Fibra Óptica, la Novedad del Corte Láser - Revista Metal Actual
Fibra Óptica, la Novedad del Corte Láser - Revista Metal Actual
Fibra Óptica, la Novedad del Corte Láser - Revista Metal Actual

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
24<br />
PROCESOS<br />
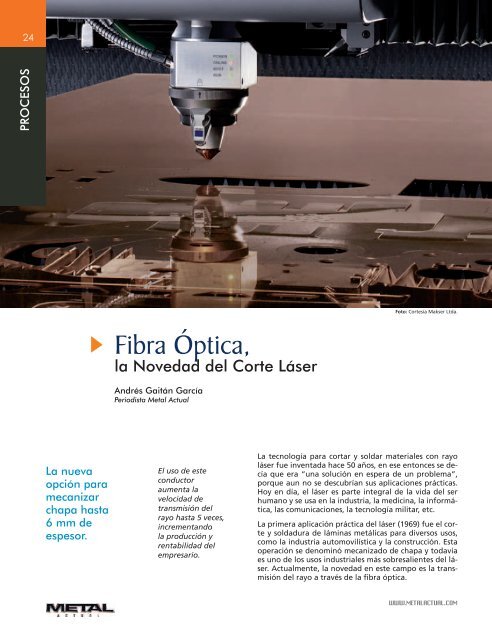
La nueva<br />
opción para<br />
mecanizar<br />
chapa hasta<br />
6 mm de<br />
espesor.<br />
<strong>Fibra</strong> <strong>Óptica</strong>,<br />
<strong>la</strong> <strong>Novedad</strong> <strong>del</strong> <strong>Corte</strong> <strong>Láser</strong><br />
Andrés Gaitán García<br />
Periodista <strong>Metal</strong> <strong>Actual</strong><br />
El uso de este<br />
conductor<br />
aumenta <strong>la</strong><br />
velocidad de<br />
transmisión <strong>del</strong><br />
rayo hasta 5 veces,<br />
incrementando<br />
<strong>la</strong> producción y<br />
rentabilidad <strong>del</strong><br />
empresario.<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
La tecnología para cortar y soldar materiales con rayo<br />
láser fue inventada hace 50 años, en ese entonces se decía<br />
que era “una solución en espera de un problema”,<br />
porque aun no se descubrían sus aplicaciones prácticas.<br />
Hoy en día, el láser es parte integral de <strong>la</strong> vida <strong>del</strong> ser<br />
humano y se usa en <strong>la</strong> industria, <strong>la</strong> medicina, <strong>la</strong> informática,<br />
<strong>la</strong>s comunicaciones, <strong>la</strong> tecnología militar, etc.<br />
La primera aplicación práctica <strong>del</strong> láser (1969) fue el corte<br />
y soldadura de láminas metálicas para diversos usos,<br />
como <strong>la</strong> industria automovilística y <strong>la</strong> construcción. Esta<br />
operación se denominó mecanizado de chapa y todavía<br />
es uno de los usos industriales más sobresalientes <strong>del</strong> láser.<br />
<strong>Actual</strong>mente, <strong>la</strong> novedad en este campo es <strong>la</strong> transmisión<br />
<strong>del</strong> rayo a través de <strong>la</strong> fibra óptica.<br />
WWW.METALACTUAL.COM
Antes de entrar en materia es bueno<br />
anotar que existen diversas formas de<br />
generar un rayo láser. A grosso modo<br />
se pueden c<strong>la</strong>sificar en dos grupos: <strong>la</strong>s<br />
que usan gas (como dióxido de carbono<br />
- CO 2 -) para generar el haz de luz;<br />
y <strong>la</strong>s que producen el mismo efecto<br />
“en seco”, a través de <strong>la</strong> excitación de<br />
cristales, o lámparas tipo led.<br />
El láser de gas genera el haz de luz<br />
excitando el núcleo <strong>del</strong> CO 2 mediante<br />
el voltaje alterno o continuo, el<br />
resultado es un fotón (o haz de luz)<br />
que es contro<strong>la</strong>do con espejos que lo<br />
reflejan y lo conducen hasta una óptica<br />
que lo concentra y enfoca en un<br />
mismo punto para generar el rayo<br />
de corte.<br />
Sin embargo, el CO es inestable<br />
2<br />
después de <strong>la</strong> excitación <strong>del</strong> gas y<br />
se debe combinar con helio (H) para<br />
estabilizarlo, y nitrógeno (N ) para<br />
2<br />
reducir el aumento de temperatura<br />
que genera el proceso, el cual ronda<br />
los 260 oC. La longitud de onda <strong>del</strong><br />
láser por CO es de 10 micras (µm),<br />
2<br />
dato muy importante debido a que<br />
constituye <strong>la</strong> diferencia fundamental<br />
con respecto al láser de fibra.<br />
La longitud de onda <strong>del</strong> láser de CO 2<br />
es muy buena para trabajar láminas<br />
metálicas de todos los espesores, sobre<br />
todo cuando el láser se combina<br />
con oxígeno como gas de corte. “La<br />
razón es que se genera oxidación en<br />
<strong>la</strong> pieza, esto libera energía adicional<br />
(reacción exotérmica), lo que aumenta<br />
<strong>la</strong> velocidad de corte en chapa<br />
gruesa”, explica Edwar González<br />
Sánchez, técnico especialista en láser.<br />
Por su parte, <strong>la</strong>s máquinas de corte<br />
láser de estado sólido generan el haz<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
CO 2<br />
~ 10µm<br />
WWW.METALACTUAL.COM<br />
de luz excitando cristales (itrio, neodimio,<br />
etc.) o módulos de lámparas<br />
tipo led u otros elementos. La primera<br />
diferencia es que en el proceso no<br />
intervienen gases; y <strong>la</strong> segunda que<br />
<strong>la</strong> longitud de onda <strong>del</strong> rayo es de 1<br />
µm, nueve veces inferior a <strong>la</strong> generada<br />
por CO 2 .<br />
Al tener una longitud de onda tan<br />
pequeña, los materiales transparentes<br />
(en este caso <strong>la</strong> fibra de vidrio)<br />
son los indicados para transmitir el<br />
rayo sin que el material lo absorba<br />
y lo deforme. Gracias a esta mejora<br />
<strong>la</strong>s máquinas que usan el sistema de<br />
conducción se denominan, popu<strong>la</strong>rmente,<br />
láseres de fibra. No por el<br />
método de generación <strong>del</strong> rayo, sino<br />
por <strong>la</strong> forma de transportarlo.<br />
Velocidad, Precisión y<br />
Exactitud<br />
La tecnología para transmitir el rayo<br />
láser a través de fibra óptica data<br />
de mediados de los 90, pero en ese<br />
FKL<br />
~ 1µm<br />
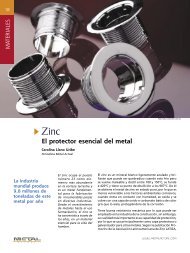
En este grafico se aprecia <strong>la</strong> diferencia entre <strong>la</strong> longitud<br />
de onda <strong>del</strong> láser de CO 2 y el láser de fibra óptica.<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
Las máquinas de fibra óptica toman su nombre<br />
<strong>del</strong> sistema de conducción <strong>del</strong> rayo láser.<br />
:::::::::::::::::::::::::::::::::::::::::<br />
:::::::::::::::::::::::::::::::::::::::<br />
:::::::::::::::::::::::::::::::::::::::::<br />
:::::::::::::::::::::::::::::::::::::::<br />
FKL: Estado Solido<br />
PROCESOS<br />
momento <strong>la</strong> calidad <strong>del</strong> medio de<br />
conducción (fibra óptica) era deficiente<br />
y deformaba el rayo. Está limitación<br />
impedía que <strong>la</strong>s máquinas<br />
realizaran buenos cortes y fueran<br />
rentables y competitivas frente a los<br />
aparatos de CO 2 .<br />
Sin embargo, en los 90 ciertas empresas<br />
comercializaron el láser de<br />
fibra para realizar trabajos muy específicos<br />
y que requieran gran precisión<br />
y finura, como corte y marcado<br />
de carcasas de celu<strong>la</strong>res, también se<br />
usó en aplicaciones de soldaduras<br />
muy finas.<br />
En los últimos cinco años <strong>la</strong> calidad<br />
de <strong>la</strong> fibra óptica mejoró y fue posible<br />
transmitir el rayo sin deformarlo,<br />
inmediatamente <strong>la</strong>s máquinas<br />
con este sistema se transformaron<br />
en aparatos prácticos, rentables y<br />
funcionales para mecanizar (cortar y<br />
soldar en 2D y 3D) encontrando una<br />
alta productividad en láminas de<br />
hasta 6mm de espesor, especialmente.<br />
Sin embargo, el rango de trabajo<br />
para un láser de fibra óptica de<br />
3000W puede llegar a 20mm acero<br />
al carbón, 15mm inoxidable y 12mm<br />
aluminio.<br />
Edwar González, técnico especialista<br />
en láser, explica que el corte con el<br />
láser de fibra óptica es hasta cinco<br />
veces más rápido que el corte con el<br />
láser de CO (<strong>la</strong> comparación se hace<br />
2<br />
con un láser de CO de 3,2Kw) “Esa<br />
2<br />
velocidad se logra en láminas <strong>del</strong> espesor<br />
nombrado cumpliendo ciertos<br />
requisitos; el primero de ellos es en el<br />
25
26<br />
PROCESOS<br />
cual el proceso se realiza con N 2 como<br />
gas de corte”, ac<strong>la</strong>ra el especialista ya<br />
que el proceso con O 2 , en términos<br />
de velocidad, es prácticamente igual<br />
entre los dos tipos de láser.<br />
En <strong>la</strong> máquina de fibra, <strong>la</strong> longitud<br />
de onda de 1 µm concentra el rayo<br />
y le otorga un mejor ángulo de incidencia<br />
con respecto a los materiales,<br />
por lo que estos absorben mejor el<br />
láser y se vaporizan más rápido. “El<br />
láser de fibra óptica es ideal para<br />
ejecutar trabajos precisos, rápidos y<br />
limpios en láminas de hasta 6 mm de<br />
espesor, de ahí en ade<strong>la</strong>nte, en términos<br />
de velocidad, es mejor utilizar<br />
el láser de CO 2 ”, anota el técnico.<br />
Esta limitante se debe a que el ángulo<br />
de incidencia que genera <strong>la</strong><br />
longitud de 1 µm no es tan efectiva<br />
al mecanizar chapa gruesa, por<br />
eso los especialistas recomiendan<br />
usar <strong>la</strong> máquina de corte láser por<br />
fibra óptica como un complemento<br />
al aparato de CO 2 , y de esta manera<br />
el industrial puede abarcar todos los<br />
espesores de chapa.<br />
La Importancia <strong>del</strong><br />
Nitrógeno<br />
Todos los láseres comparten un principio<br />
básico: generar un haz de luz,<br />
transmitirlo y concentrarlo de manera<br />
eficiente para vaporizar un material,<br />
pero ¿qué sucede cuando el rayo<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
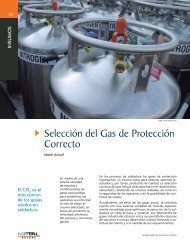
A[%]<br />
100<br />
80<br />
60<br />
40<br />
1<br />
Nd: YAG<br />
1,06<br />
2<br />
20<br />
3<br />
0<br />
0,2 0,3 0,5 1,0 2 3 4 5 6 8 10<br />
Absorción <strong>del</strong> <strong>la</strong>ser<br />
1. Vidrio<br />
2 Acero, Niquiel, Tungsteno<br />
λ [mm]<br />
3. Otros materiales (cobre, aluminio, p<strong>la</strong>ta, oro)<br />
choca contra el material?, ¿Cómo es<br />
expulsado el producto sobrante?<br />
Antes de cortar, <strong>la</strong> máquina realiza<br />
una pequeña perforación puntiforme<br />
en el material, <strong>la</strong> cual se puede<br />
hacer con rapidez al usar toda <strong>la</strong> potencia<br />
<strong>del</strong> generador láser, o lentamente<br />
mediante el “funcionamiento<br />
de rampa”, proceso que aumenta<br />
progresivamente <strong>la</strong> potencia <strong>del</strong> láser,<br />
<strong>la</strong> mantiene hasta que se ha perforado<br />
el agujero de inicio y posteriormente<br />
<strong>la</strong> reduce lentamente.<br />
Enseguida, el láser calienta el material,<br />
lo funde y, en parte, lo evapora.<br />
El material residual se expulsa<br />
de <strong>la</strong> ranura de corte mediante una<br />
corriente de gas que sale de <strong>la</strong> tobera<br />
que está junto a <strong>la</strong> boquil<strong>la</strong> de <strong>la</strong><br />
máquina. Tanto al perforar como al<br />
cortar, <strong>la</strong> velocidad y el acabado de<br />
<strong>la</strong> pieza dependen, en gran parte,<br />
La máquina de fibra concentra el rayo y le otorga un mejor ángulo de<br />
incidencia con respecto a los materiales, así estos absorben mejor el láser<br />
y se vaporizan más rápido.<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
Absorción <strong>del</strong> láser<br />
CO 2<br />
10,6<br />
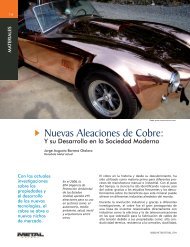
El ángulo de incidencia <strong>del</strong> láser depende <strong>del</strong><br />
espesor de <strong>la</strong> chapa<br />
• Hay ángulos pequeños (α 1 )<br />
cuando corta lámina <strong>del</strong>gada<br />
• Hay ángulos grandes (α 2 )<br />
cuando corta lámina gruesa<br />
El vidrio no absorbe casi el láser<br />
de 1µm.<br />
Desventaja<br />
Se requieren medida especiales de<br />
seguridad sobre el láser.<br />
Ventajas<br />
Guía <strong>del</strong> rayo es posible mediante<br />
fibra de vidrio.<br />
Dirección<br />
de corte<br />
Dirección<br />
de corte<br />
Por el ángulo<br />
de incidencia,<br />
los expertos<br />
recomiendan usar<br />
<strong>la</strong> maquina de<br />
corte láser con<br />
fibra óptica como<br />
un complemento<br />
<strong>del</strong> aparato con<br />
CO 2 .<br />
<strong>del</strong> tipo de gas que se use para el<br />
corte.<br />
Para <strong>la</strong> máquina de corte láser por<br />
fibra óptica, los especialistas recomienda<br />
usar N como gas de corte,<br />
2<br />
porque es un elemento inerte, de<br />
alta pureza y volumen, que no causa<br />
oxidación y no genera rebabas en <strong>la</strong><br />
pieza. Gracias a <strong>la</strong> alta presión el N2 es despedido a muy alta velocidad<br />
por <strong>la</strong> tobera, hecho que expulsa<br />
con prontitud el material fundido.<br />
“Por lo general para el corte láser se<br />
usa N , argón (Ar) u oxígeno (O ). La<br />
2 2<br />
presión <strong>del</strong> gas de corte osci<strong>la</strong> entre<br />
8 y 20 bares (bar). La pureza <strong>del</strong> N2 es <strong>del</strong> 99,999 por ciento en volumen<br />
(5.0). En el Ar es de 99,996 por ciento<br />
en volumen (4.6)”, afirma Edwar<br />
González, técnico especialista en láser<br />
quien añade que el N y el Ar son<br />
2<br />
gases inertes y, por <strong>la</strong>s características<br />
anteriormente enunciadas, son ideales<br />
para trabajar como gas de corte<br />
en <strong>la</strong> máquina de fibra óptica. Sin<br />
embargo, el N es más puro, tiene<br />
2<br />
mayor volumen y es más económico;<br />
por lo que suele ser elegido por los<br />
industriales.<br />
Versatilidad y Economía<br />
El láser de fibra óptica también permite<br />
cortar cobre y <strong>la</strong>tón; metales<br />
que no se pueden mecanizar con un<br />
láser de CO 2 , debido a que no absorben<br />
<strong>la</strong> longitud de onda de 10 µm, y<br />
cuando se les aplica el láser de Co2<br />
generan una burbuja que puede<br />
causar una reflexión y dañar <strong>la</strong> óptica<br />
<strong>del</strong> aparato.<br />
WWW.METALACTUAL.COM
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
Porcentaje de energia láser<br />
convertido en calor (absorción)<br />
El láser de fibra óptica es muy veloz<br />
mecanizando láminas <strong>del</strong>gadas; el de CO es 2<br />
ideal para láminas gruesas.<br />
Asimismo, el láser de fibra es más económico en gasto<br />
de consumibles, porque no tiene un sistema de espejos<br />
(como si ocurre en <strong>la</strong> maquina de CO 2 ) que requieran<br />
mantenimiento, y tampoco es necesario invertir dinero<br />
en los gases que intervienen en <strong>la</strong> generación <strong>del</strong> láser<br />
(CO 2 , H y N 2 ). Además, el aparato de fibra óptica consume,<br />
en promedio, un tercio menos de energía que <strong>la</strong><br />
máquina de CO 2 .<br />
“El consumo eléctrico en una máquina de CO 2 (5 Kilovatios)<br />
es de unos 72 Kw. En un aparato de corte de estado<br />
sólido o fibra (3 Kw) es de 29 kilovatios, incluida<br />
<strong>la</strong> unidad de refrigeración. En consecuencia, el consumo<br />
energético con fibra óptica es más eficiente; es decir con<br />
menos energía se fabrican más piezas. Es importante<br />
ac<strong>la</strong>rar que en términos de costo por pieza, <strong>la</strong> electricidad<br />
es inferior al 5 por ciento <strong>del</strong> valor neto de <strong>la</strong> pieza”,<br />
cuenta el especialista.<br />
No obstante, más allá de su economía, <strong>la</strong> máquina de<br />
láser por fibra óptica también requiere mantenimiento<br />
de rutina. La mayoría de los fabricantes recomiendan<br />
hacerle una revisión cada 10 mil horas de trabajo. Este<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
100%<br />
90%<br />
80%<br />
70%<br />
60%<br />
50%<br />
40%<br />
30%<br />
20%<br />
10%<br />
0% 70 o 72 o 74 o 76 o 78 o 80 o 82 o 84 o 86 o 88 o 90 o<br />
WWW.METALACTUAL.COM<br />
Ángulo de incidencia <strong>del</strong> láser<br />
CO (10,6 µm)<br />
2<br />
“Fiber” (1,06 µm)<br />
Ventaja Fiber Ventaja CO 2<br />
Los especialistas recomiendan usar N 2<br />
como gas de corte para maximizar <strong>la</strong>s<br />
capacidades de <strong>la</strong> máquina de corte láser<br />
por fibra óptica.
28<br />
PROCESOS<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
La máquina de fibra óptica permite producir más piezas<br />
en una hora de trabajo usando <strong>la</strong> misma cantidad de<br />
.<br />
consumibles que en un aparato de corte por CO2 dinero se puede programar como un<br />
ahorro a partir de una pequeña parte<br />
<strong>del</strong> costo de producción por hora<br />
de uso <strong>del</strong> láser.<br />
“Aproximadamente entre el 50 y 60<br />
por ciento <strong>del</strong> costo de fabricar una<br />
pieza corresponde al gas de corte;<br />
el resto se divide en <strong>la</strong> energía usada,<br />
el mantenimiento, consumibles<br />
de <strong>la</strong> máquina y <strong>la</strong> rentabilidad <strong>del</strong><br />
industrial. La gran ventaja de <strong>la</strong> máquina<br />
de fibra óptica es que permite<br />
aumentar <strong>la</strong> producción por hora<br />
entre 40 y 60 por ciento en contornos<br />
simples, utilizando casi <strong>la</strong> misma<br />
cantidad de gas de corte (N 2 ), así es<br />
posible producir más piezas con el<br />
mismo costo por hora, reduciendo<br />
drásticamente el valor por pieza”,<br />
explica el técnico Edwar González.<br />
Los expertos recomiendan también<br />
limpiar el lente de enfoque cada<br />
1.200 horas en ambas máquinas (fibra<br />
y CO 2 ) porque esta pieza sufre<br />
degradación térmica al calentarse y<br />
enfriarse constantemente.<br />
Sin embargo, gracias a un ade<strong>la</strong>nto<br />
tecnológico reciente, el tiempo para<br />
realizar está intervención puede aumentar<br />
y <strong>la</strong> misma máquina alerta el<br />
momento de realizar <strong>la</strong> inspección,<br />
bien sea para limpieza o para cambio.<br />
No obstante, el mantenimiento<br />
general de ambas máquinas depende<br />
en gran medida <strong>del</strong> cuidado y el<br />
abuso (lámina con excesos de aceite,<br />
sucias, etc.) de los responsables de su<br />
operación.<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
Cortar y Soldar con <strong>la</strong> Misma<br />
Máquina<br />
La transmisión <strong>del</strong> láser por fibra óptica<br />
nos abre una amplia gama de<br />
aplicaciones; por ejemplo, <strong>la</strong> posibilidad<br />
de cortar y soldar con el mismo<br />
generador láser, manipu<strong>la</strong>ndo<br />
el foco <strong>del</strong> rayo con una óptica externa.<br />
Es importante seña<strong>la</strong>r que el<br />
láser de fibra solda sin tener contacto<br />
mecánico con <strong>la</strong> pieza, algo muy<br />
impresionante visualmente.<br />
Básicamente, <strong>la</strong> diferencia entre cortar<br />
y soldar es <strong>la</strong> forma <strong>del</strong> rayo definida<br />
como el Tem 0.0 para cortar<br />
y el Tem0.1 para soldar. El Tem 0.0<br />
significa que toda <strong>la</strong> potencia está<br />
enfocada en el diámetro <strong>del</strong> rayo, y<br />
por eso el material se vaporiza. Por<br />
otro <strong>la</strong>do, el Tem 0.1 alude a un rayo<br />
con forma dividida que permite fundir<br />
el material y unirlo sin necesidad<br />
de material de aporte en algunas<br />
aplicaciones.<br />
En materia de seguridad, <strong>la</strong> máquina<br />
de fibra está completamente cerrada<br />
para prevenir accidentes, ya que<br />
<strong>la</strong> longitud de onda de 1 µm podría<br />
causar un daño devastador si toca<br />
el ojo humano. Por el contrario, <strong>la</strong><br />
longitud de onda de 10 µm de <strong>la</strong><br />
máquina de C0 no genera un daño<br />
2<br />
devastador en el ojo humano, y por<br />
ellos los aparatos están cerrados sólo<br />
parcialmente.<br />
La máquina de fibra óptica permite cortar y soldar sin<br />
tener que cambiar el cabezal, en ciertas aplicaciones.<br />
WWW.METALACTUAL.COM
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
Foto: <strong>Corte</strong>sía Makser Ltda.<br />
Por último, Edwar González Sánchez, técnico especialista<br />
en láser, ac<strong>la</strong>ra que <strong>la</strong> máquina de corte láser por<br />
fibra óptica no es el remp<strong>la</strong>zo <strong>del</strong> CO a corto p<strong>la</strong>zo; al<br />
2<br />
contrario funciona como su complemento y es una opción<br />
excelente para el industrial que mecanice láminas<br />
de hasta 6 mm de espesor, porque brinda alta velocidad<br />
a bajo costo y maximiza <strong>la</strong>s ganancias.<br />
“Seguramente <strong>la</strong> transmisión por fibra óptica será el futuro<br />
<strong>del</strong> corte láser, pero todo depende de los avances<br />
tecnogicos de los próximos cinco años. Particu<strong>la</strong>rmente,<br />
en <strong>la</strong>s mejoras al medio de transmisión y los resultados<br />
que tengan los científicos e ingenieros que día a día trabajan<br />
para mejorar el ángulo de incidencia <strong>del</strong> rayo”,<br />
explica González.<br />
Fuentes<br />
• Edward González Sanchez. Técnico especialista en láser. e.gonzalez@<br />
makserweb.com<br />
WWW.METALACTUAL.COM<br />
Esta es <strong>la</strong> longitud de onda <strong>del</strong> Team 0.0<br />
Esta es <strong>la</strong> longitud de onda <strong>del</strong> Team 0.1