRABAJO<br />
CURSOGRAMA ANAÍTICO DEL MATERIAL<br />
RESUMEN<br />
DIAGRAMA, 1 HOJA, 1 ACTIVIDAD<br />
Operación<br />
ACTUAL PROPUESTA<br />
OBJETO: Análisis <strong>de</strong>l proceso <strong>de</strong> producción Transporte<br />
ACTIVIDAD: Elaboración <strong>de</strong> una Espera<br />
charola <strong>de</strong> pana<strong>de</strong>ría(45-65Az24) Inspección<br />
MÉTODO ACTUAL<br />
Almacenamiento<br />
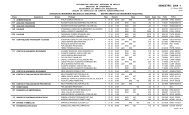
DISTANCIA(metros) 13<br />
LUGAR: Área <strong>de</strong> producción TIEMPO(minutos) 8<br />
Inspección<br />
Inspección<br />
Embutido<br />
Despunte<br />
Pestañado<br />
DESCRIPCIÓN<br />
Almacenamiento provisional<br />
La lámina es cortada por la mitad<br />
Gillotinado <strong>de</strong> lámina en 10 partes<br />
iguales<br />
Estandarización <strong>de</strong> cortes<br />
Colocación <strong>de</strong> anillo y prensado<br />
Transporte a prensa<br />
Prensado <strong>de</strong> puntas<br />
Embutido <strong>de</strong> la marca<br />
Inspección <strong>de</strong>l producto terminado<br />
Transporte a almacén <strong>de</strong> producto<br />
terminado<br />
Almacén <strong>de</strong> producto terminado<br />
Total<br />
CANTIDAD<br />
1 hoja<br />
1 hoja<br />
1 hoja<br />
1 sección<br />
1 sección<br />
1 charola<br />
1 charola<br />
1 charola<br />
1 charola<br />
1 charola<br />
1 charola<br />
1 charola<br />
1 charola<br />
10 charolas<br />
DISTANCIA (m)<br />
4<br />
9<br />
13<br />
TIEMPO (Min)<br />
SÍMBOLO<br />
OBSERVACIONES<br />
El tiempo es por cada corte<br />
Aquí se junta el proceso <strong>de</strong><br />
fabricación <strong>de</strong>l anillo<br />
Cursograma analítico <strong>de</strong> producción <strong>de</strong> la charola para pana<strong>de</strong>ría<br />
CHZ-4565ZA24.<br />
Hasta que se juntan 10 charolas<br />
17
DIAGRAMA DEL PROCESO DE FLUJO<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
18
DIAGRAMA HOMBRE- MÁQUINA<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Es un diagrama en el que se registran las activida<strong>de</strong>s <strong>de</strong> varios objetos <strong>de</strong><br />
<strong>estudio</strong> (operarios, máquinas, equipo) se guía una escala <strong>de</strong> tiempo común para<br />
mostrar la correlación entre ellos. Interviene el tiempo usado por los hombres y<br />
máquinas, así se pue<strong>de</strong> <strong>de</strong>terminar la eficiencia <strong>de</strong> los mismos con el fin <strong>de</strong><br />
aprovecharlos a lo máximo.<br />
ENCABEZADO<br />
TIPO OPERACIÓN M1 M2 M3 M4<br />
Es útil para organizar el trabajo, para asignar activida<strong>de</strong>s, máquinas y equipos, para<br />
hacer un análisis para el mejor uso <strong>de</strong> la capacidad instalada.<br />
19
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
20
DIAGRAMA BIMANUAL<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Se registran las activida<strong>de</strong>s <strong>de</strong> las manos y extremida<strong>de</strong>s, así como la relación que existe entre ellas.<br />
Se utiliza para analizar activida<strong>de</strong>s y operaciones repetitivas.<br />
SÍMBOLOS:<br />
OPERACIÓN Se utiliza para registrar las activida<strong>de</strong>s ( coger, utilizar,<br />
soltar la pieza, material o herramienta)<br />
TRANSPORTAR<br />
ESPERA<br />
SOSTENER<br />
Elaboración<br />
Representa el movimiento <strong>de</strong> la mano hacia el trabajo,<br />
pieza o material <strong>de</strong>s<strong>de</strong> alguno <strong>de</strong> ellos.<br />
Indica cuando la mano o extremidad no trabaja<br />
Indica el sostenimiento <strong>de</strong> las herramientas, pieza o<br />
material.<br />
1. Estudiar el ciclo <strong>de</strong> operación y señalar claramente el inicio y<br />
Señalar claramente el inicio y término<br />
2. Registrar una sola mano cada vez, registrar las acciones en un mismo renglón solo cuando se<br />
llevan a cabo al mismo tiempo<br />
3. Registrar las activida<strong>de</strong>s en un mismo renglón solo cuando se llevan a cabo al mismo tiempo<br />
Formato<br />
La formación habitual<br />
ESPACIO El croquis <strong>de</strong>l lugar <strong>de</strong> trabajo<br />
Registrar el movimiento <strong>de</strong> ambas manos<br />
PARA Un resumen <strong>de</strong> movimientos<br />
Observaciones y análisis <strong>de</strong>l tiempo inactivo<br />
21
EJEMPLO<br />
DIAGRAMA 1<br />
DIBUJO Y PIEZA<br />
OPERACIÓN<br />
Suajado <strong>de</strong> hojas salidas <strong>de</strong> offset<br />
LUGAR empresa Maxprint<br />
OPERARIO<br />
COMPUESTO POR<br />
Bermú<strong>de</strong>z, Gómez, Ruíz<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ACTUAL<br />
IZQ. DER. IZQ. DER.<br />
2 4 - -<br />
3 5 - -<br />
4 0 - -<br />
0 0 - -<br />
9 9 - -<br />
ESTUDIO DEL TRABAJO<br />
HOJA 1 DISPOSICIÓN DEL LUGAR DE TRABAJO<br />
Descripción mano <strong>de</strong>recha Descripción mano izquierda<br />
Desplaza a materia p.<br />
Desplaza a máquina para<br />
suaje<br />
Toma hoja Espera<br />
Desplaza a máquina para<br />
suaje<br />
Coloca hoja en máquina<br />
para suaje<br />
Regresa mano a M. P.<br />
Toma hoja<br />
Desplaza a máquina para<br />
suaje<br />
Coloca hoja en máquina<br />
para suaje<br />
Regresa mano a M.P.<br />
MÉTODO<br />
Operaciones<br />
Transporte<br />
Esperas<br />
Sostenimiento<br />
Totales<br />
DIAGRAMA BIMANUAL DE LA OPERACIÓN DE SUAJE<br />
RESUMEN<br />
PROPUESTO<br />
MATERIA<br />
PRIMA<br />
MÁQUINA PARA<br />
SUAJE<br />
PRODUCTO<br />
TERMINADO<br />
Espera<br />
Espera<br />
Espera<br />
Toma hoja máquina para<br />
suaje<br />
Desplaza a P.T.<br />
Coloca suajado en P.T.<br />
Regresa mano a máquina<br />
para suaje<br />
22
DIAGRAMA DE THERBLIG<br />
Son los movimientos básicos especificados por los esposos Gilberth<br />
SMED : Disminución <strong>de</strong> los <strong>tiempos</strong> muertos a menos <strong>de</strong> un dígito<br />
Registrar Método<br />
Tiempo<br />
Diagrama<br />
FACULTAD DE INGENIERÍA, UNAM<br />
Gráficos a nivel proceso<br />
Proceso<br />
Actividad<br />
Operación o movimiento<br />
ESTUDIO DEL TRABAJO<br />
23
ESTUDIO DE TIEMPOS<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
Es una técnica <strong>de</strong> medición <strong>de</strong>l trabajo que se emplea para registrar los <strong>tiempos</strong><br />
y ritmos <strong>de</strong> trabajo correspondientes a los elementos <strong>de</strong> una tarea <strong>de</strong>finida, efectuada<br />
en condiciones <strong>de</strong>terminadas, para analizar los datos, con el fin <strong>de</strong> averiguar el tiempo<br />
requerido para efectuar la tarea bajo normas establecidas.<br />
24
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
25
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
26
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
27
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
28
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
29
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
30
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
31
ERGONOMÍA<br />
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
32
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
33
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
34
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
35
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
36
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
37
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
38
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
39
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
40
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
41
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
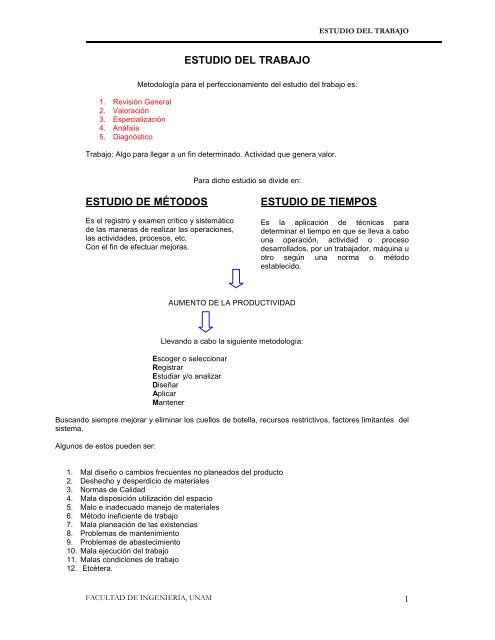
Niveles mínimos <strong>de</strong> iluminación recomendados para<br />
diferentes categorías <strong>de</strong> tareas<br />
Naturaleza <strong>de</strong>l trabajo ( esfuerzo<br />
visual)<br />
Percepción general solamente<br />
Percepción aproximada <strong>de</strong> los <strong>de</strong>talles<br />
Distinción mo<strong>de</strong>rada <strong>de</strong> los <strong>de</strong>talles<br />
Distinción bastante clara <strong>de</strong> los<br />
<strong>de</strong>talles<br />
Distinción extremadamente fina <strong>de</strong> los<br />
<strong>de</strong>talles, trabajos muy <strong>de</strong>licados<br />
Nivel mínimo <strong>de</strong><br />
iluminación (lux)<br />
20<br />
100<br />
300<br />
700<br />
1500<br />
3000 o mas<br />
Ejemplos básicos<br />
Circulación en los<br />
corredores, pasillos,<br />
pasadizos<br />
Salas <strong>de</strong> cal<strong>de</strong>ras<br />
(manipulación <strong>de</strong> carbón y<br />
cenizas); almacenes <strong>de</strong><br />
materiales toscos y<br />
voluminosos; vestuarios.<br />
Trabajos con piezas <strong>de</strong><br />
tamaño mediano en banco<br />
<strong>de</strong> taller o maquina; montaje<br />
e inspección <strong>de</strong> esas piezas;<br />
trabajos corrientes <strong>de</strong> oficina<br />
(lectura, escritura, archivo)<br />
Trabajos finos en banco <strong>de</strong><br />
taller o maquina; montaje e<br />
inspección <strong>de</strong> estos trabajos;<br />
pintura y pulverización extra<br />
finas; cosido <strong>de</strong> telas<br />
obscuras<br />
Montaje e inspección <strong>de</strong><br />
mecanismos <strong>de</strong> precisión;<br />
fabricación <strong>de</strong> herramientas<br />
y matrices, lectura <strong>de</strong><br />
instrumentos <strong>de</strong> medición;<br />
rectificación <strong>de</strong> piezas <strong>de</strong><br />
precisión<br />
Relojería <strong>de</strong> precisión<br />
(fabricación y reparación)<br />
42
Niveles <strong>de</strong> ruido permisibles según OSHA<br />
VENTILACION<br />
FACULTAD DE INGENIERÍA, UNAM<br />
Nivel <strong>de</strong> ruido Tiempo permisible<br />
(dba)<br />
(horas)<br />
80 32<br />
85 16<br />
90 8<br />
95 4<br />
100 2<br />
105 1<br />
110 .5<br />
115 .25<br />
120 .125<br />
125 .063<br />
130 .031<br />
ESTUDIO DEL TRABAJO<br />
°C °F<br />
Trabajo se<strong>de</strong>ntario 20-22 68-72<br />
Trabajo físico ligero en posición<br />
sentada<br />
Trabajo ligero <strong>de</strong> pie (por ejemplo,<br />
con maquinas-herramientas)<br />
Trabajo mediano <strong>de</strong> pie (por<br />
ejemplo, montaje)<br />
Trabajo pesado <strong>de</strong> pie(por<br />
ejemplo, taladrado)<br />
19-20 66-68<br />
17-18 63-35<br />
16-17 61-63<br />
14-16 57-61<br />
La velocidad <strong>de</strong> circulación <strong>de</strong>l aire en los locales <strong>de</strong> trabajo <strong>de</strong>bería correspon<strong>de</strong>r a<br />
la temperatura <strong>de</strong>l aire y al consumo <strong>de</strong> energía: para los trabajos se<strong>de</strong>ntarios no<br />
<strong>de</strong>bería pasar <strong>de</strong> 0.2 metros por segundo, pero en los ambientes calurosos la<br />
velocidad optima se sitúa entre 0.5 y 1 metro por segundo. Para los trabajos pesados<br />
pue<strong>de</strong> incluso ser superior. Algunos trabajos en lugares calurosos se vuelven<br />
soportables cuando se proyecta un chorro <strong>de</strong> aire frío sobre los trabajadores. Una<br />
ventilación correcta constituye uno <strong>de</strong> los medios técnicos mas importantes para hacer<br />
tolerables ciertas condiciones <strong>de</strong> trabajo particularmente penosas, tales como las que<br />
existen en minas profundas o países tropicales, es <strong>de</strong>cir, en lugares don<strong>de</strong> se<br />
combinan una temperatura atmosférica y una humedad relativa elevadas.<br />
43
FACULTAD DE INGENIERÍA, UNAM<br />
ESTUDIO DEL TRABAJO<br />
44