Machos de roscar - Kennametal
Machos de roscar - Kennametal
Machos de roscar - Kennametal

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Calidad<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
¡NOVEDAD!<br />
KC7542<br />
KC7512<br />
KCU36<br />
KP6525<br />
KSP21<br />
KSH26<br />
KM6515<br />
KSN28<br />
KSN38<br />
KSN25<br />
KSSH22<br />
Recubrimiento<br />
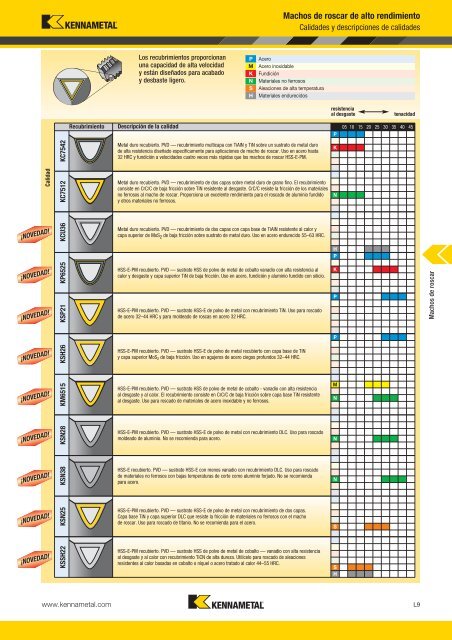
Los recubrimientos proporcionan<br />
una capacidad <strong>de</strong> alta velocidad<br />
y están diseñados para acabado<br />
y <strong>de</strong>sbaste ligero.<br />
Descripción <strong>de</strong> la calidad<br />
<strong>Machos</strong> <strong>de</strong> <strong>roscar</strong> <strong>de</strong> alto rendimiento<br />
Calida<strong>de</strong>s y <strong>de</strong>scripciones <strong>de</strong> calida<strong>de</strong>s<br />
P Acero<br />
M Acero inoxidable<br />
K Fundición<br />
N Materiales no ferrosos<br />
S Aleaciones <strong>de</strong> alta temperatura<br />
H Materiales endurecidos<br />
Metal duro recubierto. PVD — recubrimiento multicapa con TiAlN y TiN sobre un sustrato <strong>de</strong> metal duro<br />
<strong>de</strong> alta resistencia diseñado específicamente para aplicaciones <strong>de</strong> macho <strong>de</strong> <strong>roscar</strong>. Uso en acero hasta<br />
32 HRC y fundición a velocida<strong>de</strong>s cuatro veces más rápidas que los machos <strong>de</strong> <strong>roscar</strong> HSS-E-PM.<br />
Metal duro recubierto. PVD — recubrimiento <strong>de</strong> dos capas sobre metal duro <strong>de</strong> grano fino. El recubrimiento<br />
consiste en CrC/C <strong>de</strong> baja fricción sobre TiN resistente al <strong>de</strong>sgaste. CrC/C resiste la fricción <strong>de</strong> los materiales<br />
no ferrosos al macho <strong>de</strong> <strong>roscar</strong>. Proporciona un excelente rendimiento para el roscado <strong>de</strong> aluminio fundido<br />
y otros materiales no ferrosos.<br />
Metal duro recubierto. PVD — recubrimiento <strong>de</strong> dos capas con capa base <strong>de</strong> TiAlN resistente al calor y<br />
capa superior <strong>de</strong> MoS 2 <strong>de</strong> baja fricción sobre sustrato <strong>de</strong> metal duro. Uso en acero endurecido 55–63 HRC.<br />
HSS-E-PM recubierto. PVD — sustrato HSS <strong>de</strong> polvo <strong>de</strong> metal <strong>de</strong> cobalto vanadio con alta resistencia al<br />
calor y <strong>de</strong>sgaste y capa superior TiN <strong>de</strong> baja fricción. Uso en acero, fundición y aluminio fundido con silicio.<br />
HSS-E-PM recubierto. PVD — sustrato HSS-E <strong>de</strong> polvo <strong>de</strong> metal con recubrimiento TiN. Uso para roscado<br />
<strong>de</strong> acero 32–44 HRC y para mol<strong>de</strong>ado <strong>de</strong> roscas en acero 32 HRC.<br />
HSS-E-PM recubierto. PVD — sustrato HSS-E <strong>de</strong> polvo <strong>de</strong> metal recubierto con capa base <strong>de</strong> TiN<br />
y capa superior MoS 2 <strong>de</strong> baja fricción. Uso en agujeros <strong>de</strong> acero ciegos profundos 32–44 HRC.<br />
HSS-E-PM recubierto. PVD — sustrato HSS <strong>de</strong> polvo <strong>de</strong> metal <strong>de</strong> cobalto - vanadio con alta resistencia<br />
al <strong>de</strong>sgaste y al calor. El recubrimiento consiste en CrC/C <strong>de</strong> baja fricción sobre capa base TiN resistente<br />
al <strong>de</strong>sgaste. Uso para roscado <strong>de</strong> materiales <strong>de</strong> acero inoxidable y no ferrosos.<br />
HSS-E-PM recubierto. PVD — sustrato HSS-E <strong>de</strong> polvo <strong>de</strong> metal con recubrimiento DLC. Uso para roscado<br />
mol<strong>de</strong>ado <strong>de</strong> aluminio. No se recomienda para acero. N<br />
HSS-E recubierto. PVD — sustrato HSS-E con menos vanadio con recubrimiento DLC. Uso para roscado<br />
<strong>de</strong> materiales no ferrosos con bajas temperaturas <strong>de</strong> corte como aluminio forjado. No se recomienda<br />
para acero.<br />
HSS-E-PM recubierto. PVD — sustrato HSS-E <strong>de</strong> polvo <strong>de</strong> metal con recubrimiento <strong>de</strong> dos capas.<br />
Capa base TiN y capa superior DLC que resiste la fricción <strong>de</strong> materiales no ferrosos con el macho<br />
<strong>de</strong> <strong>roscar</strong>. Uso para roscado <strong>de</strong> titanio. No se recomienda para el acero.<br />
HSS-E-PM recubierto. PVD — sustrato HSS <strong>de</strong> polvo <strong>de</strong> metal <strong>de</strong> cobalto — vanadio con alta resistencia<br />
al <strong>de</strong>sgaste y al calor con recubrimiento TiCN <strong>de</strong> alta dureza. Utilícelo para roscado <strong>de</strong> aleaciones<br />
resistentes al calor basadas en cobalto o níquel o acero tratado al calor 44–55 HRC.<br />
resistencia<br />
al <strong>de</strong>sgaste tenacidad<br />
05 10 15 20 25 30 35 40 45<br />
www.kennametal.com L9<br />
P<br />
K<br />
N<br />
H<br />
P<br />
K<br />
P<br />
P<br />
M<br />
N<br />
N<br />
S<br />
S<br />
H<br />
<strong>Machos</strong> <strong>de</strong> <strong>roscar</strong>