Acier à outils - messeportal
Acier à outils - messeportal
Acier à outils - messeportal

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
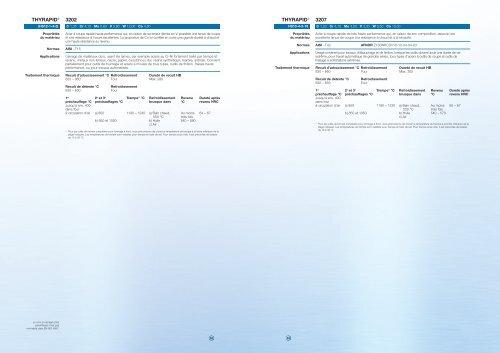
THYRAPID ®<br />
(HS12-1-4-5)<br />
Propriétés<br />
du matériau<br />
Normes<br />
Applications<br />
Traitement thermique<br />
Le nom en abrégé entre<br />
parenthèses n'est pas<br />
normalisé dans EN ISO 4957.<br />
3202<br />
C 1,35 Cr 4,10 Mo 0,80 V 3,80 W 12,00 Co 4,80<br />
<strong>Acier</strong> <strong>à</strong> coupe rapide haute performance qui, en raison de sa teneur élevée en V, possède une tenue de coupe<br />
et une résistance <strong>à</strong> l'usure excellentes. La proportion de Co lui confère en outre une grande dureté <strong>à</strong> chaud et<br />
une haute résistance au revenu.<br />
AISI ~T15<br />
Usinage de matériaux durs, usant les lames, par exemple aciers au Cr-Ni fortement traité par trempe et<br />
revenu, métaux non ferreux, nacre, papier, caoutchouc dur, résine synthétique, marbre, ardoise. Convient<br />
parfaitement pour <strong>outils</strong> de tournage et aciers <strong>à</strong> moules de tous types, <strong>outils</strong> de finition, fraises haute<br />
performance, ou pour travaux automatisés.<br />
Recuit d’adoucissement °C Refroidissement Dureté de recuit HB<br />
820 – 860 Four Max. 280<br />
Recuit de détente °C Refroidissement<br />
630 – 650 Four<br />
1 er 2 è et 3 è Trempe 1) °C Refroidissement Revenu Dureté après<br />
préchauffage °C préchauffages °C brusque dans °C revenu HRC<br />
Jusqu'<strong>à</strong> env. 400<br />
dans four<br />
<strong>à</strong> circulation d'air a) 850 1190 – 1240 a) Bain chaud, Au moins 64 – 67<br />
550 °C trois fois<br />
b) 850 et 1050 b) Huile 540 – 580<br />
c) Air<br />
1) Pour les <strong>outils</strong> de formes complexes pour formage <strong>à</strong> froid, nous préconisons de choisir la température de trempe <strong>à</strong> la limite inférieure de la<br />
plage indiquée. Les températures de trempe sont valables pour trempe en bain de sel. Pour trempe sous vide, il est préconisé de baisser<br />
de 10 <strong>à</strong> 30 °C.<br />
52 53<br />
THYRAPID ®<br />
HS10-4-3-10<br />
Propriétés<br />
du matériau<br />
Normes<br />
Applications<br />
Traitement thermique<br />
3207<br />
C 1,23 Cr 4,10 Mo 3,50 V 3,30 W 9,50 Co 10,00<br />
<strong>Acier</strong> <strong>à</strong> coupe rapide de très haute performance qui, en raison de son composition, associe une<br />
excellente tenue de coupe <strong>à</strong> la résistance <strong>à</strong> chaud et <strong>à</strong> la ténacité.<br />
AISI ~T42 AFNOR Z130WKCDV10-10-04-04-03<br />
Usage universel pour travaux d'ébauchage et de finition, lorsque les <strong>outils</strong> doivent avoir une durée de vie<br />
extrême, pour travail automatique de grandes séries, tous types d'aciers <strong>à</strong> <strong>outils</strong> de coupe et <strong>outils</strong> de<br />
fraisage <strong>à</strong> sollicitations extrêmes.<br />
Recuit d’adoucissement °C Refroidissement Dureté de recuit HB<br />
820 – 860 Four Max. 302<br />
Recuit de détente °C Refroidissement<br />
630 – 650 Four<br />
1 er 2 è et 3 è Trempe 1) °C Refroidissement Revenu Dureté après<br />
préchauffage °C préchauffages °C brusque dans °C revenu HRC<br />
Jusqu'<strong>à</strong> env. 400<br />
dans four<br />
<strong>à</strong> circulation d'air a) 850 1190 – 1230 a) Bain chaud, Au moins 65 – 67<br />
550 °C trois fois<br />
b) 850 et 1050 b) Huile 540 – 570<br />
c) Air<br />
1) Pour les <strong>outils</strong> de formes complexes pour formage <strong>à</strong> froid, nous préconisons de choisir la température de trempe <strong>à</strong> la limite inférieure de la<br />
plage indiquée. Les températures de trempe sont valables pour trempe en bain de sel. Pour trempe sous vide, il est préconisé de baisser<br />
de 10 <strong>à</strong> 30 °C