Bienvenido 'Pipe', Clave para el Despertar Industrial - Revista Metal ...
Bienvenido 'Pipe', Clave para el Despertar Industrial - Revista Metal ...
Bienvenido 'Pipe', Clave para el Despertar Industrial - Revista Metal ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
74<br />
TALLER<br />
Sistema de Sujeción Rápido<br />
Herramientas Personalizadas<br />
Sena – Centro <strong>Metal</strong>mecánico<br />
Regional Distrito Capital<br />
Tanto en <strong>el</strong> torneado y fresado convencional, como en los<br />
complejos centros de mecanizado de altas v<strong>el</strong>ocidades,<br />
<strong>el</strong> objetivo es obtener la mayor productividad posible.<br />
Para lograr esta meta, es imprescindible una sujeción<br />
rápida y eficaz de la pieza, <strong>para</strong> <strong>el</strong>lo los talleres de<br />
maquinado deben disponer de utillaje de apriete rápido<br />
<strong>para</strong> sujetar las piezas y cortarlas con un mínimo<br />
de interrupciones, además <strong>para</strong> que <strong>el</strong> operario pueda<br />
realizar operaciones adicionales de forma simultánea, y<br />
así lograr <strong>el</strong> mayor número de partes a mecanizar por<br />
ciclo de trabajo.<br />
Precisamente, <strong>el</strong> siguiente proyecto apunta al cumplimiento<br />
de estos objetivos. El taller de la presente edición<br />
describe de manera práctica, paso a paso, la fabricación<br />
de un sistema de fijación <strong>para</strong> mesa de fresadora, cuyo<br />
diseño propiamente se asemeja a una brida de amarre<br />
rápido. El mod<strong>el</strong>o que se propone está concebido <strong>para</strong><br />
permitir una sujeción ágil, con máxima eficiencia en la<br />
carga/descarga de piezas por ciclo y, adicionalmente,<br />
aprovechar al máximo <strong>el</strong> área de mecanizado.<br />
Básicamente, son dos mordazas trabajando en pareja,<br />
una permanece fija, como punto de apoyo principal, y la<br />
otra es móvil, se desplaza sobre su base con un tornillo<br />
de ajuste <strong>para</strong> abrir y cerrar. La <strong>el</strong>evada fuerza de amarre<br />
conseguida por <strong>el</strong> simple de uso de las mordazas, hace<br />
de esta prensa una herramienta cómoda <strong>para</strong> su utilización<br />
y segura <strong>para</strong> evitar vibraciones producidas por las<br />
altas exigencias d<strong>el</strong> mecanizado.<br />
Este sistema es recomendable tanto <strong>para</strong> producciones<br />
unitarias, como <strong>para</strong> series no excesivamente grandes. El<br />
operario puede alinear varias piezas a lo largo y ancho<br />
de la mesa, con dos o más bridas, <strong>para</strong> mecanizados continuos,<br />
lo cual ahorra tiempo y mejora sustancialmente<br />
la productividad.<br />
WWW.METALACTUAL.COM
TALLER<br />
75<br />
Ruta de Trabajo<br />
El proyecto ha sido concebido por <strong>el</strong> Centro <strong>Metal</strong>mecánico d<strong>el</strong> Sena, Distrito Capital, <strong>para</strong> que se pueda fabricar<br />
con fresadora o en su defecto un taladro fresador y un torno. El operario debe maquinar siete piezas d<strong>el</strong> sistema de<br />
sujeción, pues los tornillos de amarre de la prensa y <strong>el</strong> tornillo prisionero se adquieren comercialmente.<br />
Los siguientes son los componentes a fabricar que conforman este sistema: Base y soporte d<strong>el</strong> tornillo principal;<br />
mordaza fija y móvil; tornillo de ajuste, y Ts de sujeción.<br />
Las partes pueden ser mecanizadas en acero <strong>para</strong> maquinaria, preferiblemente SAE1020, que en la norma DIN sería<br />
un C 22, cuya dureza Brin<strong>el</strong>l está entre 140 y 180, <strong>el</strong> cual se puede cementar, templar o también aplicar un revenido,<br />
<strong>para</strong> aumentar su resistencia mecánica. No obstante, este tipo de material sin tratamiento, tiene buen comportamiento<br />
en herramientas de sujeción.<br />
Antes de la descripción detallada de cada pieza, conviene recordar que los primeros pasos de la ruta de trabajo, es<br />
decir, <strong>el</strong> alistamiento, corte y escuadrado de metal, alineación de la prensa y planeado, son iguales <strong>para</strong> todos los<br />
siete bloques de acero.<br />
Una vez finalice <strong>el</strong> corte de los siete bloques de acero, de al menos 0.5 mm sobre las medidas de cada pieza, oriente<br />
la prensa de manera que la superficie plana de la mordaza fija quede perfectamente alineada con <strong>el</strong> cabezal de la<br />
máquina. Para <strong>el</strong>lo utilice un com<strong>para</strong>dor de carátula.<br />
Monte <strong>el</strong> material en bruto en la mordaza fija. Con un escariador a 90°, escuadre cada bloque y, con la planeadora,<br />
realice <strong>el</strong> planeado d<strong>el</strong> material, por cada una de las seis caras de la base. Como podrá observar en <strong>el</strong> plano, la<br />
tolerancia de las piezas es de ± 0,02 mm, lo cual permite un exc<strong>el</strong>ente ajuste de cada componente.<br />
WWW.METALACTUAL.COM
76 TALLER<br />
La planeación d<strong>el</strong> proceso requiere de dividir los procesos <strong>el</strong> mecanizado en pasos que se adapten bien a las máquinas<br />
herramienta correspondientes. En forma general, es mejor realizar la mayor cantidad de operaciones por agarre.<br />
Base<br />
Una vez listo <strong>el</strong> material, proceda a realizar <strong>el</strong> mecanizado de forma. Primero hay que cortar la base de la prensa, la<br />
cual consta de dos partes: a) Base –50x40x25 mm– y b) Soporte d<strong>el</strong> tornillo principal –50x40x25 mm–.<br />
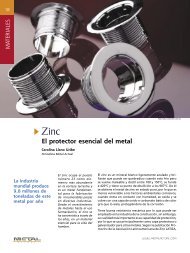
a. Base: Tal como se puede apreciar en <strong>el</strong> plano y en las imágenes, esta pieza tiene tres ranuras y dos agujeros pasantes<br />
en su cara superior; en la cara inferior lleva un escalón que entra en la bancada de la fresadora.<br />
Inicie <strong>el</strong> corte de la ranura central, que sirve <strong>para</strong> <strong>el</strong> desplazamiento de la mordaza móvil, fíjese que la ranura tiene<br />
una inclinación en ambos lados a 60° <strong>para</strong> <strong>el</strong> acople tipo “cola de milano”, dicha unión genera exc<strong>el</strong>ente fuerza<br />
de agarre, y hace que <strong>el</strong> sistema sea apropiado y efectivo cuando se efectúan cortes tanto interrumpidos como<br />
continuos.<br />
Para este mecanizado, después de realizar las pasadas necesarias con <strong>el</strong> escariador de 12 mm y alcanzar la profundidad<br />
de la ranura central (5.0 mm), debe emplear la fresa a 60°, <strong>para</strong> profundizar la inclinación hasta totalizar 13 mm.<br />
Recuerde que <strong>para</strong> verificar medidas angulares, en <strong>el</strong> caso de superficies inclinadas, no es tan fácil hacerlo como en<br />
las medidas tradicionales, porque los vértices de los ángulos no están a 90°. Entonces, coloque dos esferas o pernos en<br />
los vértices de la ranura y mida la distancia existente entre éstos. A esta distancia se le añade, la medida de los pernos.<br />
Mecanice la ranura transversal, que forma una T con la ranura central. Realice la cavidad superior de la base en<br />
la cual descansará <strong>el</strong> soporte d<strong>el</strong> tornillo principal; nótese que esta cavidad tiene esquinas con radio de 4,7 mm.<br />
Después, taladre los dos agujeros laterales que servirán <strong>para</strong> amarrar la prensa móvil a la mesa de la fresadora.<br />
WWW.METALACTUAL.COM
TALLER<br />
77<br />
Mecanice la parte inferior de la base <strong>para</strong> realizar <strong>el</strong><br />
escalón que entra en la mesa de la máquina, en esta<br />
operación utilice un escariador vertical.<br />
Con una lima <strong>para</strong> retirar rebabas pula muy bien las<br />
aristas de la pieza.<br />
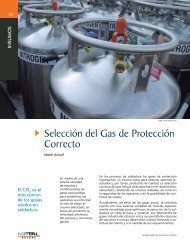
b. Soporte d<strong>el</strong> tornillo principal: Monte <strong>el</strong> segundo bloque<br />
de acero, correspondiente al cubo de 50x40x25<br />
mm, y taladre un agujero central con la broca de 12<br />
mm, <strong>para</strong> un tornillo de rosca M14 con paso 95, <strong>el</strong><br />
cual cerrará y abrirá la mordaza móvil.<br />
Proceda a cambiar la broca <strong>para</strong> taladrar los agujeros<br />
de cara superior de la pieza. Son perforaciones con acabado<br />
H9. En estos agujeros, generalmente, se utilizan<br />
rimas <strong>para</strong> dar <strong>el</strong> acabado perfecto, pero en este caso se<br />
puede usar una broca de 8.8 mm y finalmente, pasar una<br />
rima de 9.0 mm <strong>para</strong> lograr <strong>el</strong> ajuste requerido. Una vez<br />
hecho esto, proceda a perforar los alojamientos <strong>para</strong> las<br />
cabezas de los tornillos.<br />
WWW.METALACTUAL.COM
78 TALLER<br />
Ahora, utilice un escariador <strong>para</strong> mecanizar <strong>el</strong> escalón inferior de la tuerca que entra en la base. Desmonte la pieza,<br />
rosque <strong>el</strong> agujero d<strong>el</strong> tornillo, con <strong>el</strong> juego de machos correspondiente, y, con la lima, pula las esquinas hasta lograr<br />
la radio d<strong>el</strong> escalón inferior.<br />
Hay herramientas especiales <strong>para</strong> realizar alojamientos, pero si no cuenta con esta opción, puede utilizar una fresa<br />
o broca de 12,9 mm.<br />
Finalmente, lime los filos de ambas piezas con un rebabador, verifique tolerancias de ± 0,02 mm y rugosidad de 3.2 Ra.<br />
La producción en altos volúmenes de componentes se logra mejor al mecanizar con herramientas a la medida. Esto<br />
permitirá la mayor densidad de piezas en la máquina y la ubicación de estas en puntos usualmente no accesibles<br />
utilizando una prensa.<br />
WWW.METALACTUAL.COM
TALLER<br />
79<br />
Mordazas<br />
El sistema de sujeción de apriete rápido cuenta con dos mordazas, una de las cuales va fija, acuñada a las ranuras<br />
de la mesa, y la otra va montada en la base de la prensa, con <strong>el</strong> fin de que abra y cierre, presionada por <strong>el</strong> tornillo<br />
principal.<br />
• Móvil: Para la mordaza móvil hay que <strong>el</strong>egir <strong>el</strong> bloque de acero de 80x35x30 mm, previamente escuadrado y planeado.<br />
Comience taladrando <strong>el</strong> agujero central. Posteriormente, con una fresa vertical a 90º inicie <strong>el</strong> mecanizado d<strong>el</strong> macho,<br />
en la parte inferior de la pieza, <strong>el</strong> cual entrará en la ranura “cola de milano” de la base. Desprenda <strong>el</strong> material<br />
sobrante hasta acercase a la medida exacta d<strong>el</strong> tramo (30x23,4x4.0 mm), y allí cambie la herramienta por una fresa<br />
“cola de milano” a 60º, <strong>para</strong> darle la medida a la inclinación.<br />
Al verificar medidas, use los cilindros o bujes (4,0 mm) en ambos lados d<strong>el</strong> escalón, verifique con un calibrador y reste<br />
la medida de los cilindros.<br />
Continué con <strong>el</strong> proceso y ejecute <strong>el</strong> mecanizado de la cara frontal de la mordaza móvil, como podrá observar en <strong>el</strong><br />
plano, esta pieza tiene dos ranuras centrales, que forman una cruz. La primera es un chaflán que va a largo de los<br />
80 mm de la cara y tiene una inclinación que forma 90°, esta ranura se puede hacer de tres maneras: 1) Con un calzo<br />
en V a 45º, <strong>para</strong> obtener fácilmente los 90º; 2) cortarla con av<strong>el</strong>lanador de igual ángulo; o 3) realizar un mecanizado<br />
con un buen montaje, donde la pieza se inclina a 45º, por un lado y después por <strong>el</strong> otro, utilizando <strong>el</strong> goniómetro.<br />
La segunda ranura cruza por la mitad de la pieza, de arriba abajo, tiene un ángulo de 10º, y en su centro un canal<br />
con radio de 1,50 mm.<br />
Por la cara posterior de la mordaza, perfore <strong>el</strong> agujero ciego de 10,1 mm de profundidad y diámetro 9,7 mm, en <strong>el</strong><br />
que entrará <strong>el</strong> tornillo de ajuste. Termine la pieza perforando <strong>el</strong> agujero <strong>para</strong> <strong>el</strong> tornillo prisionero M4, que va en <strong>el</strong><br />
centro de la cara superior y llega hasta <strong>el</strong> agujero lateral. Desmonte y pula con cuidado las aristas de la pieza, hasta<br />
dejarlas prolijas.<br />
WWW.METALACTUAL.COM
80 TALLER<br />
• Fija: La mordaza fija de 80x50x25 mm, es <strong>el</strong> otro <strong>el</strong>emento aparte d<strong>el</strong> sistema base/mordaza móvil, que representa<br />
la gran ventaja de este diseño, pues permite <strong>el</strong> acceso a áreas de mecanizado de la pieza que de otra forma no<br />
son accesibles, sujetando la placa lateralmente. Así mismo, piezas iguales pueden ser trabajadas en filas repetidas,<br />
con juegos de misma prensa.<br />
Su forma y mecanizado es similar al d<strong>el</strong> <strong>el</strong>emento móvil, tiene dos ranuras que forman una cruz en la cara frontal,<br />
con iguales inclinaciones a la mordaza anterior, un agujero pasante H9, con alojamiento <strong>para</strong> la cabeza d<strong>el</strong> tornillo<br />
de 13 mm de diámetro, y dos escalones en la cara inferior, que entran en la mesa.<br />
Tornillo de Ajuste<br />
Las piezas anteriores se fabrican en fresadora o torno fresador, pueden ser convencionales o un centro de mecanizado.<br />
Para <strong>el</strong> tornillo de ajuste se usa <strong>el</strong> torno. Básicamente, <strong>el</strong> orden d<strong>el</strong> proceso técnico es refrentado, cilindrado,<br />
cilindrado de forma, ranurado y roscado.<br />
Una vez tenga listo <strong>el</strong> refrentado d<strong>el</strong> cilindro en bruto (Ø 27 mm, x 75 mm), realice <strong>el</strong> cilindrado de desbaste d<strong>el</strong> diámetro<br />
exterior hasta llegar a la medida necesaria (Ø 26 mm). Inmediatamente, continúe <strong>el</strong> mecanizado realizando<br />
una ranura (Ø 7 mm) en la punta d<strong>el</strong> cilindro, en la que irá <strong>el</strong> tornillo prisionero, que une la mordaza móvil con <strong>el</strong><br />
tornillo de ajuste y evita que se separen. Finalmente mecanice los cilindrados de desbaste de todos los diámetros.<br />
WWW.METALACTUAL.COM
TALLER<br />
81<br />
Monte en <strong>el</strong> portaherramientas un inserto <strong>para</strong> roscar, en los planos podrá observar que este tornillo tiene una rosca<br />
M 14 con un paso de 2, calcule <strong>el</strong> muy bien los parámetros d<strong>el</strong> proceso y utilice abundante aceite de corte hasta llegar<br />
a la profundidad requerida. La superficie roscada exterior debe ser la de mayor importancia, por <strong>el</strong>lo no descuide <strong>el</strong><br />
proceso. La cabeza d<strong>el</strong> tornillo se puede cortar en forma de hexágono o simplemente grafilarla.
82 TALLER<br />
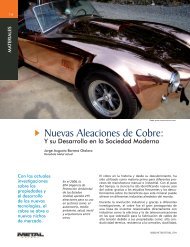
Ts de Sujeción<br />
Para fabricar las dos bridas de sujeción o Ts debe <strong>el</strong>egir los bloques restantes de 24,5x21,5x15. Estas son las piezas que<br />
entran en las ranuras de la bancada de la fresadora, agarran toda la prensa y son <strong>el</strong> punto de sujeción de principal.<br />
Después d<strong>el</strong> escuadrado y planeado, realice un mecanizado escalonado <strong>para</strong> sacarle <strong>el</strong> tramo de 11.50 mm, perfore<br />
<strong>el</strong> agujero central <strong>para</strong> una rosca M 8, luego mecanice la rosca manualmente con <strong>el</strong> juego de machos respectivo.<br />
Mecanizado<br />
• Cristian Fernando Vergara. Técnico en mecanizado de productos<br />
metalmecánicos.<br />
Diseño<br />
• Elkin J. Rodríguez Avendaño.<br />
Dibujo<br />
• Bimar Yobán Castillo González.<br />
• Henry Alberto M Sánchez.<br />
Aprobación<br />
• Ing. Edgar A. Garzón Sayer.<br />
Pieza Final<br />
Redacción y Fotografía<br />
• Camilo Marín Villar. Coordinador <strong>Metal</strong> Actual.<br />
WWW.METALACTUAL.COM