Joints hydrauliques - Trelleborg Sealing Solutions
Joints hydrauliques - Trelleborg Sealing Solutions
Joints hydrauliques - Trelleborg Sealing Solutions

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
app. 3<br />
L<br />
d N+1,5<br />
d N<br />
Figure 3 Recommandation pour l’espacement des gorges<br />
Rugosité de surface selon DIN EN ISO 4287<br />
La fiabilité fonctionnelle et la durée de vie en service d’un<br />
joint dépendent dans une très large mesure de la qualité et<br />
de l’état de surface de la portée de joint.<br />
Les rayures, les éclats, les porosités, les marques d’usinage<br />
concentriques ou en spirale ne sont pas admissibles. Le<br />
degré de finition des surfaces de contact dynamiques a<br />
beaucoup plus d’importance que celui des surfaces de<br />
contact statiques.<br />
Les caractéristiques les plus fréquemment utilisées pour<br />
décrire un fini de surface, Ra, Rz et Rmax, sont définies par la<br />
norme DIN EN ISO 4287. Mais ces caractéristiques ne<br />
suffisent pas pour évaluer l’adéquation d’une solution<br />
d’étanchéité. De plus, il faut considérer le taux de portance<br />
du profil de rugosité de surface Rmr selon DIN EN ISO 4287.<br />
La figure 4 montre clairement que les caractéristiques Ra et<br />
R z ne décrivent pas le profil de rugosité avec assez de<br />
précision et ne suffisent donc pas pour évaluer l’adéquation<br />
d’une solution d’étanchéité. Le taux de portance Rmr<br />
est essentiel pour évaluer les surfaces car ce paramètre<br />
dépend du profil de rugosité particulier, lequel dépend<br />
directement de la méthode d’usinage employée.<br />
<strong>Trelleborg</strong> <strong>Sealing</strong> <strong>Solutions</strong> recommande de respecter les<br />
états de surface suivants :<br />
Tableau V Rugosité de surface<br />
Paramètre<br />
Rugosité de surface μm<br />
Matériaux<br />
Turcon ®<br />
Surface d’appui<br />
Zurcon ®<br />
et élastomère<br />
Surface<br />
de la gorge<br />
Rmax 0,63 - 2,50 1,00 - 4,00 < 16,0<br />
R zDIN 0,40 - 1,60 0,63 - 2,50 < 10,0<br />
Ra 0,05 - 0,20 0,10 - 0,40 < 1,6<br />
Le taux de portance R mr doit être d’environ 50 à 70%,<br />
mesuré à une profondeur c = 0,25 x Rz par rapport à une<br />
ligne de référence Créf. de 5%.<br />
10<br />
<strong>Joints</strong> de tige<br />
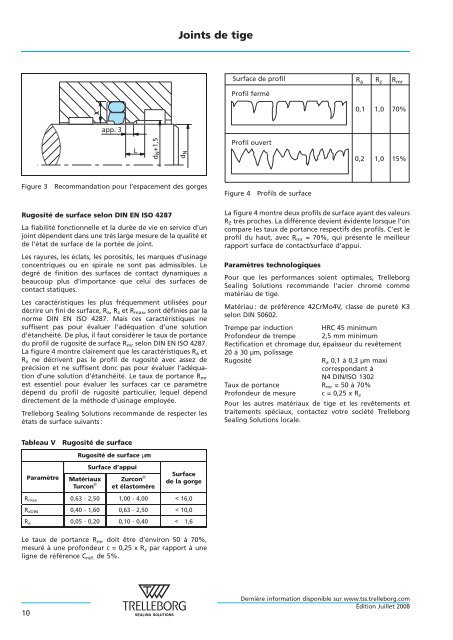
Surface de profil<br />
Profil fermé<br />
Profil ouvert<br />
Figure 4 Profils de surface<br />
R a<br />
R z<br />
R mr<br />
0,1 1,0 70%<br />
0,2 1,0 15%<br />
La figure 4 montre deux profils de surface ayant des valeurs<br />
RZ très proches. La différence devient évidente lorsque l’on<br />
compare les taux de portance respectifs des profils. C’est le<br />
profil du haut, avec Rmr = 70%, qui présente le meilleur<br />
rapport surface de contact/surface d’appui.<br />
Paramètres technologiques<br />
Pour que les performances soient optimales, <strong>Trelleborg</strong><br />
<strong>Sealing</strong> <strong>Solutions</strong> recommande l’acier chromé comme<br />
matériau de tige.<br />
Matériau : de préférence 42CrMo4V, classe de pureté K3<br />
selon DIN 50602.<br />
Trempe par induction HRC 45 minimum<br />
Profondeur de trempe 2,5 mm minimum<br />
Rectification et chromage dur, épaisseur du revêtement<br />
20 à 30μm, polissage<br />
Rugosité R a 0,1 à 0,3 μm maxi<br />
correspondant à<br />
N4 DIN/ISO 1302<br />
Taux de portance Rmr =50à70%<br />
Profondeur de mesure c = 0,25 x Rz<br />
Pour les autres matériaux de tige et les revêtements et<br />
traitements spéciaux, contactez votre société <strong>Trelleborg</strong><br />
<strong>Sealing</strong> <strong>Solutions</strong> locale.<br />
Dernière information disponible sur www.tss.trelleborg.com<br />
Édition Juillet 2008