Procesos - Torno, Cuidado con el corte inutil - Revista Metal Actual
Procesos - Torno, Cuidado con el corte inutil - Revista Metal Actual
Procesos - Torno, Cuidado con el corte inutil - Revista Metal Actual

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
21 21<br />
PROCESOS<br />
Foto: <strong>Metal</strong> <strong>Actual</strong>.<br />
<strong>Torno</strong>s<br />
<strong>Cuidado</strong> <strong>con</strong> <strong>el</strong> <strong>corte</strong> inútil<br />
Camilo Marín Villar<br />
Periodista <strong>Metal</strong> <strong>Actual</strong><br />
Vivir para cortar,<br />
cortar para vivir o<br />
vivir cortando. La<br />
cuestión es cortar<br />
bien…<br />
El artículo siguiente describe<br />
las principales variables<br />
que intervienen en<br />
la v<strong>el</strong>ocidad d<strong>el</strong> torneado<br />
y <strong>con</strong>tiene algunas recomendaciones<br />
para mejorar<br />
la productividad de los<br />
mecanizados.<br />
Tornear bien, es cortar bien. Es en<strong>con</strong>trar <strong>el</strong> equilibrio<br />
preciso al combinar los <strong>el</strong>ementos d<strong>el</strong> proceso: <strong>el</strong> recurso<br />
humano, materia prima, herramientas y máquinas para<br />
la obtención de un exc<strong>el</strong>ente producto. El ajuste perfecto<br />
para evitar los <strong>corte</strong>s inútiles, minimizar los costos por<br />
unidad y maximizar la v<strong>el</strong>ocidad de producción.<br />
En ese sentido, se puede afirmar que un <strong>corte</strong> es útil,<br />
cuando <strong>el</strong> resultado es un producto de calidad, ajustado<br />
al requerimiento industrial y obtenido en <strong>el</strong> menor tiempo<br />
posible y al menor costo. En últimas un buen <strong>corte</strong> es<br />
sinónimo de trabajo eficiente.<br />
Sin embargo, es imposible ser eficiente sino se corrigen<br />
los errores que más afectan la productividad d<strong>el</strong>
22<br />
PROCESOS<br />
proceso. Corregir errores como: <strong>el</strong><br />
afilado deficiente de herramientas,<br />
des<strong>con</strong>ocimiento de las propiedades<br />
de los materiales y mal uso de<br />
las máquinas. Todo lo que genera<br />
tiempos muertos y, por lo tanto,<br />
improductivos.<br />
Más graves son los errores cometidos<br />
durante <strong>el</strong> <strong>corte</strong>, que suponen<br />
periodos doblemente largos al tener<br />
que repetir <strong>el</strong> proceso. Igualmente<br />
negativo es la pérdida d<strong>el</strong> tiempo<br />
por causa de mediciones erróneas:<br />
pues <strong>con</strong>sume una cantidad de materia<br />
prima que pocas veces se puede<br />
recuperar.<br />
Una cuestión de v<strong>el</strong>ocidad<br />
En entrevista para <strong>Metal</strong> <strong>Actual</strong>, <strong>el</strong><br />
ingeniero mecánico e instructor d<strong>el</strong><br />
Sena desde hace 30 años, Oswaldo<br />
Morales, explicó que las fallas más<br />
comunes en la mecanización radican<br />
en <strong>el</strong> mal uso de las v<strong>el</strong>ocidades de<br />
torneado, ocasionando cuantiosas<br />
pérdidas e<strong>con</strong>ómicas para <strong>el</strong> sector.<br />
Morales asegura que la productividad<br />
d<strong>el</strong> trabajo disminuye cuando <strong>el</strong><br />
operario <strong>el</strong>ige v<strong>el</strong>ocidades de <strong>corte</strong><br />
erróneas.<br />
Y es que, dependiendo de la <strong>el</strong>ección<br />
adecuada de la v<strong>el</strong>ocidad <strong>con</strong> la que<br />
gira la pieza de trabajo en <strong>el</strong> torno,<br />
se pueden o no obtener resultados<br />
satisfactorios. Una v<strong>el</strong>ocidad de <strong>corte</strong><br />
muy baja ocasionará pérdidas de<br />
tiempo; una v<strong>el</strong>ocidad muy alta hará<br />
que la herramienta pierda <strong>el</strong> filo muy<br />
pronto y se gastará más tiempo al volver<br />
a afilarla, (<strong>el</strong> promedio d<strong>el</strong> tiempo<br />
entre afilados es de 15 minutos). Por<br />
<strong>el</strong>lo, <strong>el</strong>egir la v<strong>el</strong>ocidad correcta es<br />
importante si lo que se quiere es aumentar<br />
<strong>el</strong> volumen de producción y la<br />
duración de la herramienta.<br />
Así mismo trabajar <strong>con</strong> una v<strong>el</strong>ocidad<br />
baja produce acabados deficientes,<br />
altos índices de rugosidad y mala<br />
calidad d<strong>el</strong> producto final. En muchos<br />
casos un mal ajuste aumenta<br />
la temperatura d<strong>el</strong> material y causa<br />
vibración en la máquina.<br />
Esto no solamente <strong>el</strong>eva <strong>el</strong> tiempo de<br />
mecanizado, <strong>el</strong> <strong>con</strong>sumo de energía<br />
y <strong>el</strong> costo global, también genera<br />
<strong>con</strong>tornos opacos, mala calidad superficial<br />
y reducción de la vida de la<br />
herramienta.<br />
El operario debe <strong>el</strong>egir la v<strong>el</strong>ocidad<br />
de <strong>corte</strong>, sustentando su decisión<br />
en <strong>el</strong> <strong>con</strong>ocimiento de tres variables<br />
principalmente: La v<strong>el</strong>ocidad<br />
Oswaldo Morales.<br />
Ingeniero Mecánico.<br />
Instructor<br />
d<strong>el</strong> Sena área<br />
<strong>Metal</strong>mecánica.<br />
específica de <strong>corte</strong> d<strong>el</strong> material, <strong>el</strong><br />
tipo de herramienta y <strong>el</strong> trabajo a<br />
realizar. Temas de vital importancia<br />
a la hora de ajustar la v<strong>el</strong>ocidad d<strong>el</strong><br />
mecanizado.<br />
Variables<br />
• La V<strong>el</strong>ocidad de Corte (Vc): Es <strong>el</strong><br />
movimiento circular de la pieza a mecanizar<br />
<strong>con</strong> respecto a la herramienta<br />
de <strong>corte</strong> en un minuto y se expresa<br />
en metros por minuto (m/min.). En<br />
suma, la Vc representa <strong>el</strong> número de<br />
giros d<strong>el</strong> material frente a la cuchilla<br />
en <strong>el</strong> tiempo antes mencionado. Por<br />
ejemplo: si <strong>el</strong> acero a mecanizar tiene<br />
una v<strong>el</strong>ocidad de <strong>corte</strong> de 50m/min.,<br />
quiere decir que se debe ajustar la Vc<br />
de modo que 50 metros d<strong>el</strong> diámetro<br />
de la circunferencia de la pieza (equivalentes<br />
a 50 metros lineales) pasen<br />
frente a la punta de la herramienta<br />
en un minuto.<br />
Los productores de metales y los<br />
fabricantes de herramientas, generalmente<br />
acompañan sus productos<br />
<strong>con</strong> las v<strong>el</strong>ocidades de <strong>corte</strong> más<br />
<strong>con</strong>venientes para hacer eficiente <strong>el</strong><br />
mecanizado y optimizar <strong>el</strong> trabajo<br />
de las cuchillas.<br />
Fórmula para hallar Vc<br />
Vc = x D x n<br />
1000<br />
Vc = V<strong>el</strong>ocidad de <strong>corte</strong><br />
= Número pi (3.1416)<br />
n = Número de revoluciones<br />
por minuto d<strong>el</strong> husillo<br />
D = Diámetro de la pieza.<br />
Tips<br />
Cuando se tornean piezas d<strong>el</strong>gadas<br />
es recomendable utilizar la v<strong>el</strong>ocidad<br />
máxima posible, un avance<br />
largo y poca profundidad de <strong>corte</strong>,<br />
para mejorar los resultados.
24<br />
PROCESOS<br />
• V<strong>el</strong>ocidad de Avance (Va): Es <strong>el</strong><br />
movimiento lineal r<strong>el</strong>ativo entre<br />
la pieza a máquinar y la herramienta<br />
de <strong>corte</strong>, se expresa en<br />
milímetros por minuto (mm/min).<br />
En otras palabras, <strong>el</strong> avance en <strong>el</strong><br />
torno se define como la distancia<br />
que recorre la herramienta<br />
de <strong>corte</strong> a lo largo de la pieza,<br />
por cada vu<strong>el</strong>ta. Por ejemplo: si<br />
<strong>el</strong> torno está graduado para un<br />
avance de 0.30mm, entonces la<br />
herramienta de <strong>corte</strong> avanzará<br />
a lo largo de la pieza de trabajo<br />
0.30mm por vu<strong>el</strong>ta completa de<br />
la pieza.<br />
La incorrecta <strong>el</strong>ección de las v<strong>el</strong>ocidades de <strong>corte</strong> ocasiona<br />
pérdidas de tiempo, acabados deficientes, altos<br />
índices de rugosidad y mala calidad d<strong>el</strong> producto final.<br />
Tips<br />
Al tornear piezas grandes –<br />
100mm o más– es indispensable<br />
sujetar muy bien <strong>el</strong> material.<br />
Utilizar tornos de alta potencia,<br />
superiores a 7.5 Kw, y herramientas<br />
tipo insertos de cerámicas. Así<br />
se logrará la v<strong>el</strong>ocidad de <strong>corte</strong><br />
máxima <strong>con</strong> <strong>el</strong> mejor avance y la<br />
mayor profundidad.<br />
En los tornos <strong>con</strong>vencionales <strong>el</strong><br />
avance depende de las revoluciones<br />
por minuto, por esto la<br />
v<strong>el</strong>ocidad de avance también se<br />
expresa regularmente en pulgadas<br />
por revoluciones (pulg/rev)<br />
ó milímetros por revoluciones<br />
(mm/rev). Los tornos de Control<br />
Numérico Computarizado (CNC)<br />
y en los tornos de fabricación<br />
reciente cuentan un accionamiento<br />
separado para <strong>el</strong> avance<br />
y la Va se expresa en pulg/min<br />
ó mm/min.<br />
Fórmula para hallar Va<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
Va= n x f<br />
Va= V<strong>el</strong>ocidad de avance<br />
n= Número de revoluciones por minuto<br />
d<strong>el</strong> husillo<br />
f= milímetros por revoluciones de la<br />
pieza<br />
• Profundidad de <strong>corte</strong> (t): Es la medida<br />
que penetra la herramienta<br />
en la pieza de trabajo arrancando<br />
una capa de material en forma de<br />
viruta. Se representa por la letra<br />
t y se expresa en pulgadas ó milímetros.<br />
También se define como <strong>el</strong><br />
espesor de material removido en<br />
una pasada de la herramienta de<br />
<strong>corte</strong>. La profundidad d<strong>el</strong> <strong>corte</strong> está<br />
r<strong>el</strong>acionada <strong>con</strong> <strong>el</strong> objetivo d<strong>el</strong> mecanizado.<br />
Generalmente la industria<br />
hace dos tipos de mecanizados: <strong>el</strong><br />
desbaste primario, <strong>el</strong> cual se usa<br />
para remover grandes cantidades<br />
de material y producir una forma<br />
cercana a la deseada y <strong>el</strong> desbaste<br />
secundario ó de acabado, utilizado<br />
para obtener las dimensiones finales<br />
de la pieza. Tanto en los procesos<br />
de desbaste como de acabado<br />
hay que s<strong>el</strong>eccionar la v<strong>el</strong>ocidad y<br />
profundidad de <strong>corte</strong> correcta para<br />
lograr combinar un avance <strong>el</strong>evado<br />
y un eficiente <strong>corte</strong>.<br />
La profundidad de <strong>corte</strong> está limitada<br />
por la potencia d<strong>el</strong> motor que<br />
tiene la máquina, la cual se expresa<br />
en kilovatios (Kw). En Colombia la<br />
mayoría de tornos que se utilizan<br />
son de tipo mecánico cuya potencia<br />
máxima es de: 7.5 Kw., aproximadamente.<br />
Dicha potencia también<br />
depende la capacidad (robustez)<br />
de bancada –bastidor de fundición<br />
que soporta todas las partes d<strong>el</strong><br />
torno– y d<strong>el</strong> tamaño d<strong>el</strong> cabezal<br />
fijo, pieza formada por <strong>el</strong> eje principal<br />
y <strong>el</strong> husillo, donde se hace<br />
girar <strong>el</strong> material a mecanizar. Esto<br />
quiere decir que a mayor tamaño<br />
de bancada y cabezal más potencia<br />
de trabajo y fuerza para lograr<br />
altas profundidades de <strong>corte</strong>.<br />
Tips<br />
No sobrecargue <strong>el</strong> mecanizado<br />
<strong>con</strong> una profundidad de <strong>corte</strong><br />
muy grande, en los tornos <strong>con</strong>vencionales<br />
<strong>el</strong> desplazamiento<br />
máximo en promedio es de 2.5<br />
milímetros de radio, 5 milímetros<br />
de diámetro.
PROCESOS<br />
25<br />
La siguiente tabla <strong>con</strong>tiene las v<strong>el</strong>ocidades de <strong>corte</strong> y avance para mecanizados en acero <strong>con</strong> herramientas de acero<br />
rápido, carburo de tungsteno, sin recubrimiento, <strong>con</strong> recubrimiento de titanio y cermets.<br />
Aceros designación<br />
AISI/SAE<br />
1010, 1016, 1020,<br />
1024, 1026<br />
1030,1035,<br />
1040, 1045<br />
Dureza<br />
Brin<strong>el</strong>l<br />
Acero rápido<br />
V<strong>el</strong>ocidad<br />
de <strong>corte</strong><br />
100-125 37<br />
225-275 24<br />
Material de la herramienta<br />
Carburo tungsteno<br />
Carburo tungsteno<br />
recubierto<br />
Va= avance (0.0254mm Rev.)<br />
Cerámica metálica<br />
recubierta<br />
Cerment<br />
Vc= v<strong>el</strong>ocidad de <strong>corte</strong> (m/min.)<br />
min. Max min. Max min. Max min. Max<br />
Va 0,42 0,23 0,42 0,23 0,42 0,23 0,178 0,762<br />
Vc 120 160 140 180 547 817 454 553<br />
Va 0,432 0,203 0,432 0,203 0,711 0,33 - -<br />
Vc 80 120 230 293 357 500 - -<br />
4140, 4150 250-300 20 Va 0,431 0,203 0,431 0,203 0,254 0,127 0,177 0,076<br />
Vc 60 80 192 259 375 460 218 279<br />
4340, 8620 225-275 21 Va 0,431 0,203 0,431 0,203 0,177 0,076 0,177 0,076<br />
Vc 45 70 192 259 302 369 218 279<br />
Fuente Machinery’s Hand Book 29 edición de 1994 - Tradución Ing. Oswaldo Morales López.<br />
*Para la aplicación de esta tabla se debe hacer utilizando abundante fluido de <strong>corte</strong> sobre la herramienta y la pieza.<br />
Sobre <strong>el</strong> filo de la herramienta<br />
Las herramientas de <strong>corte</strong> para metales son utensilios<br />
de uso masivo en la industria metalmecánica, gran parte<br />
de la eficiencia d<strong>el</strong> torneado depende de utilizar la<br />
herramienta correcta. También llamada cuchilla o buril,<br />
la herramienta de <strong>corte</strong>, es clasificada según <strong>el</strong> tipo de<br />
material <strong>con</strong> que está hecha. Materiales como <strong>el</strong> acero<br />
se han usado desde La Revolución Industrial – mitad d<strong>el</strong><br />
siglo XVIII y principios d<strong>el</strong> XIX – para cortar o deformar<br />
otros metales. Sin embargo, en los últimos 60 años se<br />
han inventado nuevas herramientas. Más duras y resistentes<br />
a las temperaturas, incluso algunas no necesitan<br />
ser afiladas. Por lo general, a medida de que se dispuso
26<br />
PROCESOS<br />
Foto: <strong>Metal</strong> <strong>Actual</strong><br />
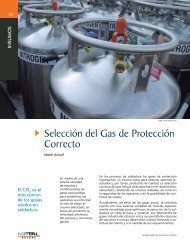
La viruta en forma de grano<br />
pequeño y sin filo es producto<br />
de un buen <strong>corte</strong> (Der), La viruta<br />
larga y filosa es producto de<br />
un mal <strong>corte</strong> (Izq)<br />
• Usos: Los aceros rápidos son utilizados<br />
para <strong>corte</strong>s en metales, maderas<br />
y plásticos. Son e<strong>con</strong>ómicos y reafilables.<br />
Su aplicación es muy versátil ya<br />
que se fabrican desde herramientas<br />
de mano, tubos, tuercas y tornillos;<br />
hasta piezas de máquinaria pesada.<br />
Sin embargo, la industria cada<br />
vez los usa menos por los tiempos<br />
muertos de la máquina, mientras se<br />
afilan las herramientas.<br />
de mejores materiales, se <strong>con</strong>struyeron<br />
máquinas y herramientas más<br />
grandes y potentes para producir<br />
piezas metálicas <strong>con</strong> mayor rapidez<br />
y e<strong>con</strong>omía.<br />
En la actualidad la industria metalmecánica<br />
clasifica las herramientas<br />
según <strong>el</strong> material d<strong>el</strong> que están hechas.<br />
A <strong>con</strong>tinuación se reseñan los<br />
principales tipos de herramientas.<br />
• Herramientas de acero no aleado<br />
(WS): En menor medida las fábricas<br />
nacionales trabajan <strong>con</strong> herramientas<br />
que <strong>con</strong>tienen entre<br />
0.5 a 1.5 por ciento de carbono.<br />
Soportan sin deformación o pérdida<br />
de filo hasta 250°C y se les<br />
<strong>con</strong>oce como cuchillas de acero<br />
al carbono.<br />
- Usos: Se utilizan para operaciones<br />
de torneado de baja<br />
v<strong>el</strong>ocidad y para algunas<br />
herramientas de <strong>corte</strong> para<br />
madera y plásticos. Son r<strong>el</strong>ativamente<br />
poco costosos y<br />
de fácil tratamiento térmico,<br />
pero no resisten usos rudos<br />
o temperaturas mayores de<br />
250°C. Con acero al carbono<br />
se hacen machu<strong>el</strong>os, terrajas,<br />
limas de mano y otras herramientas<br />
semejantes.<br />
- Recomendación: Las herramientas<br />
de <strong>corte</strong> de acero al<br />
carbono deben mantenerse<br />
frías mientras se afilan. Si aparece<br />
un color azul en la parte<br />
que se afila, es probable que se<br />
haya recocido, por accidente.<br />
• Herramientas de acero aleado<br />
(HSS): Estas son las herramientas<br />
más utilizadas por la industria<br />
colombiana, están hechas de<br />
aceros aleados <strong>con</strong> <strong>el</strong>ementos ferrosos<br />
como <strong>el</strong> tungsteno, cromo,<br />
vanadio, molibdeno (1) y otros. Las<br />
aleaciones básicas resisten hasta<br />
600°C. Hoy por hoy se han en<strong>con</strong>trado<br />
aleaciones <strong>con</strong> adición de<br />
tungsteno hasta d<strong>el</strong> 18 por ciento,<br />
lo cual les permite <strong>con</strong>servar su<br />
dureza a mayores temperaturas<br />
que los aceros simples. Se les llama<br />
también cuchillas de aceros<br />
rápidos.<br />
Foto: http://www.majosoft.com<br />
Foto: http://www.majosoft.com<br />
Herramientas tipo tungsteno. 815°C.<br />
Herramientas tipo HSS – Acero<br />
rápido. 600°C.<br />
- Recomendación: Para aprovechar<br />
la vida útil al máximo<br />
hay que evitar <strong>el</strong> sobrecalentamiento<br />
de la herramienta.<br />
Durante <strong>el</strong> torneado es importante<br />
que la temperatura<br />
generada por la fricción no<br />
supere los 540°C.
PROCESOS<br />
27<br />
• Herramientas de metales duros aleados (Tungsteno):<br />
También llamadas herramientas de tungsteno, están<br />
hechas <strong>con</strong> aleaciones donde <strong>el</strong> ingrediente principal<br />
es <strong>el</strong> polvo de carburo de tungsteno, que junto a una<br />
porción de cobalto le otorgan una resistencia de<br />
hasta 815°C.<br />
- Usos: Por su dureza y buena resistencia al desgaste<br />
son las herramientas más adecuadas para máquinar<br />
hierro colado, metales no ferrosos y algunos<br />
materiales no metálicos abrasivos. También se<br />
pueden emplear para <strong>el</strong>aborar herramientas. Una<br />
segunda categoría de los metales duros aleados,<br />
combina <strong>el</strong> carburo de tungsteno y de titanio. Se<br />
usan por lo general para máquinar acero, son resistentes<br />
a desportillamiento, que es un problema<br />
serio cuando se usa carburo de tungsteno para<br />
máquinar acero.<br />
- Recomendación: Los buriles de tungsteno soportan<br />
altas temperaturas por lo que se pueden hacer<br />
<strong>corte</strong>s <strong>con</strong>tinuos, es recomendable dar <strong>el</strong> posicionamiento<br />
correcto y sujetar fuerte la herramienta<br />
para su adecuado rendimiento.<br />
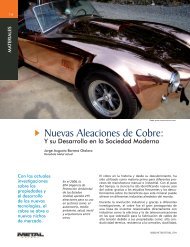
• Herramientas de cerámica (insertos o plaquitas):<br />
En la actualidad se <strong>con</strong>vierten la herramienta ideal<br />
para <strong>el</strong> torneado. Desde hace ya 35 años se vienen<br />
empleado las herramientas de cerámica para <strong>corte</strong>,<br />
las cuales se fabrican <strong>con</strong> polvo de óxido de aluminio<br />
(Al 2<br />
O 3<br />
) y nitruro de silicio (Si 3<br />
N 4<br />
) compactados en<br />
formas de insertos geométricos. Son muy duras y so-<br />
portan temperaturas de hasta 1.300°C, sin embargo<br />
también son frágiles y por <strong>el</strong>lo quebradizas, más que<br />
Foto: Sandvik Coromant. Productos para <strong>el</strong> mecanizado d<strong>el</strong> metal.<br />
Insertos o plaquitas, junto a algunos portainsertos.<br />
Material cerámico. 1.300°C.
28<br />
PROCESOS<br />
<strong>el</strong> carbono u otros materiales,<br />
por lo cual exigen ser soportadas<br />
en portaherramientas diseñados<br />
especialmente para cada forma<br />
geométrica.<br />
Son las más costosas y por esto<br />
parte de la industria decide no<br />
utilizarlas. Pero en retribución<br />
generan un exc<strong>el</strong>ente rendimiento<br />
de producción.<br />
- Usos: Son utilizadas en producciones<br />
en serie, como <strong>el</strong><br />
sector automotriz y las autopartes.<br />
Industria donde, por su<br />
buen desempeño, han logrado<br />
aumentar notablemente la<br />
cantidad de piezas fabricadas.<br />
El empleo de insertos en tornos<br />
de baja potencia no se<br />
justifica pues sería subutilizarlos.<br />
Las máquinas rígidas y<br />
potentes aprovechan toda la<br />
resistencia al calor y la dureza<br />
de estos materiales.<br />
- Recomendación: Como los<br />
insertos son bastante frágiles,<br />
deben estar muy bien<br />
soportadas en portaherramientas,<br />
porque se pueden<br />
romper o dañar <strong>con</strong> facilidad<br />
si la máquina vibra. Por<br />
desempeñarse muy bien en<br />
v<strong>el</strong>ocidades de mecanizado<br />
altas las herramientas de cerámica<br />
se recomiendan para<br />
<strong>corte</strong>s <strong>con</strong>stantes y de alto<br />
desempeño.<br />
Aunque los insertos de cerámica<br />
son las herramientas ideales para<br />
<strong>el</strong> mecanizado <strong>con</strong> torno, por su<br />
<strong>el</strong>evada inversión inicial, muchas<br />
empresas aún trabajan <strong>con</strong> cuchillas<br />
de aceros rápidos y tungsteno.<br />
Por eso es r<strong>el</strong>evante <strong>con</strong>ocer algunas<br />
pautas para afilar los buriles<br />
tradicionales.<br />
Tips<br />
Recomendaciones básicas para<br />
<strong>el</strong> afilado de un buril<br />
1. Emplear un esmeril <strong>con</strong><br />
grano grueso para desbaste y<br />
grano fino para acabado.<br />
2. Emplear las v<strong>el</strong>ocidades<br />
de rotación establecidas para<br />
cada tipo de esmeril.<br />
3. Comprobar que <strong>el</strong> esmeril<br />
gire en <strong>con</strong>tra d<strong>el</strong> borde de la<br />
herramienta.<br />
4. Evitar sobrecalentamientos<br />
durante <strong>el</strong> afilado y aplicar una<br />
presión moderada.<br />
5. Evitar <strong>el</strong> esmerilado cóncavo.<br />
6. Mantener los esmeriles<br />
limpios reavivándolos frecuentemente.<br />
8. Remover las cantidades excesivas<br />
de material<br />
9. No provocar choques térmicos<br />
al introducir bruscamente<br />
la herramienta en líquidos<br />
enfriados después de <strong>el</strong>evar<br />
su temperatura durante <strong>el</strong><br />
afilado.<br />
Aditivos<br />
El mecanizado genera fuerte fricción<br />
entre la herramienta y <strong>el</strong> material a<br />
trabajar, <strong>con</strong> <strong>el</strong>lo se producen altas<br />
temperaturas, que al no ser <strong>con</strong>troladas,<br />
pueden llegar a dañar los<br />
buriles. Un método para reducir la<br />
fricción y disminuir la temperatura es<br />
aplicar aditivos lubricantes o refrigerantes<br />
en <strong>el</strong> momento d<strong>el</strong> <strong>corte</strong>.<br />
Citas<br />
1) Molibdeno. (D<strong>el</strong> lat. molybdaena, y este<br />
d<strong>el</strong> griego. µ, trocito de plomo). Elemento<br />
químico de número atómico. 42. <strong>Metal</strong><br />
escaso en la <strong>corte</strong>za terrestre, se encuentra<br />
generalmente en forma de sulfuro. De color<br />
gris o negro y brillo plateado, pesado y<br />
<strong>con</strong> un <strong>el</strong>evado punto de fusión, es blando<br />
y dúctil en estado puro, pero quebradizo<br />
si presenta impurezas. Se usa en la fabricación<br />
de aceros y filamentos resistentes a<br />
altas temperaturas. (Símb. Mo).<br />
Fuentes<br />
Tips<br />
• El aditivo debe ser transparente<br />
(permite al operario ver<br />
lo que está haciendo), poseer<br />
una baja viscosidad, que cubra<br />
completamente la herramienta<br />
y la pieza, refrescando y<br />
diminuyendo la temperatura.<br />
Esto evita que se desafile muy<br />
rápido la herramienta.<br />
• Su forma debe ser aceitosa<br />
y no acuosa, para que no se<br />
degrade rápidamente y mejore<br />
<strong>el</strong> deslizamiento de la cuchilla<br />
y la salida fácil de la viruta.<br />
• No debe ser toxico, ni inflamable.<br />
esmeril.<br />
• Oswaldo Morales López. Ingeniero mecánico,<br />
especializado en mecanizado de<br />
alta v<strong>el</strong>ocidad. <strong>Actual</strong>mente instructor d<strong>el</strong><br />
Sena, en <strong>el</strong> área de metalmecánica. E-mail:<br />
omoralesl@sena.edu.co<br />
• Jhon Coronado Marín, Ingeniero Mecánico,<br />
Magíster en Ciencias en Ingeniería Mecánica,<br />
Profesor de la Universidad d<strong>el</strong> Valle. Escu<strong>el</strong>a<br />
de Ingeniería Mecánica, Catedrático de la<br />
Universidad ICESI. Departamento de Ciencia<br />
y Tecnología. ECONOMÍA EN EL MáquinaDO<br />
PARA LA INDUSTRIA METALMECÁNICA. E-<br />
mail: jhoncoro@univalle.edu.co<br />
• El Desarrollo Industrial Frente a la Reestructuración.<br />
Autor: Gabri<strong>el</strong> Ramos Poveda,<br />
Gabri<strong>el</strong>. Consultor Industrial. Publicado<br />
por Fedemetal y Sena.