Machos de roscar - Kennametal
Machos de roscar - Kennametal
Machos de roscar - Kennametal

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
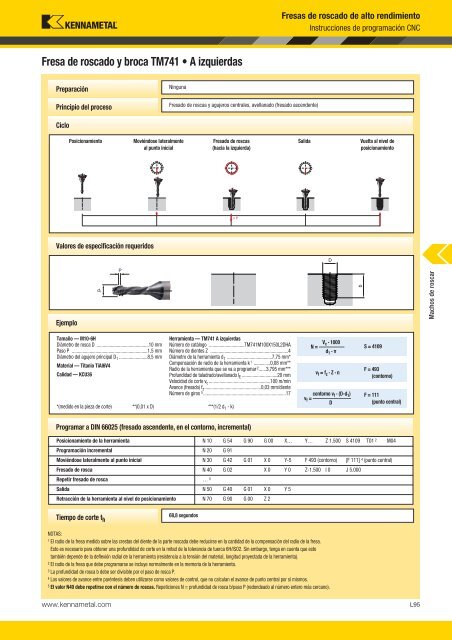
Fresa <strong>de</strong> roscado y broca TM741 • A izquierdas<br />
Preparación<br />
Principio <strong>de</strong>l proceso<br />
Ciclo<br />
Ejemplo<br />
Tiempo <strong>de</strong> corte t h<br />
Ninguna<br />
Posicionamiento Moviéndose lateralmente<br />
al punto inicial<br />
Valores <strong>de</strong> especificación requeridos<br />
Tamaño — M10-6H<br />
Diámetro <strong>de</strong> rosca D ............................................10 mm<br />
Paso P ................................................................1,5 mm<br />
Diámetro <strong>de</strong>l agujero principal D1 ........................8,5 mm<br />
Material — Titanio TiAl6V4<br />
Calidad — KCU36<br />
Fresado <strong>de</strong> roscas y agujeros centrales, avellanado (fresado ascen<strong>de</strong>nte)<br />
68,8 segundos<br />
Fresado <strong>de</strong> roscas<br />
(hacia la izquierda)<br />
Herramienta — TM741 A izquierdas<br />
Número <strong>de</strong> catálogo ..............................TM741M100X150L2DHA<br />
Número <strong>de</strong> dientes Z ..................................................................4<br />
Diámetro <strong>de</strong> la herramienta d 1 ......................................7,75 mm*<br />
Compensación <strong>de</strong> radio <strong>de</strong> la herramienta k 1 ..............0,08 mm**<br />
Radio <strong>de</strong> la herramienta que se va a programar 2 ......3,795 mm***<br />
Profundidad <strong>de</strong> taladrado/avellanado l E ..............................20 mm<br />
Velocidad <strong>de</strong> corte v c ....................................................100 m/min<br />
Avance (fresado) f z................................................0,03 mm/diente<br />
Número <strong>de</strong> giros 5 ......................................................................17<br />
*(medido en la pieza <strong>de</strong> corte) **(0,01 x D) ***(1/2 d 1 - k)<br />
Programar a DIN 66025 (fresado ascen<strong>de</strong>nte, en el contorno, incremental)<br />
NOTAS:<br />
1 El radio <strong>de</strong> la fresa medido sobre las crestas <strong>de</strong>l diente <strong>de</strong> la parte roscada <strong>de</strong>be reducirse en la cantidad <strong>de</strong> la compensación <strong>de</strong>l radio <strong>de</strong> la fresa.<br />
Esto es necesario para obtener una profundidad <strong>de</strong> corte en la mitad <strong>de</strong> la tolerancia <strong>de</strong> tuerca 6H/ISO2. Sin embargo, tenga en cuenta que esto<br />
también <strong>de</strong>pen<strong>de</strong> <strong>de</strong> la <strong>de</strong>flexión radial <strong>de</strong> la herramienta (resistencia a la tensión <strong>de</strong>l material, longitud proyectada <strong>de</strong> la herramienta).<br />
2 El radio <strong>de</strong> la fresa que <strong>de</strong>be programarse se incluye normalmente en la memoria <strong>de</strong> la herramienta.<br />
3 La profundidad <strong>de</strong> rosca b <strong>de</strong>be ser divisible por el paso <strong>de</strong> rosca P.<br />
4 Los valores <strong>de</strong> avance entre paréntesis <strong>de</strong>ben utilizarse como valores <strong>de</strong> control, que no calculan el avance <strong>de</strong> punto central por sí mismos.<br />
5 El valor N40 <strong>de</strong>be repetirse con el número <strong>de</strong> roscas. Repeticiones N = profundidad <strong>de</strong> rosca b/paso P (redon<strong>de</strong>ado al número entero más cercano).<br />
Fresas <strong>de</strong> roscado <strong>de</strong> alto rendimiento<br />
Instrucciones <strong>de</strong> programación CNC<br />
Salida Vuelta al nivel <strong>de</strong><br />
posicionamiento<br />
Vc · 1000<br />
N = —————<br />
d1 · π<br />
v f = f z · Z · n<br />
contorno vf · (D-d1) vf = ———————–<br />
D<br />
F = 493<br />
(contorno)<br />
www.kennametal.com L95<br />
S = 4109<br />
F = 111<br />
(punto central)<br />
Posicionamiento <strong>de</strong> la herramienta N 10 G 54 G 90 G 00 X… Y… Z 1.500 S 4109 T01 2 M04<br />
Programación incremental N 20 G 91<br />
Moviéndose lateralmente al punto inicial N 30 G 42 G 01 X 0 Y-5 F 493 (contorno) [F 111] 4 (punto central)<br />
Fresado <strong>de</strong> rosca N 40 G 02 X 0 Y 0 Z-1.500 I 0 J 5.000<br />
Repetir fresado <strong>de</strong> rosca … 5<br />
Salida N 50 G 40 G 01 X 0 Y 5<br />
Retracción <strong>de</strong> la herramienta al nivel <strong>de</strong> posicionamiento N 70 G 90 G 00 Z 2<br />
<strong>Machos</strong> <strong>de</strong> <strong>roscar</strong>