Compression Blow Forming for plastic containers - Sacmi
Compression Blow Forming for plastic containers - Sacmi
Compression Blow Forming for plastic containers - Sacmi

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
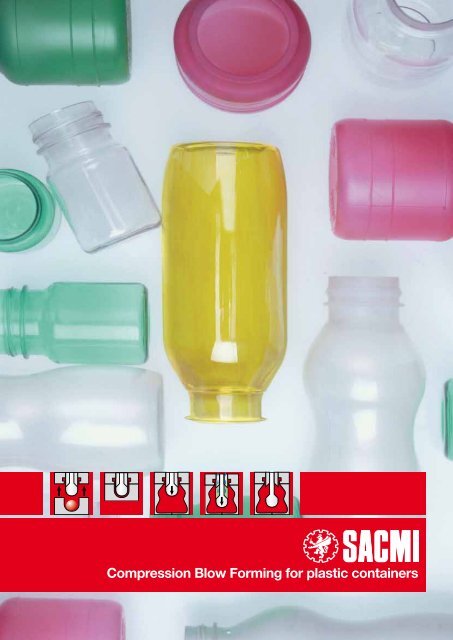
<strong>Compression</strong> <strong>Blow</strong> <strong>Forming</strong> <strong>for</strong> <strong>plastic</strong> <strong>containers</strong>
CBF <strong>Compression</strong> <strong>Blow</strong> <strong>Forming</strong><br />
Rotating hydraulic machine <strong>for</strong> the production of <strong>plastic</strong> <strong>containers</strong><br />
旋 转 液 压 设 备 , 适 用 于 塑 料 容 器 成 型<br />
Machine hydraulique rotative pour le <strong>for</strong>mage de récipients en plastique<br />
Máquina hidráulica rotativa para la fabricación de envases de plástico<br />
<strong>Compression</strong> <strong>Blow</strong> <strong>Forming</strong><br />
insertion compression blow <strong>for</strong>ming<br />
<strong>Compression</strong> Stretch <strong>Blow</strong> <strong>Forming</strong><br />
insertion<br />
compression stretch blow <strong>for</strong>ming
CBF16L CBF20M CBF24L CBF30M<br />
MAX<br />
NOMINAL<br />
Ø mm<br />
75 56 75 56<br />
MAX<br />
NOMINAL<br />
height mm<br />
220 220 220 220<br />
NUMBER<br />
OF<br />
CAVITY<br />
16 20 24 30<br />
MAX PROD.<br />
CAPACITY<br />
BPH<br />
10,000 13,000 17,000 20,000
EN CBF (<strong>Compression</strong> <strong>Blow</strong> <strong>Forming</strong>) is a unique<br />
combination of compression molding to make the<br />
pre<strong>for</strong>m and blow molding to <strong>for</strong>m the container. The<br />
process begins with the raw material being introduced<br />
into a continuously operating extruder. The extruder<br />
provides a constant supply of material which is cut<br />
into predetermined precise pellets which are inserted<br />
into an open compression mold and thus begins<br />
the compression cycle portion of the process. The<br />
compression cycle molds the pre<strong>for</strong>m which is exactly<br />
the final weight of the container. The pre<strong>for</strong>m needed<br />
to produce the final container is temperature controlled<br />
to provide the blow process with the proper pre<strong>for</strong>m<br />
<strong>for</strong> blow <strong>for</strong>ming. This pre<strong>for</strong>m is carried into the blow<br />
mold to be <strong>for</strong>med into the desired container. No scrap<br />
or trimming is required. The <strong>containers</strong> are transferred<br />
in-line to the exit conveyor. The process is continuous<br />
permitting the machine to be compact and to control<br />
the container without release until all of the downstream<br />
operations are completed. This includes conducting<br />
all quality control operations without releasing the<br />
container and within the footprint of the machine.<br />
CN<br />
CBF( 压 塑 吹 瓶 成 型 ) 是 一 种 独 一 无 二 模 压 成 型<br />
一 体 机 , 它 可 以 包 括 从 瓶 胚 ( 压 塑 ) 到 吹 瓶 最 后<br />
至 容 器 成 型 的 过 程 。 整 个 生 产 流 程 开 始 于 将 原 料<br />
颗 粒 送 入 持 续 运 行 的 挤 出 机 ; 而 挤 出 机 则 将 会 源<br />
源 不 断 把 原 料 精 确 地 切 割 成 预 先 设 定 过 大 小 的 粒<br />
料 ; 切 割 后 的 粒 料 被 投 放 至 一 个 开 启 的 压 塑 模 具<br />
内 , 由 压 塑 工 艺 开 始 了 从 瓶 胚 到 理 想 容 器 的 成 型<br />
循 环 过 程 。<br />
在 吹 瓶 过 程 中 温 度 控 制 对 瓶 胚 成 型 起 到 关 键 作<br />
用 , 最 终 决 定 容 器 成 型 后 的 重 量 。 瓶 胚 被 置 于<br />
模 具 中 吹 塑 成 理 想 的 瓶 型 。 瓶 身 与 瓶 壁 齐 整 ,<br />
无 毛 边 , 成 品 重 量 与 客 户 的 要 求 完 全 一 致 。 容<br />
器 成 型 后 将 被 置 于 输 送 带 上 。 完 整 且 不 间 断 的<br />
生 产 过 程 保 证 了 出 瓶 的 一 致 性 。 此 外 , 生 产 流<br />
程 和 设 备 完 美 的 结 合 则 不 会 导 致 容 器 在 生 产 过<br />
程 中 滑 脱 , 各 阶 段 连 线 生 产 , 无 需 输 送 带 ; 在<br />
线 检 测 同 时 可 以 保 证 设 备 对 产 品 质 量 的 控 制 。
FR CBF (Formage par <strong>Compression</strong> Soufflage) est une<br />
combinaison unique de moulage par compression<br />
pour <strong>for</strong>mer la pré<strong>for</strong>me et de moulage par soufflage<br />
pour <strong>for</strong>mer le récipient. Le processus commence<br />
par l’introduction de la matière première en granulés<br />
dans une extrudeuse à fonctionnement continu.<br />
L’extrudeuse assure l’extrusion constante du matériau<br />
qui est coupé en doses prédéfinies précises. Les doses<br />
sont introduites dans un moule à compression ouvert<br />
qui réalise le processus ou cycle de compression<br />
pour obtenir la pré<strong>for</strong>me qui <strong>for</strong>mera le récipient<br />
voulu. La pré<strong>for</strong>me, dont le poids est exactement<br />
celui du poids final du récipient, est conditionnée en<br />
température , afin d’assurer la réussite processus de<br />
soufflage. La pré<strong>for</strong>me est transférée dans le moule<br />
de soufflage où elle acquiert la <strong>for</strong>me voulue. Pas<br />
de déchet et pas de décarottage nécessaires, car<br />
le récipient affiche exactement le poids et la <strong>for</strong>me<br />
voulus. Les emballages sont acheminés en ligne vers<br />
un convoyeur de sortie. S’agissant d’un processus<br />
continu, la variabilité du process est réduite au<br />
minimum et la régularité est assurée. En outre, étant<br />
donné que le procédé de fabrication est rapide et que<br />
l’équipement est compact, l’emballage fini, ne sort<br />
pas tant qu’ il n est pas complètement <strong>for</strong>mé. Il est<br />
possible ainsi d’intégrer plusieurs contrôles de qualité<br />
des emballages finis, sans transfert.<br />
ES El moldeado por compresión y soplado (CBF,<br />
<strong>Compression</strong> <strong>Blow</strong> <strong>Forming</strong>) es una combinación única<br />
de moldeo por compresión para <strong>for</strong>mar la pre<strong>for</strong>ma,<br />
y de moldeo por soplado para <strong>for</strong>mar el envase. El<br />
proceso empieza al introducir los gránulos de materia<br />
prima en un extrusor que funciona de <strong>for</strong>ma continua.<br />
El extrusor proporciona un suministro constante<br />
de material, el cual es cortado en bolas de tamaño<br />
predeterminado. Las bolas son introducidas en un<br />
molde abierto de compresión, el cual inicia el proceso<br />
o el ciclo de compresión que <strong>for</strong>ma la pre<strong>for</strong>ma a partir<br />
de la cual se moldea el envase deseado. La pre<strong>for</strong>ma,<br />
que tiene exactamente el peso final del envase ,<br />
es regulada por temperatura para proporcionar al<br />
proceso de soplado, la pre<strong>for</strong>ma correcta requerida<br />
para el moldeado por soplado. La pre<strong>for</strong>ma se traslada<br />
al molde de soplado y <strong>for</strong>mado en el envase deseado.<br />
No se generan rebabas ni recortes, dado que el<br />
envase tiene el peso exacto deseado. Los envases<br />
son expulsados uno a uno a una cinta transportadora<br />
de salida. Dado que el proceso es continuo, se<br />
mantiene la variabilidad al mínimo y se consigue la<br />
mayor consistencia posible. Además, al tratarse de un<br />
proceso y maquinaria compactos y el envase no se da<br />
por terminado hasta que se ha <strong>for</strong>mado por completo,<br />
se pueden incorporar varias operaciones de control<br />
de calidad sin desplazamientos y dentro del espacio<br />
ocupado por el equipo.
CBF: market segments<br />
CBF ------ 市 场 份 额 和 适 用 范 围<br />
CBF: segments de marché<br />
CBF: sectores de mercado<br />
FOOD<br />
APPLICATIONS<br />
RAW<br />
MATERIALS<br />
Yogurt<br />
Spoonable product<br />
PET - PE<br />
BEVERAGE<br />
APPLICATIONS<br />
RAW<br />
MATERIALS<br />
Single-Dose Bottle<br />
PET - PE<br />
PS - PP<br />
DAIRY<br />
APPLICATIONS<br />
RAW<br />
MATERIALS<br />
Milk/Liquid Yogurt<br />
Probiotics<br />
PS - PE<br />
PHARMACEUTICAL<br />
APPLICATIONS<br />
OTC/Ethical Drugs<br />
Containers<br />
RAW<br />
MATERIALS<br />
PET - PE
CBF Advantages<br />
CBF 優 勢<br />
CBF Avantages<br />
CBF Ventajas<br />
EN Total Cost Improvement:<br />
• Improved quality due to compression molding<br />
• Higher output rates result also from<br />
lower melt temperatures and require<br />
inherent lower molded in stress and lack of<br />
orientation;<br />
less cooling time.<br />
• Better material distribution throughout the<br />
• Significantly lower power<br />
container makes lighter weight bottles possible<br />
consumption.<br />
and makes <strong>for</strong> more uni<strong>for</strong>m wall thickness;<br />
• Continuous operation of the machine<br />
with NO transfers reqired.<br />
• Superior neck quality.<br />
• Improved material distribution<br />
Sustainability<br />
throughout the container walls makes<br />
• Lower power consumption<br />
lighter weight bottles possible.<br />
• from 30 to 35% depending on resin<br />
• Competitive capital investment per 1000 <strong>containers</strong><br />
type;<br />
produced.<br />
• lower power consumption per<br />
• The higher output results in less manpower per<br />
hour of operation;<br />
1000 <strong>containers</strong>.<br />
• improved output rates reducing<br />
• The compact process and machine requires less<br />
power requirement even further<br />
floor space.<br />
• lower part weight;<br />
• Including secondary processes and inspection • reduced foot-print<br />
in the machine footprint results in less support • lower capital investment;<br />
equipment.<br />
• no manufacturing scrap generated<br />
• Lower maintenance cost is the result of a simpler<br />
process<br />
Technology<br />
• Reduced stress and orientation due to<br />
Improved Bottle Quality<br />
compression molding of the pre<strong>for</strong>m<br />
• CBF technology reduces variability,<br />
results in:<br />
improving tolerances and statistical<br />
• Lighter weight <strong>containers</strong>;<br />
capability;<br />
• Lower ESCR<br />
• Highly repetitive manufacturing<br />
• Tighter tolerances<br />
process delivering optimum<br />
• Less container rejects and lowers<br />
consistency;<br />
scrap.<br />
• <strong>Compression</strong> molding provides<br />
less stress and orientation;<br />
• Lower temperatures required <strong>for</strong> the process<br />
reduces cycle time and energy requirements.<br />
• Single nozzle extruding system - no hot runner; • Simplicity of the technology reduces maintenance<br />
• No gate thus eliminating vestiges and heavy<br />
bottoms;<br />
• Simplicity of the technology reduces or eliminates<br />
the need <strong>for</strong> highly skilled operators.<br />
• No scrap, there are no tails and moiles to trim and<br />
regrind;<br />
• No part of the technology is new, simply a<br />
unique combination of two known technology,<br />
compression molding and blow molding.
CN<br />
• 高 产 能 则 要 求 设 备 的 熔 解 温 度 低 和<br />
冷 却 时 间 少 。<br />
• 低 能 耗 是 关 键 。<br />
• 持 续 生 产 , 无 输 送 带 。<br />
• 原 料 的 合 理 分 布 , 使 成 品 轻 量 化 成<br />
为 可 能 。<br />
• 每 一 千 个 成 品 产 生 有 竞 争 力 的 投 资<br />
回 报 。<br />
• 高 产 能 , 低 人 力 ( 按 每 一 千 个 成 品 计 算 )。<br />
• 生 产 过 程 和 设 备 的 紧 凑 性 , 节 省 厂 房 空 间 。<br />
• 在 生 产 的 第 二 阶 段 , 质 量 检 测 设 备 的 在 线 安<br />
装 , 无 需 其 它 辅 助 装 置 。<br />
• 归 因 于 整 台 设 备 的 紧 凑 性 , 维 护 保 养 成 本 低 。<br />
• 低 能 耗<br />
• 根 据 原 料 的 不 同 类 型 , 从 30% 至 35%<br />
• 每 小 时 运 行 的 低 能 耗<br />
• 能 耗 低 , 产 量 高<br />
• 设 备 进 一 步 完 善<br />
• 减 重<br />
• 减 少 应 力 痕 , 投 资 成 本 低<br />
• 无 毛 边<br />
• CBF 技 术 完 善 了 公 差 范 围 和 统 计 量 。<br />
• 生 产 过 程 的 高 度 重 复 性 保 证 成 品 的 最 佳 化 和 一<br />
致 性 。<br />
• 压 塑 模 压 成 型 工 艺 减 少 应 力 和 无 需 定 位 。<br />
• 独 立 式 喷 嘴 挤 出 系 统 , 无 热 流<br />
道 。<br />
• 无 注 塑 点 , 无 痕 性 , 瓶 底 无 厚 重<br />
感 。<br />
• 无 毛 边 , 瓶 身 与 瓶 壁 整 齐 划 一 。<br />
• 压 塑 成 型 工 艺 应 力 低 , 无 需 定 位 的<br />
特 点 , 成 品 质 量 得 到 保 证 。<br />
• 原 料 的 合 理 分 布 , 使 成 品 轻 量 化 成<br />
为 可 能 , 瓶 壁 厚 度 均 匀 。<br />
• 瓶 颈 质 量 优 化 。<br />
• 瓶 胚 模 压 成 型 , 降 低 应 力 , 无 需 定<br />
位<br />
• 容 器 轻 量 化<br />
• 降 低 环 境 中 的 SCR( 脱 硝 催 化<br />
剂 )<br />
• 公 差 范 围 更 精 确<br />
• 减 少 不 良 品 和 毛 边 。<br />
• 温 度 低 , 循 环 时 间 缩 短 , 所 需 能 耗 低<br />
• 工 艺 的 简 单 化 , 减 少 设 备 的 维 护 保 养<br />
• 工 艺 的 简 单 化 , 无 需 专 业 化 操 作 工 人<br />
• 没 有 哪 一 部 分 工 艺 是 创 新 , 简 言 之 , 两 种 已 知<br />
工 艺 的 结 合 , 即 压 塑 成 型 和 吹 塑 成 型 。
ES<br />
Cost Balance total:<br />
• Gracias a la baja temperatura de<br />
fusión también se consigue una mayor<br />
tasa de producción y es necesario<br />
menos tiempo de enfriado.<br />
• Consumo energético<br />
considerablemente menor.<br />
• Funcionamiento continuo de la<br />
máquina sin necesidad de desplazamientos.<br />
• Gracias a una mejor distribución del material por<br />
las paredes del recipiente se consiguen botellas<br />
más ligeras.<br />
• Inversión de capital competitiva por cada 1000<br />
envases producidos.<br />
• Una producción mayor da como resultado menos<br />
mano de obra por cada 1000 envases.<br />
• Tanto el proceso compacto como la máquina<br />
requieren un menor espacio ocupado.<br />
• Incluyendo los procesos secundarios e inspección<br />
dentro del espacio de la máquina se precisa menor<br />
equipo de apoyo.<br />
• Coste de mantenimiento menor gracias al hecho<br />
de ser una máquina compacta completa.<br />
Calidad mejorada de las botellas<br />
• La tecnología CBF reduce la<br />
variabilidad, lo cual mejora las<br />
tolerancias y las posibilidades<br />
estadísticas;<br />
• Proceso de fabricación muy repetitiva<br />
que proporciona una consistencia<br />
óptima;<br />
• El moldeo por compresión proporciona un<br />
menor estrés y orientación;<br />
• Sistema de extrusión de boquilla única; no<br />
con canal caliente;<br />
• La ausencia de orificio de inyección elimina marcas<br />
y fondos pesados;<br />
• No quedan restos: ni marcas ni rebabas que<br />
recortar y volver a procesar;<br />
• Calidad mejorada gracias a la ausencia de<br />
orientación y al intrínseco y menor estrés durante<br />
el moldeo;<br />
• Mejor distribución del material por las paredes del<br />
envase que hace posible botellas más ligeras, así<br />
como paredes con un espesor más uni<strong>for</strong>me;<br />
• Calidad del acabado del cuello superior.<br />
Sostenibilidad<br />
• Menor potencia consumida<br />
• Entre un 30% y un 35%, dependiendo<br />
del tipo de resina;<br />
• menor consumo energético por<br />
cada hora de funcionamiento;<br />
• tasas de producción mejoradas reducen la<br />
necesidad energética se requiere un aplanado<br />
de la zona.<br />
• Menor peso en las piezas;<br />
• Área de trabajo reducida, menor inversión de<br />
capital;<br />
• No genera residuos<br />
Tecnología<br />
• Gracias al reducido estrés y orientación<br />
que ofrece el moldeo por compresión<br />
se consigue:<br />
• Envases más ligeros;<br />
• reducción reacciones medio<br />
ambientales (SCR, Selective Catalytic<br />
Reduction)<br />
• Tolerancias más ajustadas<br />
• Menos envases defectuosos y menos<br />
residuos.<br />
• Las menores temperaturas requeridas para<br />
el proceso reducen los ciclos y los requisitos<br />
energéticos.<br />
• La simplicidad de la tecnología reduce el<br />
mantenimiento y reduce o elimina, la necesidad de<br />
operarios altamente cualificados.<br />
• Ninguna parte del diseño es nueva; tan solo se<br />
trata de una combinación única de dos tipos de<br />
tecnología conocidas: el moldeo por compresión y<br />
el moldeo por soplado.
FR Analyse du coût total:<br />
au cours du moulage ;<br />
• Cadence de production plus élevée<br />
grâce aussi à des températures de<br />
fusion inférieures comportant un temps<br />
de refroidissement plus court.<br />
• Réduction considérable de la<br />
consommation d’énergie.<br />
• Machine travaillant en continu ; AUCUN<br />
transfert n’est requis.<br />
• Meilleure distribution du matériau à travers les parois<br />
du récipient, ce qui permet d’obtenir des bouteilles<br />
plus légères.<br />
• Investissement de capitaux compétitif sur 1000<br />
récipients produits.<br />
• La cadence de production plus élevée comporte<br />
également moins de main-d’œuvre pour 1000<br />
récipients.<br />
• Le processus et la machine compacts comportent<br />
des dimensions d’encombrement plus réduites.<br />
• L’introduction de processus et de contrôles secondaires<br />
à l’intérieur des dimensions d’encombrement de la<br />
machine entraîne moins d’équipement de support.<br />
• Diminution des coûts de maintenance grâce à une<br />
machine compacte complète.<br />
Meilleure Qualité des Bouteilles<br />
• La technologie CBF réduit la variabilité<br />
et améliore les tolérances ainsi que les<br />
possibilités statistiques ;<br />
• Processus de production hautement<br />
répétitif assurant une régularité optimale ;<br />
• Le moulage par compression réduit<br />
les contraintes et l’orientation ;<br />
• Système d’extrusion à une buse - pas de chambre<br />
chaude ;<br />
• Pas de point d’injection, ce qui élimine les traces et<br />
fonds lourd ;<br />
• Pas de déchets ; absence de bavures et calottes à<br />
ébarber et rebroyer ;<br />
• Meilleure qualité de la bouteille due au manque<br />
d’orientation et à une contrainte intrinsèque moindre<br />
• Meilleure distribution du matériau à travers le récipient,<br />
ce qui permet d’obtenir des bouteilles plus légères et<br />
des parois d’une épaisseur plus uni<strong>for</strong>me ;<br />
• Qualité supérieur du col.<br />
Soutenabilité<br />
• Consommation d’énergie inférieure<br />
• de 30 à 35% en fonction du type de<br />
résine ;<br />
• consommation électrique inférieure<br />
par heure de fonctionnement ;<br />
• cadence de production améliorée réduisant<br />
encore plus<br />
• le besoin d’énergie<br />
• pièce plus légère ;<br />
• encombrement réduit, investissement de capitaux<br />
inférieur ;<br />
• pas de déchets à la suite du processus de production<br />
Technologie<br />
• La contrainte et l’orientations réduites<br />
suite au moulage par compression de la<br />
pré<strong>for</strong>me permettent d’obtenir :<br />
• des récipients plus légers ;<br />
• un recours plus limité à la technologie<br />
SCR<br />
• Des tolérances plus étroites<br />
• Moins de récipients rejetés et moins de déchets.<br />
• Les températures inférieures requises par le processus<br />
réduisent le temps du cycle ainsi que les exigences en<br />
termes d’énergie.<br />
• La simplicité de la technologie réduit les exigences de<br />
maintenance<br />
• La simplicité de la technologie réduit ou élimine<br />
l’exigence de disposer d’une main-d’œuvre hautement<br />
spécialisée.<br />
• Aucune partie de cette technologie n’est nouvelle,<br />
il s’agit tout simplement de la combinaison unique<br />
de deux technologies connues, le moulage par<br />
compression et le moulage par soufflage.
<strong>Sacmi</strong> Imola S.C. Via Selice Prov.le , 17/A - 40026 Imola (BO) Italy<br />
Tel. +39 0542 607111 - Fax. +39 0542 642354<br />
E-mail: sacmi@sacmi.it<br />
www.sacmi.com<br />
The manufacturer reserves the right to make changes without notice. 10/2010_SI_EN FR ES