Titelbild SANILINE Paket K - nexMart
Titelbild SANILINE Paket K - nexMart
Titelbild SANILINE Paket K - nexMart

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
®<br />
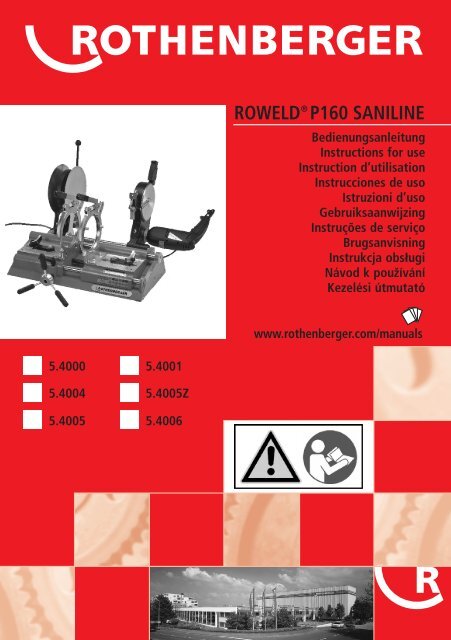
ROWELD P160 <strong>SANILINE</strong><br />
Bedienungsanleitung<br />
Instructions for use<br />
Instruction d’utilisation<br />
Instrucciones de uso<br />
Istruzioni d’uso<br />
Gebruiksaanwijzing<br />
Instruções de serviço<br />
Brugsanvisning<br />
Instrukcja obs³ugi<br />
Návod k používání<br />
Kezelési útmutató<br />
www.rothenberger.com/manuals<br />
5.4000<br />
5.4004<br />
5.4005<br />
5.4001<br />
5.4005Z<br />
5.4006
DEUTSCH Seite 1<br />
Bedienungsanleitung bitte lesen und aufbewahren! Nicht wegwerfen!<br />
Bei Schäden durch Bedienungsfehler erlischt die Garantie! Technische Änderungen vorbehalten!<br />
ENGLISH page 10<br />
Please read and retain these directions for use. Do not throw them away!<br />
The warranty does not cover damage caused by incorrect use of the equipment! Subject to technical modifications.<br />
FRANÇAIS page 19<br />
Lire attentivement le mode d’emploi et le ranger à un endroit sûr! Ne pas le jeter !<br />
La garantie est annulée lors de dommages dûs à une manipulation erronée ! Sous réserve de modifications techniques<br />
ESPAÑOL página 28<br />
¡Por favor, lea y conserve el manual de instrucciones! ¡No lo tire!<br />
¡En caso de daños por errores de manejo, la garantía queda sin validez! Modificaciones técnicas reservadas,<br />
ITALIANO<br />
Per favore leggere e conservare le istruzioni per l´uso! Non gettarle via!<br />
In caso di danni dovuti ad errori nell´uso, la garanzia si estingue! Ci si riservano modifiche tecniche<br />
NEDERLANDS bladzijde 46<br />
Lees de handleiding zorgvuldig door en bewaar haar goed! Niet weggooien!<br />
Bij schade door bedieningsfouten komt de garantieverlening te vervallen! Technische wijzigingen voorbehouden.<br />
PORTUGUES pagina 55<br />
Queiram ler e guardar o manual de instruções! Não deitar fora!<br />
Em caso de avarias por utilização incorrecta, extingue-se a garantia! Reservado o direito de alterações técnicas.<br />
DANSK side 64<br />
Læs betjeningsvejledningen, og gem den til senere brug! Smid den ikke ud! Skader, som måtte opstå som følge af<br />
betjeningsfejl, medfører, at garantien mister sin gyldighed! Ret til tekniske ændringer forbeholdes<br />
POLSKI<br />
Instrukcjê obs³ugi proszê przeczytaæ i przechowaæ! Nie wyrzucaæ!<br />
Przy uszkodzeniach wynikaj¹cych z b³êdów obs³ugi wygasa gwarancja! Zmiany techniczne zastrze¿one.<br />
ÈESKY stránky 82<br />
Návod k obsluze si prosím pøeètìte a uschovejte jej! Nevyhazujte jej!<br />
V pøípadì poškození zpùsobeném chybnou obsluhou zaniká záruka! Technické zmìny jsou vyhrazeny.<br />
MAGYAR oldaltól 91<br />
Kérjük, olvassa el és õrizze meg a kezelési utasítást! Ne dobja el!<br />
A helytelen kezelésbõl származó károsodások esetén megszûnik a jótállás! Mûszaki változtatások fenntartva.<br />
CE-KONFORMITÄTSERKLÄRUNG<br />
Wir erklären in alleiniger Verantwortung, dass<br />
dieses Produkt mit den angegebenen Normen und<br />
Richtlinien übereinstimmt<br />
EC-DECLARATION OF CONFORMITY<br />
We declare on our sole accountability that this<br />
product conforms to the standards and guidelines<br />
stated.<br />
DECLARATION CE DE CONFORMITÉ<br />
Nous déclarons sous notre propre responsabilité<br />
que ce produit est conforme aux normes et<br />
directives indiquées.<br />
DECLARACION DE CONFORMIDAD CE<br />
Declaramos, bajo nuestra responsabilidad<br />
exclusiva, que este producto cumple con las normas<br />
y directivas mencionadas.<br />
DICHARAZIONE DI CONFORMITÀ CE<br />
Dichiariamo su nostra unica responsabilità, che<br />
questo prodotto è conforme alle norme ed alle<br />
direttive indicate.<br />
DICHARAZIONE DI CONFORMITÀ CE<br />
Dichiariamo su nostra unica responsabilità, che<br />
questo prodotto è conforme alle norme ed alle<br />
direttive indicate.<br />
EC-KONFORMITEITSVERKLARING<br />
Wij verklaren in eigen verantwoordelijkheid dat dit<br />
product overeenstemt met de van toepassing zijnde<br />
normen en richtlijnen.<br />
DECLARAÇÃO DE CONFORMIDADE CE<br />
Declaramos, sob responsabilidade exclusiva, que o<br />
presente produto está conforme com as Normas e<br />
Directivas indicadas.<br />
CE-KONFORMITETSERKLÆRING<br />
Vi erklærer som eneansvarlig, at dette produkt er<br />
i overensstemmelse med anførte standarder,<br />
retningslinjer og direktiver.<br />
DEKLARACJA ZGODNOŒCI CE<br />
Oœwiadczamy z pe³n¹ odpowiedzialnoœci¹, ¿e produkt<br />
ten odpowiada wymaganiom nastêpuj¹cych norm i<br />
dokumentów normatywnych.<br />
CE-PROHLÁŠENÍ O SHODÌ<br />
Se vší zodpovìdností prohlašujeme, že tento výrobek<br />
odpovídá následujícím normám a normativním<br />
dokumentùm.<br />
CE-AZONOSSÁGI NYILATKOZAT<br />
Teljes felelõsségünk tudatában kijelentjük, hogy jelen<br />
termék megfelel a következõ szabványoknak vagy<br />
szabványossági dokumentumoknak.<br />
Arnd Greding<br />
pagina 37<br />
strony 73<br />
98/37/EG; 73/23 EWG; 93/97/EG<br />
EN 292; EN 61000-3-3; EN 60204-1;<br />
EN 50082-2; EN 61029-1; EN 50081-2;<br />
EN 61000-3-2; ISO 12176-1
Inhalt<br />
Seite<br />
1. Hinweise zur Sicherheit 2<br />
1.1 Bestimmungsgemäßer Gebrauch 2<br />
1.2 Hinweise zur Sicherheit von Mensch und Gerät 2<br />
2. Technische Daten 4<br />
3. Funktion des Gerätes 4<br />
3.1 Gerätebeschreibung 4<br />
3.2 Bedienungsanleitung 5<br />
3.2.1 Inbetriebnahme 5<br />
3.2.2 Maßnahmen zur Vorbereitung der Schweißung 6<br />
3.2.3 Schweißvorgang 7<br />
3.2.4 Außerbetriebnahme 7<br />
3.3 Allgemeine Anforderungen 8<br />
3.4 Wichtige Hinweise zu den Schweißparametern 8<br />
4. Pflege und Wartung 8<br />
4.1 Maschinen - und Werkzeugpflege 9<br />
5. Zubehör 9<br />
6. Entsorgung 9<br />
DEUTSCH<br />
1
1. Hinweise zur Sicherheit<br />
1.1 Bestimmungsgemäßer Gebrauch<br />
Die ROWELD P 160 A-4 <strong>SANILINE</strong> ist nur für das Herstellen von HS-Schweißverbindungen von<br />
PE, PVDF und PP-Rohren mit Außendurchmessern von 40 bis 160mm zu verwenden<br />
1.2 Hinweise zur Sicherheit von Mensch und Gerät<br />
ACHTUNG! Sämtliche Anweisungen sind zu lesen.<br />
Fehler bei der Einhaltung der nachstehend aufgeführten Anweisungen können elektrischen<br />
Schlag, Brand und/oder schwere Verletzungen verursachen. Der nachfolgend verwendete<br />
Begriff „Elektrowerkzeug“ bezieht sich auf netzbetriebene Elektrowerkzeuge (mit Netzkabel)<br />
und auf akkubetriebene Elektrowerkzeuge (ohne Netzkabel).<br />
BEWAHREN SIE DIESE ANWEISUNGEN GUT AUF.<br />
1) Arbeitsplatz<br />
a) Halten Sie Ihren Arbeitsbereich sauber und aufgeräumt. Unordnung und<br />
unbeleuchtete Arbeitsbereiche können zu Unfällen führen.<br />
b) Arbeiten Sie mit dem Gerät nicht in explosionsgefährdeter Umgebung, in der sich<br />
brennbare Flüssigkeiten, Gase oder Stäube befinden. Elektrowerkzeuge erzeugen<br />
Funken, die den Staub oder die Dämpfe entzünden können.<br />
c) Halten Sie Kinder und andere Personen während der Benutzung des<br />
Elektrowerkzeugs fern. Bei Ablenkung können Sie die Kontrolle über das Gerät verlieren.<br />
2) Elektrische Sicherheit<br />
a) Der Anschlussstecker des Gerätes muss in die Steckdose passen. Der Stecker darf in<br />
keiner Weise verändert werden. Verwenden Sie keine Adapterstecker gemeinsam<br />
mit schutzgeerdeten Geräten. Unveränderte Stecker und passende Steckdosen verringern<br />
das Risiko eines elektrischen Schlages.<br />
b) Vermeiden Sie Körperkontakt mit geerdeten Oberflächen, wie von Rohren,<br />
Heizungen, Herden und Kühlschränken. Es besteht ein erhöhtes Risiko durch<br />
elektrischen Schlag, wenn Ihr Körper geerdet ist.<br />
c) Halten Sie das Gerät von Regen oder Nässe fern. Das Eindringen von Wasser in ein<br />
Elektrogerät erhöht das Risiko eines elektrischen Schlages.<br />
d) Zweckentfremden Sie das Kabel nicht, um das Gerät zu tragen, aufzuhängen oder<br />
um den Stecker aus der Steckdose zu ziehen. Halten Sie das Kabel fern von Hitze,<br />
Öl, scharfen Kanten oder sich bewegenden Geräteteilen. Beschädigte oder verwickelte<br />
Kabel erhöhen das Risiko eines elektrischen Schlages.<br />
e) Wenn Sie mit einem Elektrowerkzeug im Freien arbeiten, verwenden Sie nur<br />
Verlängerungskabel, die auch für den Außenbereich zugelassen sind. Die<br />
Anwendung eines für den Außenbereich geeigneten Verlängerungskabels verringert das<br />
Risiko eines elektrischen Schlages.<br />
3) Sicherheit von Personen<br />
a) Seien Sie aufmerksam, achten Sie darauf, was Sie tun, und gehen Sie mit Vernunft<br />
an die Arbeit mit einem Elektrowerkzeug. Benutzen Sie das Gerät nicht, wenn Sie<br />
müde sind oder unter dem Einfluss von Drogen, Alkohol oder Medikamenten<br />
stehen. Ein Moment der Unachtsamkeit beim Gebrauch des Gerätes kann zu ernsthaften<br />
Verletzungen führen.<br />
b) Tragen Sie persönliche Schutzausrüstung und immer eine Schutzbrille. Das Tragen<br />
persönlicher Schutzausrüstung, wie Staubmaske, rutschfeste Sicherheitsschuhe, Schutzhelm<br />
oder Gehörschutz, je nach Art und Einsatz des Elektrowerkzeuges, verringert das Risiko von<br />
Verletzungen.<br />
2<br />
DEUTSCH
c) Vermeiden Sie eine unbeabsichtigte Inbetriebnahme. Vergewissern Sie sich, dass<br />
der Schalter in der Position „AUS“ ist, bevor Sie den Stecker in die Steckdose<br />
stecken. Wenn Sie beim Tragen des Gerätes den Finger am Schalter haben oder das Gerät<br />
eingeschaltet an die Stromversorgung anschließen, kann dies zu Unfällen führen.<br />
d) Entfernen Sie Einstellwerkzeuge oder Schraubenschlüssel, bevor Sie das Gerät<br />
einschalten. Ein Werkzeug oder Schlüssel, der sich in einem drehenden Geräteteil befindet,<br />
kann zu Verletzungen führen.<br />
e) Überschätzen Sie sich nicht. Sorgen Sie für einen sicheren Stand und halten Sie<br />
jederzeit das Gleichgewicht. Dadurch können Sie das Gerät in unerwarteten Situationen<br />
besser kontrollieren.<br />
f) Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung oder Schmuck.<br />
Halten Sie Haare, Kleidung und Handschuhe fern von sich bewegenden Teilen.<br />
Lockere Kleidung, Schmuck oder lange Haare können von sich bewegenden Teilen erfasst<br />
werden.<br />
g) Wenn Staubabsaug- und – auffangeinrichtungen montiert werden können,<br />
vergewissern Sie sich, dass diese angeschlossen sind und richtig verwendet<br />
werden. Das Verwenden dieser Einrichtungen verringert Gefährdungen durch Staub.<br />
4) Sorgfältiger Umgang und Gebrauch von Elektrowerkzeugen<br />
a) Überlasten Sie das Gerät nicht. Verwenden Sie für Ihre Arbeit das dafür bestimmte<br />
Elektrowerkzeug. Mit dem passenden Elektrowerkzeug arbeiten Sie besser und sicherer im<br />
angegebenen Leistungsbereich.<br />
b) Benutzen Sie kein Elektrowerkzeug, dessen Schalter defekt ist. Ein Elektrowerkzeug,<br />
das sich nicht mehr ein- oder ausschalten lässt, ist gefährlich und muss repariert werden.<br />
c) Ziehen Sie den Stecker aus der Steckdose, bevor Sie Geräteeinstellungen<br />
vornehmen, Zubehörteile wechseln oder das Gerät weglegen. Diese<br />
Vorsichtsmaßnahme verhindert den unbeabsichtigten Start des Gerätes.<br />
d) Bewahren Sie unbenutzte Elektrowerkzeuge außerhalb der Reichweite von Kindern<br />
auf. Lassen Sie Personen das Gerät nicht benutzen, die mit diesem nicht vertraut<br />
sind oder diese Anweisungen nicht gelesen haben. Elektrowerkzeuge sind gefährlich,<br />
wenn Sie von unerfahrenen Personen benutzt werden.<br />
e) Pflegen Sie das Gerät mit Sorgfalt. Kontrollieren Sie, ob bewegliche Geräteteile<br />
einwandfrei funktionieren und nicht klemmen, ob Teile gebrochen oder so<br />
beschädigt sind, dass die Funktion des Gerätes beeinträchtigt ist. Lassen Sie<br />
beschädigte Teile vor dem Einsatz des Gerätes reparieren. Viele Unfälle haben ihre<br />
Ursache in schlecht gewarteten Elektrowerkzeugen.<br />
f) Halten Sie Schneidwerkzeuge scharf und sauber. Sorgfältig gepflegte Schneidwerkzeuge<br />
mit scharfen Schneidkanten verklemmen sich weniger und sind leichter zu führen.<br />
g) Verwenden Sie Elektrowerkzeug, Zubehör, Einsatzwerkzeuge usw. entsprechend<br />
diesen Anweisungen und so, wie es für diesen speziellen Gerätetyp vorgeschrieben<br />
ist. Berücksichtigen Sie dabei die Arbeitsbedingungen und die<br />
auszuführende Tätigkeit. Der Gebrauch von Elektrowerkzeugen für andere als die<br />
vorgesehenen Anwendungen kann zu gefährlichen Situationen führen.<br />
5) Service<br />
a) Lassen Sie Ihr Gerät nur von qualifiziertem Fachpersonal und nur mit Original-<br />
Ersatzteilen reparieren. Damit wird sichergestellt, dass die Sicherheit des Gerätes erhalten<br />
bleibt.<br />
DEUTSCH<br />
3
2. Technische Daten<br />
Schweißbereich : Ø 40-160mm<br />
Druckbereich : Ø 40-110mm bis SDR 7,25<br />
Ø 125-140mm bis SDR 11<br />
Ø 160mm bis SDR 13,6<br />
Max. Verfahrweg : 130mm<br />
Fräseinrichtung<br />
Elektrischer Anschluss : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Leerlaufdrehzahl : 520U/min<br />
Heizelement<br />
Elektrischer Anschluss : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Temperatursteuerung : elektronisch geregelt<br />
Einstellbereich 0-280°C<br />
Heizplatten-Durchmesser : 200mm<br />
Gewichte<br />
Komplette Maschine : 57,4kg<br />
Maschine mit Untergestell<br />
ohne Reduktions-Spanneinsätze : 45,7kg<br />
Abmessung<br />
Maschine eingeschwenkt : 715X430X735mm<br />
ausgeschwenkt (Arbeitsstellung) : 715X680X1180mm<br />
3. Funktion des Gerätes<br />
3.1 Gerätebeschreibung<br />
Die ROWELD P 160 A-4 <strong>SANILINE</strong> ist eine kompakte, leicht transportable Heizelement-<br />
Stumpfschweiß-maschine. Mit der Maschine können Schweißverbindungen für<br />
Hausinstallationen, Kaminsanierungen und Dachentwässerungssysteme aus PE, PVDF und PP-<br />
Rohren mit Außendurchmessern von 40 bis 160mm sicher hergestellt werden. Alle<br />
handelsüblichen Formstücke können verarbeitet werden.<br />
Die Maschine besteht im Wesentlichen aus:<br />
Monoblock-Maschinenbett mit festen und beweglichem Tisch, elektrischer Fräseinrichtung,<br />
elektronisch regelbarem Heizelement, Berührungsschutz für Heizelement,<br />
Grundspannbackensatz Ø160mm, Rohrauflagen, Arbeits- und Transportgestell,<br />
Reduktionsspanneinsätzen.<br />
Als Zubehör ist für die äußere Spannposition der Grundspannbackensatz (Art.Nr.: 5.4082),<br />
speziell für Druckrohr- Verschweißungen, erhältlich.<br />
Die Schweißmaschine darf nur von entsprechend eingewiesenen und angemessenen<br />
qualifizierten Fachkräften gemäß DVS 2212 Teil 1 bedient werden.<br />
Die Maschine darf nur von ausgebildeten und autorisierten Bedienern benutzt<br />
werden!<br />
4<br />
DEUTSCH
3.2 Bedienungsanleitung<br />
3.2.1 Inbetriebnahme<br />
Bitte lesen Sie die Betriebsanleitung und die Hinweise zur Sicherheit vor der<br />
Inbetriebnahme der Stumpfschweißmaschine aufmerksam durch!<br />
• Maschine auf ebenen, festen Untergrund stellen.<br />
• Die Arretierstifte rechts und links nach innen ziehen, Maschine nach oben Schwenken und<br />
die Stifte in die oberen Bohrungen einrasten (nicht bei Basic-Version).<br />
ACHTUNG:<br />
Darauf achten, dass beide Stifte richtig in den Bohrungen am Gestell sitzen.<br />
• Handrad auf die Welle an der Maschinenvorderseite stecken, mit Gewindestift sichern und<br />
Klemmhebel zum Feststellen der Welle lösen.<br />
• Fräserverriegelung nach vorn ziehen und Fräseinrichtung nach hinten schwenken.<br />
• Heizplattenschutz ausschwenken und Heizelement nach hinten schwenken.<br />
• Netzstecker an die auf dem Typenschild angegebene Stromversorgung anschließen.<br />
Hauptschalter seitlich am Temperaturregler einschalten (der Schalter leuchtet grün auf).<br />
Eventuell gewünschte Temperatur einstellen (Siehe Temperaturregler).<br />
Das Aufheizen des Heizelementes wird durch die rote Kontrollleuchte im Temperaturregler<br />
angezeigt. Die Anzeige im Display zeigt in der Regel den tatsächlichen Ist-Wert der<br />
Temperatur an. Laut DVS ist das Heizelement 10 Minuten nach Erstmaligen Erreichen der<br />
Soll-Temperatur einsatzbereit.<br />
Die Temperatur ist gelegentlich mit einem Temperaturmessgerät zu kontrollieren.<br />
Verbrennungsgefahr! Das Heizelement kann eine Temperatur von ca. 280°C erreichen<br />
und ist unmittelbar nach Gebrauch in den dafür vorgesehenen Berührungsschutz<br />
zurückzuschwenken.<br />
Temperaturregler:<br />
Die Schweißmaschine ist mit einem digitalen Temperaturregler Typ 400 ausgestattet. Weiterhin<br />
ist die Spannungsversorgung des Fräsers und Heizelementes über eine zentrale Netzleitung<br />
hergestellt.<br />
Der digitale Temperaturregler ist werkseitig optimal konfiguriert und eingestellt. Zur<br />
Temperatureinstellung muss lediglich die F Taste gedrückt werden bis die Anzeige „_SP“<br />
zeigt. Jetzt kann die Solltemperatur im Bereich von 0-280°C mit den Pfeiltasten verändert<br />
werden. Werden keine weiteren Tasten gedrückt, zeigt die Anzeige wieder die Ist-Temperatur,<br />
der Regler stellt automatisch die neugewählte Temperatur ein. Solange die Ist-Temperatur<br />
geringer ist, als die eingestellte Solltemperatur blinkt der rote Pfeil (low). Ist die Ist-Temperatur<br />
größer blinkt der rote Pfeil (high). Entspricht der eingestellte Sollwert dem Istwert, leuchtet der<br />
grüne Balken. Sollte die tatsächliche Oberflächentemperatur am Heizelement nicht dem<br />
angezeigten Istwert entsprechen, so kann ein „Offset“ eingegeben werden. Dazu F Taste<br />
gedrückt halten, bis „InP“ im Display erscheint (ca.7sek); F Taste loslassen. Danach F<br />
Taste so oft tippen, bis „oFS“ erscheint. Diesen Wert dann entsprechend anpassen. Zum<br />
Abschließen der Änderung F Taste so lange drücken, bis der Istwert wieder angezeigt wird.<br />
Achtung ! Alle anderen Parameter sollten nicht verändert werden.<br />
DEUTSCH<br />
5
Werkseinstellung:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Bem.:<br />
Durch die Autotuning-Funktion können die Angaben unter CFG geringfügig abweichen.<br />
Sollten größere Regelschwingungen auftreten, so kann die Autotuning-Funktion bei<br />
kaltem Heizelement aktiviert werden (Im Menü CFG den Punkt „S.tu“ auf 2 einstellen;<br />
Rückstellung auf 0 erfolgt automatisch).<br />
3.2.2 Maßnahmen zur Vorbereitung der Schweißung<br />
• Handgriff an den Grundspannelementen nach oben öffnen, bis zur hinteren Position<br />
schwenken.<br />
• Bei Rohren die kleiner sind als der maximal zu verschweißende Durchmesser 160mm, sind<br />
die Reduktionsspanneinsätze des entsprechenden Durchmessers in die Grundspannbacken,<br />
Stützgabeleinsätze in die Stützgabel einzusetzen und mit den Rändelschrauben zu<br />
befestigen.<br />
• Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtungen<br />
einlegen. Die Stützgabeln unter das Rohr- oder Formstück stellen, dazu Sechskantschraube<br />
mit Maulschlüssel SW 17 lösen, und die Stützgabel entsprechend verschieben und<br />
gegebenenfalls drehen.<br />
ACHTUNG:<br />
Bei gerade zu verschweißenden Rohren sind die Stützgabeln mit der vorderen Fläche<br />
parallel zu Mitte der Nut in den Tischen auszurichten.<br />
Obere Spannbacken schließen, Flügelgriff einschwenken, Rohr oder Formstück ausrichten<br />
und mittels Handhebel fest spannen. Gegebenenfalls an der Einstellschraube die benötigte<br />
Spannkraft einstellen.<br />
• Durch Zusammenfahren der Werkstücke prüfen, ob diese im Spannwerkzeug festsitzen.<br />
Ebenfalls ist zu prüfen, ob das Heizelement die Betriebstemperatur erreicht hat. Das<br />
Aufheizen ist beendet, wenn die rote Kontrollleuchte am Temperaturregler blinkt, bzw. der<br />
korrekte IST-Wert angezeigt wird.<br />
Bitte beachten!<br />
Um eine gleichmäßige Wärmeverteilung über die gesamte Heizplattenfläche zu<br />
gewährleisten, ist es notwendig, nachdem die Leuchte blinkt, eine Wartezeit von ca. 10<br />
Minuten einzuhalten (nach DVS).<br />
• Die elektrische Fräseinrichtung zwischen die zu verschweißenden Rohrstücke einschwenken<br />
und durch drücken des Schalters im Handgriff einschalten. Mit dem Handrad die<br />
Werkstückenden gefühlvoll gegen die rotierenden Messer der Fräserscheiben fahren. Rohre<br />
und Formteile lassen sich einseitig bearbeiten, wenn der Anschlag für das einseitige Fräsen<br />
an der Unterseite des Fräsers nach der Seite die nicht bearbeitet werden soll, gedreht wird.<br />
6<br />
DEUTSCH
Verletzungsgefahr! Während der Inbetriebnahme der Fräseinrichtung nicht in die<br />
laufenden Messer greifen. Fräser nur im eingeschwenkten Zustand (Arbeitsposition)<br />
betätigen und anschließend wieder zurück schwenken. Die Funktionsfähigkeit des<br />
Sicherheitsschalters in der Fräseinrichtung muss jederzeit gewährleistet sein, um ein<br />
unbeabsichtigtes Anlaufen außerhalb der Arbeitsposition zu vermeiden.<br />
• Nachdem die Stirnseiten plan gefräst sind, was durch einen gleichmäßigen,<br />
ununterbrochenen Span zu erkennen ist, die Rohrenden langsam auseinanderfahren.<br />
Fräseinrichtung durch Vorziehen des Ringes entriegeln und ausschwenken.<br />
• Werkstücke zusammenfahren und prüfen, ob die Schweißflächen plan sind. Ist dieses nicht<br />
der Fall, muss der Fräsvorgang wiederholt werden.<br />
Der axiale Versatz zwischen den Werkstücken darf (gemäß DVS) nicht größer als 10% der<br />
Wanddicke und der Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Ist dies<br />
nicht gegeben, dann mit Hilfe der Spannschrauben und Stützgabelauflagen justieren und<br />
den Fräsvorgang wiederholen.<br />
Achtung:<br />
Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit den Händen<br />
berührt werden, und müssen frei von jeglicher Verschmutzung sein.<br />
3.2.3 Schweißvorgang<br />
• Das Heizelement zwischen die beiden Werkstücke einschwenken.<br />
Quetschgefahr ! Beim Zusammenfahren der Spannwerkzeuge und Rohre grundsätzlich<br />
sicheren Abstand zur Maschine halten.<br />
• Rohrenden zusammenfahren, erforderliche Angleichkraft aufbringen und durch Festdrehen<br />
des Klemmhebels an der Handradwelle halten.<br />
Sobald die erforderliche Wulsthöhe gleichmäßig am gesamten Umfang beider Rohrenden<br />
erreicht ist, den Klemmhebel lösen, die Kraft auf die entsprechende Anwärmkraft (nahe 0)<br />
zurücknehmen und den Klemmhebel wieder festdrehen. Ein gleichmäßiges Anliegen der<br />
Werkstückenden an der Heizplatte muss gewährleistet sein.<br />
• Nach Ablauf der Anwärmzeit Klemmhebel lösen, Werkstücke auseinanderfahren, das<br />
Heizelement ausschwenken und die Werkstückenden wieder zusammenfahren. Dabei die<br />
Kraft möglichst linear auf die entsprechende Fügekraft erhöhen und Klemmhebel<br />
festdrehen. Die Fügekraft muss während der gesamten Abkühlzeit in einer Toleranz<br />
+/- 6,66% (PE) gehalten werden (Siehe spez. Parameter der verwendeten Materialien).<br />
• Nachdem die Abkühlzeit abgelaufen ist, Klemmhebel lösen und die Feder über das Handrad<br />
entlasten. Die verschweißten Rohrstücke ausspannen und entnehmen. Die gesamten<br />
Parameter können den Schweißtabellen entnommen werden.<br />
3.2.4 Außerbetriebnahme<br />
• Maschine am Wippenschalter seitlich am Temperaturregler ausschalten.<br />
• Netzstecker der Grundmaschine aus der Steckdose ziehen.<br />
• Fräser und Heizelement in den Zwischenraum zwischen die Grundspannbacken<br />
einschwenken und Heizplattenberührungsschutz über Heizplatte und linke<br />
Grundspannbacke einschwenken.<br />
DEUTSCH<br />
7
• Netzkabel aufwickeln.<br />
Achtung:<br />
Wird das Netzkabel um den Berührungsschutz gewickelt, unbedingt darauf achten, dass die<br />
Heizplatte abgekühlt ist.<br />
• Arretierstifte unterhalb der Maschine rechts und links ziehen, die Maschine nach unten in<br />
das Untergestell einschwenken, und die Stifte in die unteren Bohrungen einrasten.<br />
3.3 Allgemeine Anforderungen<br />
Da Witterung - und Umgebungseinflüsse die Schweißung entscheidend beeinflussen, sind<br />
unbedingt die entsprechenden Vorgaben in den DVS - Richtlinien 2207 Teil 1, 11 und 15<br />
einzuhalten. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.<br />
(Die Schweißarbeiten sind ständig und sorgfältig zu überwachen!)<br />
3.4 Wichtige Hinweise zu den Schweißparametern<br />
Alle erforderlichen Schweißparameter, wie Temperatur, Kraft und Zeit sind den neusten DVS-<br />
Richtlinien 2207 Teil 1, 11 und 15 zu entnehmen. Außerhalb Deutschland gelten die<br />
entsprechenden nationalen Richtlinien. Im Einzelfall sind unbedingt die materialspezifischen<br />
Bearbeitungsparameter der Rohrhersteller einzuholen.<br />
Die in den beigefügten Schweißtabellen genannten Schweißparameter sind Anhaltswerte, für<br />
die die Firma ROTHENBERGER keine Gewähr übernimmt!<br />
Bezug:<br />
Deutscher Verlag für Schweißtechnik DVS-Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, 40223 Düsseldorf 1<br />
Telefon (0211) 15 10 56 Fax (0211) 15 75 95-0<br />
4. Pflege und Wartung<br />
Zur Erhaltung der Funktionsfähigkeit der Maschine sind folgende Punkte zu beachten:<br />
• Die Führungsstangen müssen frei von Schmutz gehalten werden. Bei Beschädigungen an<br />
der Oberfläche sind die Führungsstangen auszutauschen.<br />
• Die elektrischen Antriebe von Fräseinrichtung und Heizelement dürfen nur mit der auf dem<br />
Typenschild angegebenen Spannung betrieben werden.<br />
• Um einwandfreie Schweißergebnisse zu erhalten, ist es notwendig, das Heizelement<br />
Sauberzuhalten. Bei Beschädigungen der Oberfläche muss das Heizelement neu beschichtet<br />
bzw. ausgetauscht werden. Materialrückstände auf dem Heizspiegel vermindern die<br />
Antihafteigenschaften und müssen mit einem nicht fasernden Papier und Spiritus entfernt<br />
werden.<br />
• Die Fräseinrichtung ist mit zwei doppelseitig angeschliffenen Messern ausgerüstet. Bei<br />
nachlassender Schnittleistung können die Messer gewendet bzw. durch neue ersetzt<br />
werden<br />
Es ist stets darauf zu achten, dass die zu bearbeitenden Rohr - bzw. Werkstückenden,<br />
insbesondere die Stirnflächen, frei von Verschmutzung sind, da sonst die Lebensdauer der<br />
Messer vermindert wird.<br />
Es empfiehlt sich, Reparatur nur durch eine Servicewerkstatt oder den Hersteller<br />
vornehmen zu lassen.<br />
8<br />
DEUTSCH
4.1 Maschinen - und Werkzeugpflege<br />
(Wartungsvorschriften Pkt. 4 beachten!)<br />
Scharfe und saubere Werkzeuge erzeugen bessere Arbeitsergebnisse und sind sicherer.<br />
Stumpfe, zerbrochene oder verlorengegangene Teile unverzüglich ersetzen. Prüfen, ob das<br />
Zubehör sicher mit der Maschine verbunden ist.<br />
Bei Wartungsarbeiten nur Original - Ersatzteile verwenden. Reparaturen dürfen nur durch<br />
fachlich qualifiziertes Personal ausgeführt werden.<br />
Bei Nichtbenutzung, vor Pflege- und Wartungsarbeiten und vor dem Wechseln von<br />
Zubehörteilen, Maschine vom Stromnetz trennen.<br />
Vor dem Wiederanschluss an das Stromnetz ist sicherzustellen, dass die Maschine und das<br />
Zubehörwerkzeug ausgeschaltet ist.<br />
Bei Verwendung von Verlängerungskabeln sind diese auf ihre Sicherheit und Funktionsfähigkeit<br />
zu prüfen. Es dürfen nur für den Außeneinsatz zugelassene Kabel verwendet werden.<br />
Nicht benutzen darf man Werkzeuge und Maschinen, wenn Gehäuse oder Handgriffe,<br />
besonders solche aus Kunststoff, gerissen bzw. verzogen sind.<br />
Schmutz und Feuchtigkeit in solchen Rissen leiten den elektrischen Strom. Dies kann zu einem<br />
elektrischen Schlag führen, falls im Werkzeug bzw. in der Maschine ein Isolationsschaden<br />
auftritt.<br />
Anmerkung:<br />
Weiterhin verweisen wir auf die Unfallverhütungsvorschriften.<br />
5. Zubehör<br />
Geeignetes Zubehör und ein Bestellformular finden Sie ab Seite 100.<br />
6. Entsorgung<br />
Teile des Gerätes sind Wertstoffe und können der Wiederverwertung zugeführt werden. Hierfür<br />
stehen zugelassene und zertifizierte Verwerterbetriebe zur Verfügung. Zur<br />
umweltverträglichen Entsorgung der nicht verwertbaren Teile (z.B. Elektronikschrott)befragen<br />
Sie bitte Ihre zuständige Abfallbehörde<br />
Nur für Deutschland gültig:<br />
Die Entsorgung Ihres erworbenen ROTHENBERGER Gerätes übernimmt ROTHENBERGER für Sie -<br />
kostenlos! Bitte geben Sie dies bitte bei Ihrem nächsten ROTHENBERGER Service Express Händler<br />
ab.<br />
Wer Ihr ROTHENBERGER Service Express Händler in Ihrer Nähe ist, erfahren Sie auf unserer<br />
Homepage unter<br />
www.rothenberger.com<br />
DEUTSCH<br />
9
Contents<br />
Page<br />
1. Safety Comments 11<br />
1.1 Intended Use 11<br />
1.2 Indication to the safety of man and machine 11<br />
2. Technical Data 13<br />
3. Function of the machine 13<br />
3.1 Description of the machine 13<br />
3.2 Operating instructions 14<br />
3.2.1 Putting into operation 14<br />
3.2.2 Measures for preparing welding 15<br />
3.2.3 Welding 16<br />
3.2.4 Putting out of operation 16<br />
3.3 General requirements 17<br />
3.4 Important information on welding parameters 17<br />
4. Maintenance and care 17<br />
4.1 Machine and tool care 18<br />
5. Accessories 18<br />
6. Disposal 18<br />
10<br />
ENGLISH
1. Safety Comments<br />
1.1 Intended Use<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> must be used only for producing heating plate butt fusion<br />
welded joints of PE, PVDF and PP pipes with outer diameters of 40 - 160mm<br />
1.2 Indication to the safety of man and machine<br />
WARNING! Read all instructions. Failure to follow all instructions listed below may result in<br />
electric shock, fire and/or serious injury. The term “power tool” in all of the warnings listed<br />
below refers to your mains operated (corded) power tool or battery operated (cordless) power<br />
tool.<br />
SAVE THESE INSTRUCTIONS.<br />
1) Work area<br />
a) Keep work area clean and well lit. Cluttered and dark areas invite accidents.<br />
b) Do not operate power tools in explosive atmospheres, such as in the presence of<br />
flammable liquids, gases or dust. Power tools create sparks which may ignite the dust or<br />
fumes.<br />
c) Keep children and bystanders away while operating a power tool. Distractions can<br />
cause you to lose control.<br />
2) Electrical safety<br />
a) Power tool plugs must match the outlet. Never modify the plug in any way. Do not<br />
use any adapter plugs with earthed (grounded) power tools. Unmodified plugs and<br />
matching outlets will reduce risk of electric shock.<br />
b) Avoid body contact with earthed or grounded surfaces such as pipes, radiators,<br />
ranges and refrigerators. There is an increased risk of electric shock if your body is<br />
earthed or grounded.<br />
c) Do not expose power tools to rain or wet conditions. Water entering a power tool<br />
will increase the risk of electric shock.<br />
d) Do not abuse the cord. Never use the cord for carrying, pulling or unplugging the<br />
power tool. Keep cord away from heat, oil, sharp edges or moving parts. Damaged<br />
or entangled cords increase the risk of electric shock.<br />
e) When operating a power tool outdoors, use an extension cord suitable for outdoor<br />
use. Use of a cord suitable for outdoor use reduces the risk of electric shock.<br />
3) Personal safety<br />
a) Stay alert, watch what you are doing and use common sense when operating a<br />
power tool. Do not use a power tool while you are tired or under the influence of<br />
drugs, alcohol or medication. A moment of inattention while operating power tools may<br />
result in serious personal injury.<br />
b) Use safety equipment. Always wear eye protection. Safety equipment such as dust<br />
mask, nonskid safety shoes, hard hat, or hearing protection used for appropriate conditions<br />
will reduce personal injuries.<br />
c) Avoid accidental starting. Ensure the switch is in the off position before plugging<br />
in. Carrying power tools with your finger on the switch or plugging in power tools that<br />
have the switch on invites accidents.<br />
d) Remove any adjusting key or wrench before turning the power tool on. A wrench or<br />
a key left attached to a rotating part of the power tool may result in personal injury.<br />
e) Do not overreach. Keep proper footing and balance at all times. This enables better<br />
control of the power tool in unexpected situations.<br />
f) Dress properly. Do not wear loose clothing or jewellery. Keep your hair, clothing<br />
and gloves away from moving parts. Loose clothes, jewellery or long hair can be caught<br />
in moving parts.<br />
ENGLISH<br />
11
g) If devices are provided for the connection of dust extraction and collection<br />
facilities, ensure these are connected and properly used. Use of these devices can<br />
reduce dust related hazards.<br />
4) Power tool use and care<br />
a) Do not force the power tool. Use the correct power tool for your application. The<br />
correct power tool will do the job better and safer at the rate for which it was designed.<br />
b) Do not use the power tool if the switch does not turn it on and off. Any power tool<br />
that cannot be controlled with the switch is dangerous and must be repaired.<br />
c) Disconnect the plug from the power source before making any adjustments,<br />
changing accessories, or storing power tools. Such preventive safety measures reduce<br />
the risk of starting the power tool accidentally.<br />
d) Store idle power tools out of the reach of children and do not allow persons<br />
unfamiliar with the power tool or these instructions to operate the power tool.<br />
Power tools are dangerous in the hands of untrained users.<br />
e) Maintain power tools. Check for misalignment or binding of moving parts,<br />
breakage of parts and any other condition that may affect the power tools<br />
operation. If damaged, have the power tool repaired before use. Many accidents are<br />
caused by poorly maintained power tools.<br />
f) Keep cutting tools sharp and clean. Properly maintained cutting tools with sharp cutting<br />
edges are less likely to bind and are easier to control.<br />
g) Use the power tool, accessories and tool bits etc., in accordance with these<br />
instructions and in the manner intended for the particular type of power tool,<br />
taking into account the working conditions and the work to be performed. Use of<br />
the power tool for operations different from those intended could result in a hazardous<br />
situation.<br />
5) Service<br />
a) Have your power tool serviced by a qualified repair person using only identical<br />
replacement parts. This will ensure that the safety of the power tool is maintained.<br />
12<br />
ENGLISH
2. Technical Data<br />
Welding range : Ø 40-160mm<br />
Pressure range : Ø 40-110mm up to SDR 7.25<br />
Ø 125-140mm up to SDR 11<br />
Ø 160mm up to SDR 13.6<br />
Max. traverse path : 130mm<br />
Trimmer<br />
Electrical connection : 230V AC, 50/60Hz, 500W, 2.4A<br />
: 110V AC, 50/60Hz, 500W, 4.8A<br />
Idle speed : 520 rpm<br />
Heating element<br />
Electric connection : 230V AC, 50/60Hz, 500W, 3.6A<br />
: 110V AC, 50/60Hz, 500W, 7.2A<br />
Temperature control : electronically regulated<br />
Adjustment range 0-280°C<br />
Heating plate diameter : 200mm<br />
Weights<br />
Complete machine : 57.4kg<br />
Machine with skid frame<br />
without adaptor clamping inserts : 45.7kg<br />
Dimensions<br />
Machine swivelled in : 715X430X735mm<br />
swivelled out (work position) : 715X680X1180mm<br />
3. Function of the machine<br />
3.1 Description of the machine<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> is a compact, easy-to-transport heating plate butt fusion pipe<br />
welding machine. Welded joints for house installations, chimney renovations and roof drainage<br />
systems made of PE, PVDF and PP pipes with outer diameters of 40 - 160mm can be safely<br />
produced with the machine. All standard fittings can be processed.<br />
The machine basically consists of:<br />
Monoblock machine housing with fixed and movable table, electric trimmer, electronicallyregulated<br />
heating element, safety guard for heating element, basic clamping set Ø160mm, pipe<br />
supports, mobile work and transport frame, adaptor clamping inserts.<br />
The external clamping position of the main clamp set (Art. no.: 5.4082), specially for pressure<br />
pipe welding, is available as an accessory.<br />
The welding machine must be operated only by correspondingly instructed and appropriately<br />
qualified specialists in accordance with DVS 2212 Part 1.<br />
The machine must be used only by trained and authorized operators!<br />
ENGLISH<br />
13
3.2 Operating instructions<br />
3.2.1 Putting into operation<br />
Please read through the operating instructions and safety instructions attentively<br />
before you put the butt fusion welding machine into operation!<br />
• Put the machine on a level, solid surface.<br />
• Pull the lock pins to the right and left inwards, swivel the machine upwards and snap the<br />
pins into the upper boreholes (not for basic version).<br />
ATTENTION:<br />
Make sure that both pins sit correctly in the boreholes on the frame.<br />
• Put the handwheel onto the shaft on the front side of the machine, secure with threaded<br />
pin and disengage the clamping lever for fixing the shaft.<br />
• Pull the trimmer lock to the front and swivel the trimmer to the back.<br />
• Swivel out heating plate guard and swivel heating element to the back.<br />
• Connect power plug to the power supply stated on the type plate. Switch on main switch on<br />
the side of the temperature regulator (the switch lights up green). Adjust desired<br />
temperature if necessary (see temperature regulator).<br />
Heating of the heating element is indicated by the red pilot lamp in the temperature<br />
regulator. The value shown in the display is the actual value of the temperature. According<br />
to DVS the heating element is ready for operation after the set temperature is reached for<br />
the first time.<br />
The temperature must be checked occasionally with a thermometer.<br />
Very hot – Do not touch! The heating element can reach a temperature of approx.<br />
280°C and must be swivelled back into the safety guard provided for it immediately<br />
after use.<br />
Temperature regulator:<br />
The welding machine is equipped with a 400 model digital temperature regulator.<br />
Furthermore, the power supply of the trimmer and heating element is provided via a central<br />
power line.<br />
The digital temperature regulator is optimally configured and adjusted at the factory. To adjust<br />
the temperature, only the F button needs to be pressed until the display shows “_SP“. Now<br />
the set temperature ranging from 0-280°C can be changed using the arrow keys. If no more<br />
buttons are pressed, the display shows the actual temperature, the regulator adjusts the newly<br />
selected temperature automactically. The red arrow flashes as long as the actual temperature is<br />
lower than the adjusted set temperature (low). If the actual temperature is high, the red arrow<br />
flashes (high). If the adjusted set value corresponds to the actual value, the green bar shines. If<br />
the actual surface temperature of the heating element does not correspond to the displayed<br />
actual value, an offset can be entered. To do this, keep F button pressed until “InP“ appears<br />
on the display (approx.7sec); release F button. Afterwards, tap F button until “oFS“<br />
appears. Adjust this value accordingly. To conclude the change, press F button until the<br />
actual value is displayed again.<br />
Attention! No other parameters must be changed.<br />
14<br />
ENGLISH
Factory setting:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Note:<br />
The information under CFG can vary slightly due to the autotuning function.<br />
If hunting occurs extensively, the autotuning function can be activated when the heating<br />
element is cold (Adjust to “S.tu“ in the CFG menu; resetting to 0 takes place auomatically).<br />
3.2.2 Measures for preparing welding<br />
• Open the hand grip on the basic clamping elements in an upward direction and swivel to<br />
rear position.<br />
• For pipes which are smaller than the maximum diameter of 160 mm to be welded the<br />
adaptor clamping inserts of the corresponding diameter are to be inserted in the clamps.<br />
Supports bracket inserts are to be inserted in the support brackets and fastened with the<br />
knurled screws.<br />
• Insert the plastic pipes or fittings to be welded into the clamps. Put the support brackets<br />
under the pipe or fitting, loosen hexagonal screw with multi-purpose spanner SW 17, and<br />
move the support bracket accordingly and turn if required.<br />
ATTENTION:<br />
For straight pipes to be welded align the support brackets with the front surface parallel to<br />
the centre of the groove in the tables.<br />
Close top clamp, swivel in winged handle, align pipe or fitting and tighten by means of the<br />
hand lever. If necessary, set the required tension force by means of the adjusting screw.<br />
• Check whether the workpieces are tight in the clamping tool by moving the workpieces<br />
together. Also check whether the heating element has reached operating temperature.<br />
Heating is ended when the red pilot lamp on the temperature regulator flashes or the<br />
correct ACTUAL value is displayed.<br />
Please note!<br />
To guarantee even distribution of heat over the entire surface of the heating plate, it is<br />
required to wait a period of approx. 10 minutes after the lamp flashes (according to DVS).<br />
• Swivel the electric trimmer between the pipe sections to be welded and switch on by<br />
pressing the switch in the handle. With the handwheel move the ends of the workpieces<br />
carefully against the rotating knives of the trimmer disks. Pipes and fittings can be<br />
machined on one side when the stop for one-sided cutting on the bottom of the trimmer is<br />
turned towards the side which is not to be machined.<br />
ENGLISH<br />
15
3.2.3 Welding<br />
Risk of injury! Do not grasp into the running knife while the trimmer is put into<br />
operation. Operate trimmer only in swivelled in state (work position) and swivel back<br />
again afterwards. The operativeness of the safety switch in the trimmer must be<br />
guaranteed at all times to prevent unintentional starting outside the work position.<br />
• After the front sides are trimmed flat, which can be recognized by a uniform and unbroken<br />
chip, slowly move the pipes ends apart. Unlock the trimmer by pulling out the ring and<br />
swivel it out.<br />
• Move workpieces together and check whether the welded surfaces are flat. If this is not the<br />
case, trimming must be repeated.<br />
The axial offset between the workpieces must not be greater than 10% of the wall<br />
thickness and the gap between the flat surfaces must not be greater than 0.5 mm<br />
(according to DVS). If this is not the case, adjust with the help of the clamping screws and<br />
pipe supports and repeat trimming.<br />
Attention!<br />
The trimmed surfaces prepared for welding must not be touched with the hands and must<br />
be kept free of dirt.<br />
• Swivel the heating element between the two workpieces.<br />
Risk of crushing! Always maintain a safe distance from the machine when moving<br />
clamping tools and pipes together.<br />
• Move pipe ends together, apply required adjusting force and hold on the handwheel shaft<br />
by screwing up the clamping lever tightly.<br />
As soon as the required bead height is reached evenly over the entire circumference at the<br />
pipe ends, disengage the clamping lever, reduce the force to the corresponding preheating<br />
force (near 0) and screw up the clamping lever tightly again. It must be ensured that the<br />
workpiece ends abut evenly to the heating plate.<br />
• After the preheating time is over, disengage clamping lever, move workpieces apart, swivel<br />
out the heating element and move the workpiece ends together again. Increase the force as<br />
linearly as possible to the corresponding joining force and screw up the clamping lever<br />
tightly. The joining force must be maintained with a tolerance of +/- 6,66% (PE) during the<br />
entire cooling period (see specific parameters of the employed materials).<br />
• At the end of the cooling period, disengage the clamping lever and release the spring via<br />
the handwheel. Unclamp and take out the welded tube sections. The entire parameters<br />
can be found in the welding tables.<br />
3.2.4 Putting out of operation<br />
• Switch off machine by the rocker switch on the side of the temperature regulator.<br />
• Unplug the basic machine.<br />
• Swivel trimmer and heating element into the space between the main clamps and swivel in<br />
heating plate safety guard over heating plate and left-hand main clamp.<br />
• Wind up flex.<br />
Attention!<br />
If the flex is wound around the safety guard, make sure the heating plate is cooled off.<br />
• Pull lock pins below the machine to the right and left, swivel the machine downwards into<br />
the machine base, and snap the pins into the bottom boreholes.<br />
16<br />
ENGLISH
3.3 General requirements<br />
Because weather and environmental influences have a decisive impact on welding, the<br />
corresponding specifications in the DVS guidelines 2207 Part 1, 11 and 15 must be observed<br />
unconditionally. Outside Germany the corresponding national guidelines shall apply.<br />
(The welding work must be monitored constantly and carefully!)<br />
3.4 Important information on welding parameters<br />
All required welding parameters, such as temperature, force and time are to be taken from the<br />
latest DVS guidelines 2207 Part 1, 11 and 15. Outside Germany the corresponding national<br />
guidelines shall apply. In individual cases the material-specific parameters of the pipe<br />
manufacturer must be obtained.<br />
The welding parameters stated in the enclosed welding tables are reference values which<br />
ROTHENBERGER does not guarantee!<br />
Reference:<br />
Deutscher Verlag für Schweißtechnik DVS-Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, 40223 Düsseldorf 1<br />
Telephone +49 (0) 211 15 10 56 Fax +49 (0) 211 15 75 95-0<br />
4. Maintenance and care<br />
To maintain the operativeness of the machine the following instructions must be followed:<br />
• The guide rails must be kept free of dirt. When their surface is damaged, the guide rails<br />
must be exchanged.<br />
• The electric drives of the trimmer and heating element must be operated only with the<br />
voltage stated on the type plate.<br />
• To obtain perfect welding results it is required to keep the heating element clean. When its<br />
surface is damaged, the heating element must be recoated or exchanged. Material residues<br />
on the heating plate reduce the anti-adhesive properties and must be removed with nonfuzzy<br />
paper and alcohol.<br />
• The trimmer is equipped with two double-sided ground knives. When cutting capacity starts<br />
decreasing, the knives can be turned over or replaced by new ones<br />
It must always be ensured that the pipe or workpiece ends to be machined, especially the<br />
face surfaces, are free of soiling because otherwise the service life of the knives will be<br />
shortened.<br />
It is recommendable to have repairs done only by a service workshop or by the<br />
manufacturer.<br />
ENGLISH<br />
17
4.1 Machine and tool care<br />
(Follow the maintenance instructions in item 4!)<br />
Sharp and clean tools produce better work results and are safer.<br />
Replace blunt, broken or lost parts immediately. Check whether the accessories are securely<br />
connected to the machine.<br />
Use only original spare parts from the manufacturer for maintenance work. Repairs must be<br />
carried out only by professionally qualified personnel.<br />
Disconnect the machine from the mains when it is not in use, prior to care and maintenance<br />
work and before changing accessory parts.<br />
Prior to reconnection to the mains, it must be ensured that the machine and the accessory tools<br />
are switched off.<br />
When extension cables are used, they must be checked for their safety and operativeness. Only<br />
cables approved for outdoor use must be used.<br />
Tools and machines whose housing or handles, especially those made of plastic, are cracked or<br />
warped must not be used.<br />
Dirt and moisture in such cracks conduct electric current. This can lead to an electric shock if the<br />
insulation is damaged in the tools or in the machine.<br />
Note: Furthermore, we refer to the accident prevention regulations.<br />
5. Accessories<br />
6. Disposal<br />
The relevant accessories and an order form can be found from Page 100 onwards.<br />
Parts of the machine are reusable materials and can be recycled. Approved and certified<br />
recycling companies are available for this. For the environmentally friendly disposal of the nonrecyclable<br />
parts (e.g. electronic scrap) please ask your responsible waste authority<br />
18<br />
ENGLISH
Sommaire<br />
Page<br />
1. Remarques relatives à la sécurité 20<br />
1.1 Utilisation conforme à la destination 20<br />
1.2 Consignes relatives à la sécurité de l’homme et de l’appareil 20<br />
2. Caractéristiques techniques 22<br />
3. Fonctionnement de l’appareil 22<br />
3.1 Description de l’appareil 22<br />
3.2 Mode d’emploi 23<br />
3.2.1 Mise en service 23<br />
3.2.2 Mesures de préparation du soudage 24<br />
3.2.3 Soudage 25<br />
3.2.4 Mise hors service 26<br />
3.3 Exigences générales 26<br />
3.4 Remarques importantes concernant les paramètres de soudage 26<br />
4. Entretien et maintenance 26<br />
4.1 Entretien de la machine et des outils 27<br />
5. Accessoires 27<br />
6. Elimination des déchets 27<br />
FRANÇAIS<br />
19
1. Remarques relatives à la sécurité<br />
1.1 Utilisation conforme à la destination<br />
La ROWELD P 160 A-4 <strong>SANILINE</strong> doit exclusivement être utilisée pour la fabrication de joints<br />
soudés aux éléments thermiques de tubes en PE, PVDF et PP avec des diamètres extérieurs de<br />
40 à 160 mm.<br />
1.2 Consignes relatives à la sécurité de l’homme et de l’appareil<br />
ATTENTION ! Lire toutes les indications. Le non-respect des instructions indiquées ci-après<br />
peut entraîner un choc électrique, un incendie et/ou de graves blessures sur les personnes. La<br />
notion d’« outil électroportatif » mentionnée par la suite se rapporte à des outils électriques<br />
raccordés au secteur (avec câble de raccordement) et à des outils électriques à batterie (sans<br />
câble de raccordement).<br />
GARDER PRECIEUSEMENT CES INSTRUCTIONS DE SECURITE.<br />
1) Place de travail<br />
a) Maintenez l’endroit de travail propre et bien éclairé. Un lieu de travail en désordre ou<br />
mal éclairé augmente le risque d’accidents.<br />
b) N’utilisez pas l’appareil dans un environnement présentant des risques d’explosion<br />
et où se trouvent des liquides, des gaz ou poussières inflammables. Les outils<br />
électroportatifs génèrent des étincelles risquant d’enflammer les poussières ou les vapeurs.<br />
c) Tenez les enfants et autres personnes éloignés durant l’utilisation de l’outil<br />
électroportatif. En cas d’inattention vous risquez de perdre le contrôle sur l’appareil.<br />
2) Sécurité relative au système électrique<br />
a) La fiche de secteur de l’outil électroportatif doit être appropriée à la prise de<br />
courant. Ne modifiez en aucun cas la fiche. N’utilisez pas de fiches d’adaptateur<br />
avec des appareils avec mise à la terre. Les fiches non modifiées et les prises de courant<br />
appropriées réduisent le risque de choc électrique.<br />
b) Evitez le contact physique avec des surfaces mises à la terre tels que tuyaux,<br />
radiateurs, fours et réfrigérateurs. Il y a un risque élevé de choc électrique au cas où<br />
votre corps serait relié à la terre.<br />
c) N’exposez pas l’outil électroportatif à la pluie ou à l’humidité. La pénétration d’eau<br />
dans un outil électroportatif augmente le risque d’un choc électrique.<br />
d) N’utilisez pas le câble à d’autres fins que celles prévues, n’utilisez pas le câble pour<br />
porter l’appareil ou pour l’accrocher ou encore pour le débrancher de la prise de<br />
courant. Maintenez le câble éloigné des sources de chaleur, des parties grasses, des<br />
bords tranchants ou des parties de l’appareil en rotation. Un câble endommagé ou<br />
torsadé augmente le risque d’un choc électrique.<br />
e) Au cas où vous utiliseriez l’outil électroportatif à l’extérieur, utilisez une rallonge<br />
autorisée homologuée pour les applications extérieures. L’utilisation d’une rallonge<br />
électrique homologue pour les applications extérieures réduit le risque d’un choc électrique.<br />
3) Sécurité des personnes<br />
a) Restez vigilant, surveillez ce que vous faites. Faites preuve de bon en utilisant<br />
l’outil électroportatif. N’utilisez pas l’appareil lorsque vous êtes fatigué ou après<br />
avoir consommé de l’alcool, des drogues ou avoir pris des médicaments. Un<br />
moment d’inattention lors de l’utilisation de l’appareil peut entraîner de graves blessures<br />
sur les personnes.<br />
b) Portez des équipements de protection. Portez toujours des lunettes de protection.<br />
Le fait de porter des équipements de protection personnels tels que masque anti-poussières,<br />
chaussures de sécurité antidérapantes, casque de protection ou protection acoustique<br />
suivant le travail à effectuer, réduit le risque de blessures.<br />
20<br />
FRANÇAIS
c) Evitez une mise en service par mégarde. Assurez- vous que l’interrupteur est<br />
effectivement en position d’arrêt avant de retirer la fiche de la prise de courant. Le<br />
fait de porter l’appareil avec le doigt sur l’interrupteur ou de brancher l’appareil sur la<br />
source de courant lorsque l’interrupteur est en position de fonctionnement, peut entraîner<br />
des accidents.<br />
d) Enlevez tout outil de réglage ou toute clé avant de mettre l’appareil en<br />
fonctionnement. Une clé ou un outil se trouvant sur une partie en rotation peut causer<br />
des blessures.<br />
e) Ne surestimez pas vos capacités. Veillez à garder toujours une position stable et<br />
équilibrée. Ceci vous permet de mieux contrôler l’appareil dans des situations inattendues.<br />
f) Portez des vêtements appropriés. Ne portez pas de vêtements amples ni de bijoux.<br />
Maintenez cheveux, vêtements et gants éloignés des parties de l’appareil en<br />
rotation. Des vêtements amples, des bijoux ou des cheveux longs peuvent être happés par<br />
des pièces en mouvement.<br />
g) Si des dispositifs servant à aspirer ou à recueillir les poussières doivent être<br />
utilisés, vérifiez que ceux-ci soient effectivement raccordés et qu’ils sont<br />
correctement utilisés. L’utilisation de tells dispositifs réduit les dangers dus aux<br />
poussières.<br />
4) Utilisation et emploi soigneux de l’outil électroportatif<br />
a) Ne surchargez pas l’appareil. Utilisez l’outil électroportatif approprié au travail à<br />
effectuer. Avec l’outil électroportatif approprié, vous travaillerez mieux et avec plus de<br />
sécurité à la vitesse pour laquelle il est prévu.<br />
b) N’utilisez pas un outil électroportatif dont l’interrupteur est défectueux. Un outil<br />
électroportatif qui ne peut plus être mis en ou hors fonctionnement est dangereux et doit<br />
être réparé.<br />
c) Retirer la fiche de la prise de courant avant d’effectuer des réglages sur l’appareil,<br />
de changer les accessoires, ou de ranger l’appareil. Cette mesure de précaution<br />
empêche une mise en fonctionnement par mégarde.<br />
d) Gardez les outils électroportatifs non utilises hors de portée des enfants. Ne<br />
permettez pas l’utilisation de l’appareil à des personnes qui ne se sont pas<br />
familiarisées avec celui-ci ou qui n’ont pas lu ces instructions. Les outils<br />
électroportatifs sont dangereux lorsqu’ils sont utilises par des personnes non initiées.<br />
e) Prenez soin des outils électroportatifs. Vérifiez que les parties en mouvement<br />
fonctionnent correctement et qu’elles ne soient pas coincées, et contrôlez si des<br />
parties sont cassées ou endommagées de telle sorte que le bon fonctionnement de<br />
l’appareil s’en trouve entravé. Faites réparer les parties endommagées avant<br />
d’utiliser l’appareil. De nombreux accidents sont dus à des outils électroportatifs mal<br />
entretenus.<br />
f) Maintenez les outils de coupe aiguisés et propres. Des outils soigneusement<br />
entretenus avec des bords tranchants bien aiguisés se coincent moins souvent et peuvent<br />
être guidés plus facilement.<br />
g) Utilisez les outils électroportatifs, les accessoires, les outils à monter etc.<br />
conformément à ces instructions et aux prescriptions en vigueur pour ce type<br />
d’appareil. Tenez compte également des conditions de travail et du travail à<br />
effectuer. L’utilisation des outils électroportatifs à d’autres fins que celles prévues peut<br />
entraîner des situations dangereuses.<br />
5) Service<br />
a) Ne faites réparer votre outil électroportatif que par un personnel qualifié et<br />
seulement avec des pièces de rechange d’origine. Ceci permet d’assurer la sécurité de<br />
l’appareil.<br />
FRANÇAIS<br />
21
2. Caractéristiques techniques<br />
Plage de soudage : Ø 40-160 mm<br />
Plage de pression : Ø 40-110 mm jusqu’à SDR 7,25<br />
Ø 125-140 mm jusqu’à SDR 11<br />
Ø 160 mm jusqu’à SDR 13,6<br />
Déplacement maxi. : 130 mm<br />
Equipement de fraisage<br />
Raccordement électrique : 230 V AC, 50/60 Hz, 500 W, 2,4 A<br />
: 110 V AC, 50/60 Hz, 500 W, 4,8 A<br />
Vitesse de rotation à vide : 520 trs/min<br />
Elément thermique<br />
Raccordement électrique : 230 V AC, 50/60 Hz, 800 W, 3,6 A<br />
: 110 V AC, 50/60 Hz, 800 W, 7,2 A<br />
Commande de la température : régulation électronique<br />
plage de réglage 0-280 °C<br />
Diamètre de la plaque chauffante : 200 mm<br />
Poids<br />
Machine complète : 57,4 kg<br />
Machine avec support<br />
sans inserts de serrage de réduction : 45,7 kg<br />
Dimensions<br />
Machine rentrée : 715 x 430 x 735 mm<br />
sortie (position de travail) : 715 x 680 x 1180 mm<br />
3. Fonctionnement de l’appareil<br />
3.1 Description de l’appareil<br />
La ROWELD P 160 A-4 <strong>SANILINE</strong> est une soudeuse bout à bout à élément thermique compacte et<br />
facile à transporter. Cette machine permet de fabriquer en toute sécurité des joints soudés pour<br />
des installations domestiques, des restaurations de cheminées et des systèmes de drainage de<br />
toits en tubes en PE, PVDF et PP avec des diamètres extérieurs de 40 à 160 mm. Tous les<br />
raccords courants dans le commerce peuvent être usinés.<br />
Les composants essentiels de la machine sont :<br />
le socle de machine monobloc avec glissoir fixe et mobile, l’équipement de fraisage électrique,<br />
l’élément thermique à réglage électronique, le dispositif de protection de l’élément thermique<br />
contre les contacts accidentels, le jeu de mâchoires de serrage de base Ø160mm, les supports de<br />
tubes, le châssis de travail et de transport, les inserts de serrage de réduction.<br />
Le jeu de mâchoires de serrage de base (réf. 5.4082) pour la position de serrage extérieure,<br />
spécialement conçu pour les soudages de tubes sous pression, est disponible comme accessoire.<br />
La soudeuse doit uniquement être utilisée par des spécialistes qualifiés et ayant reçu les<br />
instructions correspondantes, conformément à la directive de contrôle DVS 2212, 1 ère partie.<br />
Important!<br />
Seules des personnes formées à cet effet et autorisées peuvent utiliser la machine !<br />
22<br />
FRANÇAIS
3.2 Mode d’emploi<br />
3.2.1 Mise en service<br />
Veuillez lire attentivement le mode d’emploi et les remarques concernant la sécurité<br />
avant la mise en service de la soudeuse bout à bout !<br />
• Placer la machine sur un sol plan et solide.<br />
• Tirer les chevilles d’arrêt situées à droite et à gauche vers l’intérieur, faire pivoter la machine<br />
vers le haut et enclencher les chevilles dans les trous supérieurs (pas sur la version Basic).<br />
ATTENTION :<br />
veiller à ce que les deux chevilles soient bien placées dans les trous du châssis.<br />
• Emboîter le volant à main sur l’arbre situé à l’avant de la machine, l’arrêter avec la tige<br />
filetée et desserrer le levier de blocage qui bloque l’arbre.<br />
• Tirer le verrouillage de la fraise vers l’avant et faire pivoter l’équipement de fraisage vers<br />
l’arrière.<br />
• Sortir le dispositif de protection de la plaque chauffante et faire pivoter l’élément<br />
thermique vers l’arrière.<br />
• Raccorder la fiche de secteur à l’alimentation électrique indiquée sur la plaque signalétique.<br />
Connecter le commutateur principal sur le côté du thermostat (une lumière verte s’allume<br />
sur le commutateur). Régler la température éventuellement souhaitée (voir thermostat).<br />
Le chauffage de l’élément thermique est indiqué par la lampe témoin rouge dans le<br />
thermostat. L’affichage de l’unité de visualisation indique généralement la valeur effective<br />
de la température. Conformément à DVS, l’élément thermique peut être utilisé 10 minutes<br />
après que la température de consigne a été atteinte pour la première fois.<br />
La température doit être occasionnellement contrôlée avec un thermomètre.<br />
Risque de brûlure ! L’élément thermique peut atteindre une température d’env.<br />
280° C et doit être rentré dans le dispositif de protection contre les contacts<br />
accidentels immédiatement après son utilisation.<br />
Thermostat:<br />
La soudeuse est équipée d’un thermostat numérique de type 400. En outre, l’alimentation en<br />
électricité de la fraise et de l’élément thermique est assurée par le biais d’une conduite de<br />
réseau centrale.<br />
Le thermostat numérique est configuré et réglé de manière optimale en usine. Pour régler la<br />
température, il suffit d’appuyer sur la touche F jusqu’à ce que l’affichage indique « _SP ». La<br />
température de consigne peut maintenant être modifiée dans la plage de 0 à 280°C avec les<br />
touches à flèches. Si aucune autre touche n’est actionnée, l’affichage indique à nouveau la<br />
température effective, le thermostat règle automatiquement la nouvelle température choisie.<br />
Tant que la température effective est inférieure à la température de consigne réglée, la flèche<br />
rouge (low) clignote. Si la température effective est supérieure, la flèche rouge (high) clignote.<br />
Si la valeur de consigne réglée correspond à la valeur effective, la barre verte clignote. Si la<br />
température effective de la surface de l’élément thermique ne correspond pas à la valeur<br />
effective affichée, un « offset » peut être entré. Pour cela, maintenir la touche F enfoncée<br />
jusqu’à ce que « InP » apparaisse sur l’unité de visualisation (env.7 s) ; relâcher la touche F.<br />
Ensuite, actionner la touche F jusqu’à ce que « oFS » apparaisse. Adapter ensuite cette<br />
valeur en conséquence. Pour achever la modification, actionner la touche F jusqu’à ce que la<br />
valeur effective soit à nouveau affichée.<br />
Attention ! Tous les autres paramètres ne devraient pas être modifiés.<br />
FRANÇAIS<br />
23
Réglage en usine:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Rem. : du fait de la fonction « autotuning », les indications données sous CFG peuvent diverger<br />
faiblement.<br />
Si des pompages importants surviennent, la fonction « Autotuning » pourra être activée à l’état<br />
froid de l’élément thermique (dans le menu CFG régler le point « S.tu » sur 2 ; la remise à zéro<br />
se fera automatiquement).<br />
3.2.2 Mesures de préparation du soudage<br />
• Ouvrir vers le haut la poignée située au niveau des éléments de serrage de base, la faire<br />
pivoter jusqu'à la position arrière.<br />
• Pour les tubes plus petits que le diamètre à souder maximum de 160 mm, les inserts de<br />
serrage de réduction du diamètre correspondant doivent être placés dans les mâchoires de<br />
serrage de base, inserts de chape de support dans la chape de support, et fixés avec les vis<br />
moletées.<br />
• Insérer les tubes en plastique ou les raccords à souder dans les dispositifs de serrage. Poser<br />
les chapes de support sous le morceau de tube ou sous le raccord, pour cela desserrer la vis à<br />
tête hexagonale avec la clé à fourche simple à ouverture 17 et déplacer la chape de support<br />
en conséquence et la tourner le cas échéant.<br />
ATTENTION :<br />
pour les tubes qui doivent être soudés droits, les chapes de support doivent être alignées<br />
dans les glissoirs avec la face avant parallèle au milieu de la rainure.<br />
Fermer les mâchoires de serrage supérieures, rentrer la poignée à ailettes, aligner le tube ou<br />
le raccord et le serrer au moyen du levier à main. Le cas échéant, utiliser la vis permettant de<br />
réguler la force de réglage nécessaire.<br />
• Approcher les pièces à usiner afin de contrôler si elles sont bloquées dans l’outil de serrage.<br />
Il faut également contrôler si l’élément thermique a atteint la température de service. Le<br />
chauffage est achevé quand la lampe témoin rouge du thermostat clignote et/ou quand la<br />
valeur EFFECTIVE correcte est affichée.<br />
Prière de tenir compte de ce qui suit !<br />
Pour garantir une répartition homogène de la chaleur sur toute la surface de la plaque<br />
chauffante, il faut attendre env. 10 minutes (conformément à DVS) après que la lampe a<br />
commencé à clignoter).<br />
24<br />
FRANÇAIS
3.2.3 Soudage<br />
• Introduire l’équipement de fraisage électrique entre les sections de tubes à souder et le<br />
connecter en actionnant le commutateur de la poignée. Amener les extrémités des pièces à<br />
usiner contre les lames en rotation de la fraise avec précaution à l’aide du volant à main. Les<br />
tubes et raccords peuvent être usinés sur un seul côté si, pour le fraisage unilatéral sur la<br />
face inférieure de la fraise, la butée est tournée vers le côté qui ne doit pas être usiné.<br />
Risque de blessure ! Ne pas mettre les mains dans les lames en rotation pendant la<br />
mise en service de l’équipement de fraisage. N’actionner la fraise qu’après l’avoir<br />
rentrée (position de travail) puis la faire à nouveau pivoter dans sa position initiale. Le<br />
bon fonctionnement du commutateur de sécurité dans l’équipement de fraisage doit<br />
être garanti à tout moment, afin d’éviter un démarrage par inadvertance en dehors de<br />
la position de travail.<br />
• Après que les fronts ont été dressés à la fraise, ce qui est reconnaissable à un copeau<br />
homogène en un morceau, éloigner lentement les extrémités des tubes. Déverrouiller<br />
l’équipement de fraisage en tirant l’anneau vers l’avant et le sortir.<br />
• Approcher les pièces à usiner et contrôler si les surfaces à souder sont planes. Si ce n’est pas<br />
le cas, le fraisage doit être refait.<br />
Le décalage axial entre les pièces à usiner ne doit pas (conformément à DVS) dépasser 10 %<br />
de l’épaisseur de paroi et la fente entre les surfaces planes ne doit pas être supérieure à 0,5<br />
mm. Si ce n’est pas le cas, ajuster à l’aide des vis de serrage et des appuis des chapes de<br />
support puis répéter le fraisage.<br />
Attention :<br />
les surfaces fraisées préparées pour le soudage ne doivent pas être touchées avec les mains<br />
et doivent être exemptes de toute impureté.<br />
• Introduire l’élément thermique vers l’intérieur entre les deux pièces à usiner.<br />
Risque de coincement! Toujours respecter un écart sûr par rapport à la machine lors du<br />
rapprochement des outils de serrage et des tubes.<br />
• Approcher les extrémités des tubes, générer la force de compensation nécessaire et la<br />
maintenir en serrant le levier de blocage situé sur l’arbre du volant à main.<br />
Dès que la hauteur de cordon nécessaire est atteinte de manière homogène sur tout le<br />
pourtour des deux extrémités de tubes, desserrer le levier de blocage, réduire la force<br />
jusqu’à la force de chauffage correspondante (proche de 0) puis resserrer le levier de<br />
blocage. Un contact homogène des extrémités des pièces à usiner sur la plaque de<br />
chauffage doit être garanti.<br />
• Lorsque la durée de chauffage est écoulée, desserrer le levier de blocage, éloigner les pièces<br />
à usiner, sortir l’élément thermique et rapprocher les extrémités des pièces à usiner. En<br />
même temps, augmenter la force jusqu’à la force d’assemblage correspondante le plus<br />
linéairement possible et serrer le levier de blocage. La force d’assemblage doit être<br />
maintenue pendant toute la durée du refroidissement avec une tolérance de +/- 6,66% (PE)<br />
(voir paramètres spécifiques des matériaux utilisés).<br />
• Lorsque la période de refroidissement est écoulée, desserrer le levier de blocage et<br />
décharger le ressort via le volant à main. Desserrer les sections de tubes soudées et les<br />
enlever. Tous les paramètres sont indiqués dans les tableaux de soudage.<br />
FRANÇAIS<br />
25
3.2.4 Mise hors service<br />
• Déconnecter la machine avec le commutateur à bascule situé sur le côté du thermostat.<br />
• Débrancher la machine de base.<br />
• Introduire la fraise et l’élément thermique dans l’espace situé entre les mâchoires de serrage<br />
de base et introduire le dispositif de protection de l’élément thermique contre les contacts<br />
accidentels au-dessus de la plaque chauffante et de la mâchoire de serrage de base gauche.<br />
• Enrouler le câble de réseau.<br />
Attention :<br />
quand le câble de réseau est enroulé autour du dispositif de protection contre les contacts<br />
accidentels, veiller absolument à ce que la plaque chauffante ait refroidi.<br />
• Tirer les chevilles d’arrêt à droite et à gauche en dessous de la machine, rentrer la machine<br />
dans le support par le bas et enclencher les chevilles dans les trous inférieurs.<br />
3.3 Exigences générales<br />
Etant donné que les conditions atmosphériques et ambiantes ont une influence décisive sur le<br />
soudage, les prescriptions correspondantes des directives DVS 2207, 1 ère , 11 ème et 15 ème parties,<br />
doivent absolument être respectées. En dehors de l’Allemagne, les directives nationales<br />
correspondantes sont valides.<br />
(Les travaux de soudage doivent être constamment et soigneusement surveillés !)<br />
3.4 Remarques importantes concernant les paramètres de soudage<br />
Tous les paramètres de soudage nécessaires comme la température, la force et la durée sont<br />
indiqués dans les directives DVS 2207 les plus récentes, 1 ère , 11 ème et 15 ème parties. En dehors de<br />
l’Allemagne, les directives nationales correspondantes sont valides. Au cas par cas, les<br />
paramètres d’usinage spécifiques aux matériaux des fabricants de tubes devront absolument<br />
être demandés.<br />
Les paramètres de soudage mentionnés dans les tableaux de soudage joints sont des valeurs<br />
indicatives pour lesquelles la société ROTHENBERGER décline toute garantie !<br />
Achat :<br />
Deutscher Verlag für Schweißtechnik DVS-Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, 40223 Düsseldorf 1<br />
Téléphone +49 (0)211 15 10 56 Fax +49 (0)211 15 75 95-0<br />
4. Entretien et maintenance<br />
Les points suivants doivent être respectés pour assurer le bon fonctionnement de la machine :<br />
• les tiges conductrices doivent être maintenues exemptes d’impuretés. Les tiges conductrices<br />
doivent être remplacées si leur surface est endommagée.<br />
• les entraînements électriques de l’équipement de fraisage et de l’élément thermique ne<br />
doivent fonctionner qu’avec la tension indiquée sur la plaque signalétique.<br />
• pour obtenir des résultats de soudage parfaits, il est nécessaire de maintenir l’élément<br />
thermique propre. Si sa superficie est endommagée, l’élément thermique doit être doté<br />
d’un nouveau revêtement et/ou remplacé. Des résidus de matériaux sur le miroir de chauffe<br />
réduisent les propriétés antiadhésives et doivent être enlevés avec du papier qui ne<br />
s’effiloche pas et de l’alcool à brûler.<br />
26<br />
FRANÇAIS
• L’équipement de fraisage est doté de deux lames affûtées des deux côtés. Lorsque la<br />
performance de coupe diminue, les lames peuvent être tournées et/ou remplacées par des<br />
lames neuves<br />
Il faut toujours veiller à ce que les extrémités de tubes et/ou de pièces à usiner, en<br />
particulier les surfaces de contact, soient exemptes d’impuretés étant donné que sinon la<br />
durée de vie des lames est raccourcie.<br />
Il est recommandé de faire absolument effectuer les réparations par un atelier de<br />
service après-vente ou par le fabricant.<br />
4.1 Entretien de la machine et des outils<br />
(Tenir compte des instructions de maintenance du point!)<br />
Des outils affûtés et propres donnent de meilleurs résultats de travail et sont plus sûrs.<br />
Remplacer immédiatement des pièces émoussées, cassées ou perdues. Contrôler que les<br />
accessoires sont attachés de manière sûre à la machine.<br />
Utiliser uniquement des pièces de rechange originales lors des travaux de maintenance. Seul du<br />
personnel spécialisé qualifié est autorisé à effectuer des réparations.<br />
Débrancher la machine lorsqu’elle n’est pas utilisée, avant des travaux d’entretien et de<br />
maintenance et avant le remplacement de pièces accessoires.<br />
Avant raccorder à nouveau la machine au réseau électrique, il faut s’assurer que la machine et<br />
les outils accessoires sont bien déconnectés.<br />
Si des câbles de rallonge sont utilisés, leur sécurité et leur bon fonctionnement doivent être<br />
contrôlés. Seule l’utilisation de câbles homologués pour le plein air est autorisée.<br />
Il est interdit d’utiliser des outils et des machines si le bâti ou des poignées, en particulier en<br />
plastique, sont déchirés et/ou déformés.<br />
Des impuretés et de l’humidité dans de telles fissures conduisent le courant électrique. Ceci peut<br />
entraîner une électrocution si un défaut d’isolation survient dans l’outil et/ou dans la machine.<br />
Remarque : nous renvoyons en outre aux prescriptions de prévention des accidents.<br />
5. Accessoires<br />
Vous trouverez les accessoires appropriés et un formulaire de commande page 100 et suivantes.<br />
6. Elimination des déchets<br />
Certaines parties de l’appareil sont des matériaux valorisables et peuvent être recyclées. Des<br />
entreprises de valorisation agréées et certifiées sont à votre disposition pour cela. Pour<br />
l’élimination des pièces non valorisables (par ex. déchets électroniques) dans le respect de<br />
l’environnement, veuillez vous adresser à l’autorité compétente en matière de déchets.<br />
FRANÇAIS<br />
27
Contenido<br />
Página<br />
1. Advertencias de seguridad 29<br />
1.1 Uso adecuado 29<br />
1.2 Advertencias para la seguridad de personas y equipos 29<br />
2. Datos técnicos 31<br />
3. Funcionamiento del aparato 31<br />
3.1 Descripción del aparato 31<br />
3.2 Instrucciones de manejo 32<br />
3.2.1 Puesta en servicio 32<br />
3.2.2 Medidas a tomar para la preparación de la soldadura 33<br />
3.2.3 Soldadura 34<br />
3.2.4 Puesta fuera de servicio 34<br />
3.3 Requisitos generales 35<br />
3.4 Avisos importantes a los parámetros de soldadura 35<br />
4. Limpieza y mantenimiento 35<br />
4.1 Limpieza de máquina y herramienta 36<br />
5. Accesorios 36<br />
6. Eliminación 36<br />
28<br />
ESPANÕL
1. Advertencias de seguridad<br />
1.1 Uso adecuado<br />
La máquina ROWELD P 160 A-4 <strong>SANILINE</strong> sólo debe usarse para establecer uniones soldadas<br />
HS de tubos de PE, PVDF y PP con un diámetro exterior de 40 a 160mm.<br />
1.2 Advertencias para la seguridad de personas y equipos<br />
¡ATENCIÓN! Lea íntegramente estas instrucciones.<br />
En caso de no atenerse a las instrucciones de seguridad siguientes, ello puede dar lugar a una<br />
descarga eléctrica, incendio o lesión seria. El término “herramienta eléctrica” empleado en las<br />
siguientes instrucciones se refiere a su aparato eléctrico portátil, ya sea con cable de red o, sin<br />
cable, en caso de ser accionado por acumulador.<br />
GUARDAR ESTAS INSTRUCCIONES EN UN LUGAR SEGURO.<br />
1) Puesto de trabajo<br />
a) Mantenga limpio y bien iluminado su puesto de trabajo. El desorden y una<br />
iluminación deficiente en las áreas de trabajo pueden provocar accidentes.<br />
b) No utilice la herramienta eléctrica en un entorno con peligro de explosión, en el<br />
que se encuentren combustibles líquidos, gases o material en polvo. Las<br />
herramientas eléctricas producen chispas que pueden llegar a inflamar los materials en<br />
polvo o vapores.<br />
c) Mantenga alejados a los niños y otras personas de su puesto de trabajo al emplear<br />
la herramienta eléctrica. Una distracción le puede hacer perder el control sobre el<br />
aparato.<br />
2) Seguridad eléctrica<br />
a) El enchufe del aparato debe corresponder a la toma de corriente utilizada. No es<br />
admissible modificar el enchufe en forma alguna. No emplear adaptadores en<br />
aparatos dotados con una toma de tierra. Los enchufes sin modificar adecuados a las<br />
respectivas tomas de corriente reducen el riesgo de una descarga eléctrica.<br />
b) Evite que su cuerpo toque partes conectadas a tierra como tuberías, radiadores,<br />
cocinas y refrigeradores. El riesgo a quedar expuesto a una sacudida eléctrica es mayor si<br />
su cuerpo tiene contacto con tierra.<br />
c) No exponga las herramientas eléctricas a la lluvia y evite que penetren líquidos en<br />
su interior. Existe el peligro de recibir una descarga eléctrica si penetran ciertos líquidos en<br />
la herramienta eléctrica.<br />
d) No utilice el cable de red para transportar o colgar el aparato, ni tire de él para<br />
sacar el enchufe de la toma de corriente. Mantenga el cable de red alejado del<br />
calor, aceite, esquinas cortantes o piezas móviles. Los cables de red dañados o<br />
enredados pueden provocar una descarga eléctrica.<br />
e) Al trabajar con la herramienta eléctrica en la intemperie utilice solamente cables<br />
de prolongación homologados para su uso en exteriores. La utilización de un cable de<br />
prolongación adecuado para su uso en exteriores reduce el riesgo de una descarga eléctrica.<br />
3) Seguridad de personas<br />
a) Esté atento a lo que hace y emplee la herramienta eléctrica con prudencia. No<br />
utilice la herramienta eléctrica si estuviese cansado, ni tampoco después de haber<br />
consumido alcohol, drogas o medicamentos. El no estar atento durante el uso de una<br />
herramienta eléctrica puede provocarle serias lesiones.<br />
b) Utilice un equipo de protección y en todo caso unas gafas de protección. El riesgo a<br />
lesionarse se reduce considerablemente si, dependiendo del tipo y la aplicación de la<br />
herramienta eléctrica empleada, se utiliza un equipo de protección adecuado como una<br />
mascarilla antipolvo, zapatos de seguridad con suela antideslizante, casco, o protectores<br />
auditivos.<br />
ESPANÕL<br />
29
c) Evite una puesta en marcha fortuita del aparato. Cerciorarse de que el aparato esté<br />
desconectado antes conectarlo a la toma de corriente. Si transporta el aparato<br />
sujetándolo por el interruptor de conexión/desconexión, o si introduce el enchufe en la<br />
toma de corriente con el aparato conectado, ello puede dar lugar a un accidente.<br />
d) Retire las herramientas de ajuste o llaves fijas antes de conectar la herramienta<br />
eléctrica. Una herramienta o llave colocada en una pieza rotante puede producir lesiones<br />
al ponerse a funcionar.<br />
e) Sea precavido. Trabaje sobre una base firme y mantenga el equilibrio en todo<br />
momento. Ello le permitirá controlar mejor la herramienta eléctrica en caso de presentarse<br />
una situación inesperada.<br />
f) Lleve puesta una vestimenta de trabajo adecuada. No utilice vestimenta amplia ni<br />
joyas. Mantenga su pelo, vestimenta y guantes alejados de las piezas móviles. La<br />
vestimenta suelta, las joyas y el pelo largo se pueden enganchar con las piezas en<br />
movimiento.<br />
g) Siempre que sea posible utilizar unos equipos de aspiración o captación de polvo,<br />
asegúrese que éstos estén montados y que sean utilizados correctamente. El<br />
empleo de estos equipos reduce los riesgos derivados del polvo.<br />
4) Trato y uso cuidadoso de herramientas eléctricas<br />
a) No sobrecargue el aparato. Use la herramienta prevista para el trabajo a realizar.<br />
Con la herramienta adecuada podrá trabajar mejor y más seguro dentro del margen de<br />
potencia indicado.<br />
b) No utilice herramientas con un interruptor defectuoso. Las herramientas que no se<br />
puedan conectar o desconectar son peligrosas y deben hacerse reparar.<br />
c) Saque el enchufe de la red antes de realizar un ajuste en el aparato, cambiar de<br />
accesorio o al guardar el aparato. Esta medida preventive reduce el riesgo a conectar<br />
accidentalmente el aparato.<br />
d) Guarde las herramientas fuera del alcance de los niños y de las personas que no<br />
estén familiarizadas con su uso. Las herramientas utilizadas por personas inexpertas son<br />
peligrosas.<br />
e) Cuide sus aparatos con esmero. Controle si funcionan correctamente, sin atascarse,<br />
las partes móviles del aparato, y si existen partes rotas o deterioradas que<br />
pudieran afectar al funcionamiento de la herramienta. Si la herramienta eléctrica<br />
estuviese defectuosa haga repararla antes de volver a utilizarla. Muchos de los<br />
accidentes se deben a aparatos con un mantenimiento deficiente.<br />
f) Mantenga los útiles limpios y afilados. Los útiles mantenidos correctamente se dejan<br />
guiar y controlar mejor.<br />
g) Utilice herramientas eléctricas, accesorios, útiles, etc. de acuerdo a estas<br />
instrucciones y en la manera indicada específicamente para este aparato.<br />
Considere en ello las condiciones de trabajo y la tarea a realizar. El uso de<br />
herramientas eléctricas para trabajos diferentes de aquellos para los que han sido<br />
concebidas puede resultar peligroso.<br />
5) Servicio<br />
a) Únicamente haga reparar su herramienta eléctrica por un profesional, empleando<br />
exclusivamente piezas de repuesto originales. Solamente así se mantiene la seguridad<br />
de la herramienta eléctrica.<br />
30<br />
ESPANÕL
2. Datos técnicos<br />
Gama de soldadura : Ø 40-160mm<br />
Gama de presión : Ø 40-110mm hasta SDR 7,25<br />
Ø 125-140mm hasta SDR 11<br />
Ø 160mm hasta SDR 13,6<br />
Recorrido máx. : 130mm<br />
Instalación fresadora<br />
Conexión eléctrica : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
RPM en vacío : 520r.p.m.<br />
Elemento calefactor<br />
Conexión eléctrica: 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Control de temperatura : regulado electrónicamente<br />
Gama de ajuste 0-280°C<br />
Diámetro placas calentadoras : 200mm<br />
Pesos<br />
Máquina completa : 57,4kg<br />
Máquina con armazón inferior<br />
sin piezas tensoras de reducción : 45,7kg<br />
Medidas<br />
Máquina plegada : 715X430X735mm<br />
desplegada (posic. de trabajo) : 715X680X1180mm<br />
3. Funcionamiento del aparato<br />
3.1 Descripción del aparato<br />
La máquina ROWELD P 160 A-4 <strong>SANILINE</strong> es una máquina de soldar a tope con elemento<br />
calefactor compacta y fácilmente transportable. Con la máquina pueden realizarse uniones<br />
soldadas para instalaciones domésticas, saneamientos de chimeneas y sistemas de desagüe de<br />
tejados de tubos de PE, PVDF y PP con diámetros exteriores de 40 hasta 160mm. Se pueden<br />
trabajar todas las piezas moldeadas usuales en el mercado.<br />
La máquina se compone esencialmente de:<br />
Bancada de máquina monobloque con mesa fija y móvil, instalación fresadora eléctrica,<br />
elemento calefactor regulable electrónicamente, protección al contacto para el elemento<br />
calefactor, juego de mordazas básico Ø160mm, soportes de tubo, bastidor de trabajo y de<br />
transporte, piezas tensoras reductoras.<br />
El juego de mordazas básico (N° art.: 5.4082) se encuentra a la venta como accesorio para la<br />
posición exterior de tensión, especialmente para soldaduras de tubos a presión.<br />
La máquina soldadora sólo debe ser manejada por especialistas debidamente cualificados e<br />
instruidos según DVS 2212 parte 1.<br />
¡La máquina sólo debe ser usada por operarios autorizados e instruidos en ella!<br />
ESPANÕL<br />
31
3.2 Instrucciones de manejo<br />
3.2.1 Puesta en servicio<br />
¡Por favor lea detalladamente las instrucciones de servicio y los avisos de seguridad<br />
antes de la puesta en servicio de la máquina de soldar a tope!<br />
• Colocar la máquina sobre una base plana y sólida.<br />
• Meter hacia dentro las clavijas de retención a derecha e izquierda, girar la máquina hacia<br />
arriba y encastrar las clavijas en los agujeros superiores (no en la versión Basic).<br />
ATENCIÓN:<br />
Cuidar de que ambas clavijas ajusten correctamente en los agujeros del armazón.<br />
• Insertar el volante en el árbol del lado delantero de la máquina, asegurar con la clavija<br />
roscada y soltar la palanca de apriete para fijar el árbol.<br />
• Tirar hacia delante del bloqueo de la fresadora y girar la instalación fresadora hacia atrás.<br />
• Girar hacia afuera la protección de las placas calentadoras y girar hacia dentro el elemento<br />
calefactor.<br />
• Conectar el enchufe de red al abastecimiento de corriente indicado en la placa de<br />
características. Conectar el interruptor principal lateralmente al regulador de temperatura<br />
(el interruptor luce verde). Ajustar la temperatura deseada (ver Regulador de temperatura).<br />
El calentamiento del elemento calefactor se indica con la lámpara de control roja del<br />
regulador de temperatura. La indicación en el display muestra generalmente el valor real<br />
efectivo de temperatura. Según DVS el elemento calefactor está listo para el servicio 10<br />
minutos después de alcanzar por primera vez la temperatura teórica.<br />
La temperatura se debe controlar de vez en cuando con un aparato medidor de<br />
temperatura.<br />
¡Peligro de quemaduras ! El elemento calefactor puede alcanzar una temperatura de<br />
aprox. 280° C y se debe colocar directamente después del uso en la protección al<br />
contacto prevista para ello.<br />
Regulador de temperatura:<br />
La máquina soldadora va equipada con un regulador de temperatura digital tipo 400. Además<br />
la tensión de la fresadora y del elemento calefactor se abastece a través de un cable central de<br />
red.<br />
El regulador de temperatura digital está configurado y ajustado de fábrica de la manera más<br />
óptima. Para ajustar la temperatura sólo se tiene que pulsar la tecla F hasta que la<br />
indicación muestre “_SP“. Ahora puede cambiarse la temperatura teórica en la gama de 0-280°C<br />
con las teclas de flecha. Si no se pulsan más teclas, la indicación muestra de nuevo la<br />
temperatura efectiva, el regulador ajusta automáticamente la nueva temperatura seleccionada.<br />
Mientras la temperatura efectiva sea menor que la temperatura teórica ajustada centellea la<br />
flecha roja (low). Si la temperatura efectiva es mayor centellea la flecha roja (high). Si el valor<br />
teórico ajustado coincide con el valor efectivo, luce la barra verde. Si la temperatura de<br />
superficie real en el elemento calefactor no coincidiera con el valor efectivo indicado, puede<br />
entrarse un “Offset“. Para ello mantener pulsada la tecla F hasta que aparezca “InP“ en el<br />
display (aprox.7seg.); soltar la tecla F. Después pulsar la tecla F tantas veces hasta que<br />
aparezca “oFS“. Adaptar este valor correspondientemente. Para concluir el cambio, pulsar la<br />
tecla F tanto tiempo hasta que aparezca de nuevo el valor efectivo.<br />
¡Atención! No deben cambiarse los demás parámetros.<br />
32<br />
ESPANÕL
Ajuste de fábrica:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Nota:<br />
Debido a la función Autotuning, en CFG pueden discrepar mínimamente los datos.<br />
Si aparecieran grandes oscilaciones de regulación, puede activarse la función Autotuning con<br />
elemento calefactor frío (En el menú CFG poner el punto “S.tu“ al 2; reposición a 0 es<br />
automática).<br />
3.2.2 Medidas a tomar para la preparación de la soldadura<br />
• Abrir la manecilla hacia arriba soltando los elementos tensores básicos y girarla hasta que<br />
llegue a la posición trasera.<br />
• En tubos más pequeños que el diámetro 160mm máximo a soldar, se deben colocar las<br />
piezas tensoras reductoras del diámetro correspondiente en las mordazas base, piezas de<br />
horquilla de apoyo en la horquilla de apoyo y sujetar con los tornillos moleteados.<br />
• Colocar los tubos de plástico o piezas moldeadas a soldar en los dispositivos tensores.<br />
Colocar las horquillas de apoyo debajo del tubo o pieza moldeada, soltar para ello el<br />
tornillo hexagonal con la llave de boca del 17 y desplazar correspondientemente la<br />
horquilla de apoyo y girar en caso necesario.<br />
ATENCIÓN:<br />
En tubos a soldar rectos se deben alinear las horquillas de apoyo en las mesas con la<br />
superficie delantera paralela al centro de la ranura.<br />
Cerrar las mordazas superiores, girar el asa de mariposa hacia adentro, alinear el tubo o la<br />
pieza de forma y fijarla accionando la palanca de mano. Si es necesario, ajustar la fuerza<br />
elástica requerida con ayuda del tornillo de ajuste.<br />
• Juntando las piezas, controlar si éstas ajustan bien en el dispositivo tensor. También se debe<br />
controlar si el elemento calefactor ha alcanzado la temperatura de servicio. El<br />
calentamiento finaliza cuando la lámpara roja de control del regulador de temperatura<br />
centellea o se muestra el valor correcto EFECTIVO.<br />
¡Observe!<br />
Para asegurar una distribución uniforme de calor por toda la superficie de la placa<br />
calentadora, es necesario esperar, después de que la lámpara centellea, aprox. 10 minutos<br />
(según DVS).<br />
• Poner la instalación fresadora eléctrica entre los tubos a soldar y conectar pulsando el<br />
interruptor del mango. Acercar con cuidado con el volante los extremos de la pieza a las<br />
cuchillas giratorias de los discos fresadores. Los tubos y las piezas moldeadas se pueden<br />
mecanizar por un lado, si se gira el tope para el fresado lateral del lado inferior de la<br />
fresadora hacia el lado que no se debe mecanizar.<br />
ESPANÕL<br />
33
¡Peligro de lesiones! Durante la puesta en servicio de la instalación fresadora no<br />
agarrar en las cuchillas en marcha. Activar la fresadora solamente en estado<br />
introducido (posic. de trabajo) y a continuación reponer de nuevo hacia atrás. La<br />
funcionalidad del interruptor de seguridad en la instalación fresadora tiene que estar<br />
garantizada en todo momento para evitar un arranque fortuito fuera de la posición<br />
de trabajo.<br />
3.2.3 Soldadura<br />
• Después de que se han fresado planos los lados frontales, lo que se puede reconocer por<br />
una viruta uniforme, continua, separar lentamente los extremos de tubo. Desbloquear la<br />
instalación fresadora avanzando el anillo y girar hacia afuera.<br />
• Juntar las piezas y controlar si las superficies soldadas enrasan. Si no fuera así, tiene que<br />
repetirse el proceso de fresado.<br />
El desvío axial entre las piezas no debe (según DVS) ser mayor del 10% del grosor de pared y<br />
la hendidura máx. entre las superficies planas no superior a 0,5mm. Si no ocurriera esto,<br />
entonces ajustar con ayuda de los tornillos tensores y los soportes de la horquilla de apoyo y<br />
repetir el fresado.<br />
Atención:<br />
Las superficies fresadas, preparadas para la soldadura no deben tocarse con las manos y<br />
tienen que estar completamente limpias.<br />
• Meter el elemento calefactor entre las dos piezas.<br />
¡Peligro de aplastamiento! Al juntar las piezas tensoras y los tubos mantener<br />
básicamente una separación de seguridad a la máquina.<br />
• Juntar los extremos de tubo, aplicar la fuerza necesaria compensadora y apretando la<br />
palanca de apriete, sujetar en el árbol de volante.<br />
Tan pronto como se haya alcanzado uniformemente la altura de reborde necesaria en todo<br />
el perímetro de los dos extremos de tubo, soltar la palanca de apriete, quitar la fuerza en la<br />
correspondiente fuerza de calentamiento (cerca del 0) y apretar de nuevo la palanca de<br />
apriete. Tiene que estar garantizado un contacto uniforme de los extremos de pieza a la<br />
placa calentadora.<br />
• Después de transcurrido el tiempo de calentamiento soltar la palanca de apriete, separar las<br />
piezas, girar el elemento calefactor hacia afuera y juntar de nuevo las piezas. Aumentar la<br />
fuerza lo más linear posible a la fuerza correspondiente de unión y apretar bien la palanca<br />
de apriete. La fuerza de unión tiene que mantenerse durante todo el tiempo de<br />
enfriamiento a una tolerancia de +/- 6,66% (PE) (ver parámetros especiales de los materiales<br />
utilizados).<br />
• Después de transcurrido el tiempo de enfriamiento soltar la palanca de apriete y destensar<br />
el resorte encima del volante. Destensar los tubos soldados y retirar. Todos los parámetros<br />
pueden leerse en las tablas de soldadura.<br />
3.2.4 Puesta fuera de servicio<br />
• Desconectar la máquina con el interruptor basculante en el lado del regulador de<br />
temperatura.<br />
• Sacar el enchufe de red de la máquina base de la caja de enchufe.<br />
34<br />
ESPANÕL
• Meter la fresadora y el elemento calefactor en el espacio intermedio entre las mordazas<br />
base y girar hacia dentro la protección al contacto de placas calentadoras encima de la placa<br />
calentadora y la mordaza base izquierda.<br />
• Enrollar el cable de red.<br />
Atención:<br />
Si se enrolla el cable de red alrededor de la protección al contacto, cuidar necesariamente<br />
de que la placa calentadora esté enfriada.<br />
• Sacar las clavijas de retención debajo de la máquina a derecha e izquierda, girar la máquina<br />
hacia abajo en el armazón inferior y encastrar las clavijas en los agujeros inferiores.<br />
3.3 Requisitos generales<br />
Puesto que los efectos del ambiente y la intemperie influyen decisivamente en la soldadura, se<br />
deben mantener necesariamente las fijaciones previas correspondientes en las directrices DVS<br />
2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices nacionales correspondientes.<br />
( ¡ Los trabajos de soldadura se deben supervisar constante y cuidadosamente! )<br />
3.4 Avisos importantes a los parámetros de soldadura<br />
Todos los parámetros de soldadura necesarios tales como temperatura, presión y tiempo se<br />
deben leer en las nuevas directrices DVS 2207 parte 1, 11 y 15. Fuera de Alemania rigen las<br />
directrices nacionales correspondientes. En cada caso especial deben consultarse necesariamente<br />
los parámetros específicos de material del fabricante del tubo.<br />
¡Los parámetros de soldadura mencionados en las tablas adjuntas de soldadura son valores de<br />
referencia, por los que la empresa ROTHENBERGER no asume garantía alguna!<br />
Referencia:<br />
Deutscher Verlag für Schweißtechnik DVS-Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, 40223 Düsseldorf 1<br />
Teléfono (0211) 15 10 56 Fax (0211) 15 75 95-0<br />
4. Limpieza y mantenimiento<br />
Para conservar la funcionalidad de la máquina deben respetarse los puntos siguientes:<br />
• Tienen que mantenerse limpias las barras guía. Si se daña la superficie tienen que cambiarse<br />
las barras guía.<br />
• Los accionamientos eléctricos de la instalación fresadora y el elemento calefactor sólo deben<br />
ponerse en funcionamiento con la tensión indicada en la placa de características.<br />
• Para lograr resultados perfectos de soldadura, es necesario mantener limpio el elemento<br />
calefactor. Si se daña la superficie tiene que ponerse un nuevo revestimiento al elemento<br />
calefactor o cambiarse. Los restos de material en el espejo calefactor reducen la propiedad<br />
antiadherente y tienen que quitarse con un papel no fibroso y alcohol.<br />
• La instalación fresadora está equipada con dos cuchillas afiladas a dos lados. Ante una<br />
disminución del corte las cuchillas se pueden invertir o cambiarse por otras nuevas<br />
Se debe cuidar siempre de que estén limpios los extremos del tubo o piezas a trabajar,<br />
especialmente las superficies frontales, pues de lo contrario se reduce la vida útil de las<br />
cuchillas.<br />
Se recomienda mandar la reparación sólo a un taller de servicio o al fabricante.<br />
ESPANÕL<br />
35
4.1 Limpieza de máquina y herramienta<br />
(¡Normas de mantenimiento respetar punto 4!)<br />
Las herramientas afiladas y limpias generan mejores resultados de trabajo y son más seguras.<br />
Sustituir inmediatamente las piezas romas, quebradas o perdidas. Controlar si el accesorio está<br />
unido seguro a la máquina.<br />
En los trabajos de mantenimiento utilizar solamente piezas de repuesto originales. Las<br />
reparaciones sólo deben realizarlas personal especialmente calificado.<br />
En caso de no usarla, antes de los trabajos de limpieza y mantenimiento y antes de cambiar los<br />
accesorios, separar la máquina de la red eléctrica.<br />
Antes de la reconexión a la red se ha de asegurar que la máquina y la herramienta accesorio<br />
están desconectas.<br />
Cuando se usen cables de prolongación debe controlarse su seguridad y funcionalidad. Sólo<br />
deben utilizarse cables autorizados para el uso en exteriores.<br />
No se deben usar herramientas y máquinas, si están rotas o torcidas las cajas o mangos,<br />
especialmente los de plástico.<br />
La suciedad y la humedad en tales grietas son conductibles de corriente. Esto puede provocar<br />
una sacudida eléctrica, si se da un daño de aislamiento en la herramienta o en la máquina.<br />
Anotación:<br />
Además de ello remitimos a las normas de prevención de accidentes.<br />
5. Accesorios<br />
Encontrará a partir de la página 100 los accesorios apropiados y el formulario de solicitud<br />
6. Eliminación<br />
Partes del aparato son materiales que pueden reciclarse. Hay al respecto a disposición empresas<br />
de reciclaje autorizadas y certificadas. Para la eliminación ecológica de las partes no reciclables<br />
(p. ej. chatarra electrónica) consulte a su Autoridad pertinente para residuos<br />
36<br />
ESPANÕL
Sommario<br />
Pagina<br />
1. Istruzioni di sicurezza 38<br />
1.1 Impiego conforme allo scopo previsto 38<br />
1.2 Informazioni per la sicurezza delle persone e dell’apparecchio 38<br />
2. Dati tecnici 40<br />
3. Funzione dell’apparecchio 40<br />
3.1 Descrizione dell'apparecchio 40<br />
3.2 Istruzioni per l'uso 41<br />
3.2.1 Messa in funzione 41<br />
3.2.2 Misure da adottare per preparare la saldatura 42<br />
3.2.3 Procedimento di saldatura 43<br />
3.2.4 Messa fuori servizio 44<br />
3.3 Rivendicazioni generali 44<br />
3.4 Informazioni importanti riguardanti i parametri di saldatura 44<br />
4. Manutenzione e pulizia 44<br />
4.1 Manutenzione della macchina e degli utensili 45<br />
5. Accessori 45<br />
6. Smaltimento 45<br />
ITALIANO<br />
37
1. Istruzioni di sicurezza<br />
1.1 Impiego conforme allo scopo previsto<br />
La ROWELD P160 A-4 Saniline è soltanto utilizzabile per la saldatura testa a testa di tubi in<br />
PE, PVDF e PP con un diametro esterno da 40 a 160 mm<br />
1.2 Informazioni per la sicurezza delle persone e dell’apparecchio<br />
ATTENZIONE! È assolutamente necessario leggere attentamente tutte le istruzioni.<br />
Eventuali errori nell’adempimento delle istruzioni qui di seguito riportate potranno causare<br />
scosse elettriche, incendi e/o lesioni gravi. Il termine qui di seguito utilizzato «utensile elettrico»<br />
si riferisce ad utensili elettrici alimentati dalla rete (con linea di allacciamento), nonché ad<br />
utensili elettrici alimentati a pile (senza linea di allacciamento).<br />
CUSTODIRE ACCURATAMENTE LE PRESENTI ISTRUZIONI.<br />
1) Posto di lavoro<br />
a) Mantenere pulito ed ordinato il posto di lavoro. Il disordine e le zone di lavoro non<br />
illuminate possono essere fonte di incidenti.<br />
b) Evitare d’impiegare l’utensile in ambienti soggetti al rischio di esplosioni nei quali<br />
si trovino liquidi, gas o polveri infiammabili. Gli utensili elettrici producono scintille<br />
che possono far infiammare la polvere o i gas.<br />
c) Mantenere lontani i bambini ed altre persone durante l’impiego dell’utensile<br />
elettrico. Eventuali distrazioni potranno comportare la perdita del controllo sull’utensile.<br />
2) Sicurezza elettrica<br />
a) La spina per la presa di corrente dovrà essere adatta alla presa. Evitare<br />
assolutamente di apportare modifiche alla spina. Non impiegare spine adattatrici<br />
assieme ad utensili con collegamento a terra. Le spine non modificate e le prese adatte<br />
allo scopo riducono il rischio di scosse elettriche.<br />
b) Evitare il contatto fisico con superfici collegate a terra, come tubi, riscaldamenti,<br />
cucine elettriche e frigoriferi. Sussiste un maggior rischio di scosse elettriche nel<br />
momento in cui il corpo é messo a massa.<br />
c) Custodire l’utensile al riparo dalla pioggia o dall’umidità. L’eventuale infiltrazione di<br />
acqua in un utensile elettrico va ad aumentare il rischio d’insorgenza di scosse elettriche.<br />
d) Non usare il cavo per scopi diversi da quelli previsti al fine di trasportare o<br />
appendere l’apparecchio, oppure di togliere la spina dalla presa di corrente.<br />
Mantenere l’utensile al riparo da fonti di calore, dall’olio, dagli spigoli o da parti di<br />
strumenti in movimento. I cavi danneggiati o aggrovigliati aumentano il rischio<br />
d’insorgenza di scosse elettriche.<br />
e) Qualora si voglia usare l’utensile all’aperto, impiegare solo ed esclusivamente cavi<br />
di prolunga omologati per l’impiego all’esterno. L’uso di un cavo di prolunga<br />
omologato per l’impiego all’esterno riduce il rischio d’insorgenza di scosse elettriche.<br />
3) Sicurezza delle persone<br />
a) È importante concentrarsi su ciò che si sta facendo e a maneggiare con giudizio<br />
l’utensile elettrico durante le operazioni di lavoro. Non utilizzare l’utensile in caso<br />
di stanchezza o sotto l’effetto di droghe, bevande alcoliche e medicinali. Un attimo<br />
di distrazione durante l’uso dell’utensile potrà causare lesioni gravi.<br />
b) Indossare sempre equipaggiamento protettivo individuale, nonché guanti<br />
protettivi. Se si avrà cura d’indossare equipaggiamento protettivo individuale come la<br />
maschera antipolvere, la calzatura antisdrucciolevole di sicurezza, il casco protettivo o la<br />
protezione dell’udito, a seconda dell’impiego previsto per l’utensile elettrico, si potrà<br />
ridurre il rischio di ferite.<br />
38<br />
ITALIANO
c) Evitare l’accensione involontaria dell’utensile. Assicurarsi che il tasto si trovi in<br />
posizione di «SPENTO», prima d’inserire la spina nella presa di corrente. Il fatto di<br />
tenere il dito sopra all’interruttore o di collegare l’utensile accesso all’alimentazione di<br />
corrente potrà essere causa di incidenti.<br />
d) Togliere gli attrezzi di regolazione o la chiave inglese prima di accendere l’utensile.<br />
Un utensile o una chiave inglese che si trovino in una parte di strumento in rotazione<br />
potranno causare lesioni.<br />
e) È importante non sopravvalutarsi. Avere cura di mettersi in posizione sicura e di<br />
mantenere l’equilibrio. In tale maniera sarà possibile controllare meglio l’apparecchio in<br />
situazioni inaspettate.<br />
f) Indossare vestiti adeguati. Evitare di indossare vestiti lenti o gioielli. Tenere i<br />
capelli, i vestiti ed i guanti lontani da pezzi in movimento. Vestiti lenti, gioielli o<br />
capelli lunghi potranno impigliarsi in pezzi in movimento.<br />
g) Se sussiste la possibilità di montare dispositivi di aspirazione o di captazione della<br />
polvere, assicurarsi che gli stessi siano stati installati correttamente e vengano<br />
utilizzati senza errori. L’impiego dei suddetti dispositivi diminuisce il pericolo<br />
rappresentato dalla polvere.<br />
4) Maneggio ed impiego accurato di utensili elettrici<br />
a) Non sovraccaricare l’utensile. Impiegare l’utensile elettrico adatto per sbrigare il<br />
lavoro. Utilizzando l’utensile elettrico adatto si potrà lavorare meglio e con maggior<br />
sicurezza nell’ambito della gamma di potenza indicata.<br />
b) Non utilizzare utensili elettrici con interruttori difettosi. Un utensile elettrico che non<br />
si può più accendere o spegnere è pericoloso e dovrà essere riparato.<br />
c) Togliere la spina dalla presa di corrente prima di regolare l’apparecchio, di<br />
sostituire pezzi di ricambio o di mettere da parte l’apparecchio. Tale precauzione<br />
eviterà che l’apparecchio possa essere messo in funzione inavvertitamente.<br />
d) Custodire gli utensili elettrici non utilizzati al di fuori della portata dei bambini.<br />
Non fare usare l’apparecchio a persone che non sono abituate ad usarlo o che non<br />
abbiano letto le presenti istruzioni. Gli utensili elettrici sono pericolosi se utilizzati da<br />
persone inesperte.<br />
e) Effettuare accuratamente la manutenzione dell’apparecchio. Verificare che le parti<br />
mobile dello strumento funzionino perfettamente e non s’inceppino, che non ci<br />
siano pezzi rotti o danneggiati al punto tale da limitare la funzione ell’apparecchio<br />
stesso. Far riparare le parti danneggiate prima d’impiegare l’apparecchio. Numerosi<br />
incidenti vengono causati da utensili elettrici la cui manutenzione è stata effettuata poco<br />
accuratamente.<br />
f) Mantenere affilati e puliti gli utensili da taglio. Gli utensili da taglio curati con<br />
particolare attenzione e con taglienti affilati s’inceppano meno frequentemente e sono più<br />
facili da condurre.<br />
g) Utilizzare utensili elettrici, accessori, attrezzi, ecc. in conformità con le presenti<br />
istruzioni e secondo quanto previsto per questo tipo specifico di apparecchio.<br />
Osservare le condizioni di lavoro ed il lavoro da eseguirsi durante l’impiego.<br />
L’impiego di utensili elettrici per usi diversi da quelli consentiti potrà dar luogo a situazioni<br />
di pericolo.<br />
5) Assistenza<br />
a) Fare riparare l’apparecchio solo ed esclusivamente da personale specializzato e<br />
solo impiegando pezzi di ricambio originali. In tale maniera potrà essere salvaguardata<br />
la sicurezza dell’apparecchio.<br />
ITALIANO<br />
39
2. Dati tecnici<br />
Campo di saldatura : Ø 40-160mm<br />
Campo di pressione : Ø 40-110mm fino SDR 7.25<br />
Ø 125-140mm fino SDR 11<br />
Ø 160mm fino SDR 13,6<br />
Max. distanza percorsa : 130mm<br />
Dispositivo di fresatura<br />
Collegamento elettrico : 230V AC, 50/60Hz, 500W, 2.4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
No. di giri a vuoto : 520g/min<br />
Elemento riscaldante<br />
Collegamento elettrico : 230V AC, 50/60Hz, 800W, 3.6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Controllo temperatura : regolazione elettronica<br />
Campo di regolazione 0-280°C<br />
Diametro piastre riscaldanti : 200mm<br />
Pesi<br />
Macchina completa : 57.4kg<br />
Macchina con sottotelaio<br />
senza tenditori di riduzione : 45,7kg<br />
Dimensioni<br />
Macchina orientata in entrata : 715X430X735mm<br />
orientata in uscita (posizione di lavoro) : 715X680X1180mm<br />
3. Funzione dell’apparecchio<br />
3.1 Descrizione dell'apparecchio<br />
La ROWELD P 160 A-4 <strong>SANILINE</strong> è una saldatrice di testa ad elementi riscaldanti compatta e<br />
facile da trasportare. Con questa macchina si possono realizzare saldature di collegamento<br />
sicure per installazioni domestiche, risanamenti di camini e per costruire sistemi drenanti per<br />
tetti con tubi di PE, PVDF e PP aventi un diametro esterno da 40 fino a 160mm. Possono essere<br />
lavorati tutti i tradizionali modelli in commercio.<br />
La macchina consiste sostanzialmente di:<br />
banco macchina a monoblocco con piano stazionario e mobile, dispositivo elettrico di fresatura,<br />
elemento riscaldante regolabile elettronicamente, sicura anticontatto dall'elemento riscaldante,<br />
serie di ganasce base Ø160mm, appoggi per tubi, telaio di lavoro e trasporto nonché tenditori<br />
di riduzione.<br />
Come accessori per la posizione di serraggio esterna è disponibile la serie di ganasce base (art.<br />
no.: 5.4082), specialmente concepita per saldature di tubi di mandata.<br />
La saldatrice deve essere impiegata esclusivamente da parte di personale appositamente<br />
addestrato e qualificato conformemente alla norma DVS 2212, parte 1.<br />
La macchina deve essere impiegata esclusivamente da parte di personale<br />
appositamente addestrato ed autorizzato!<br />
40<br />
ITALIANO
3.2 Istruzioni per l'uso<br />
3.2.1 Messa in funzione<br />
Si prega di leggere attentamente le presenti istruzioni per l'uso e le informazioni<br />
riguardanti la sicurezza prima di mettere in funzione la saldatrice di testa!<br />
• Piazzare la macchina sopra un fondamento livellato e stabile.<br />
• Tirare verso l'interno i perni di bloccaggio destro e sinistro, rialzare la macchina e fare<br />
scattare i perni nei fori della posizione superiore (non nella versione Basic).<br />
ATTENZIONE:<br />
Accertarsi che ambedue i perni siano correttamente scattati in posizione nei fori del telaio.<br />
• Applicare il volantino sull'albero nella parte anteriore della macchina, bloccarlo con il perno<br />
filettato ed allentare quindi la leva di bloccaggio per fissare l'albero.<br />
• Tirare in avanti il bloccaggio della fresa ed orientare quindi il dispositivo di fresatura in<br />
posizione posteriore.<br />
• Orientare all'esterno la protezione delle piastre riscaldanti e l'elemento riscaldante in<br />
posizione posteriore.<br />
• Collegare la spina del cavo d'alimentazione ad una presa conforme alle specifiche riportate<br />
sulla targhetta d'identificazione. Inserire l'energia attraverso l'interruttore generale situato<br />
al lato del regolatore di temperatura (l'interruttore si illumina in verde). Regolare<br />
eventualmente la temperatura desiderata (si veda regolatore di temperatura).<br />
La fase di riscaldamento dell'elemento riscaldante viene segnalata per mezzo della spia di<br />
controllo rossa del regolatore di temperatura. L'indicazione nel display di regola visualizza il<br />
valore di temperatura reale. Secondo il DVS l'elemento riscaldante è disponibile per il<br />
servizio 10 minuti dopo il raggiungimento della temperatura nominale.<br />
La temperatura deve essere occasionalmente controllata con un termometro.<br />
Pericolo di ustioni! L'elemento riscaldante può raggiungere una temperatura di ca.<br />
280° C ed immediatamente dopo l'uso deve in linea di massima essere.<br />
Regolatore di temperatura:<br />
La saldatrice è equipaggiata con un regolatore di temperatura digitale del tipo 400. Inoltre,<br />
l'alimentazione elettrica della fresa e dell'elemento riscaldante viene stabilita attraverso un<br />
conduttore di rete centrale.<br />
Il regolatore di temperatura digitale è stato configurato ed impostato in modo ottimale in<br />
fabbrica. Per la regolazione della temperatura basta soltanto premere il tasto F, finché non<br />
viene visualizzata l'indicazione „_SP“. A questo punto la temperatura nominale può essere<br />
variata in un campo di 0-280°C tramite i tasti a freccia. Se non viene più premuto alcun tasto,<br />
verrà di nuovo visualizzata la temperatura reale ed il regolatore imposta quindi<br />
automaticamente la nuova temperatura selezionata. Finché la temperatura reale è più bassa<br />
della temperatura nominale impostata, lampeggia la freccia rossa (low). Se invece la<br />
temperatura reale è più alta, allora lampeggia la freccia rossa (high). Quando il valore nominale<br />
impostato corrisponde al valore reale, si illumina la barra verde. Nel caso la reale temperatura<br />
superficiale dell'elemento riscaldante non dovesse corrispondere al valore reale indicato, si<br />
potrà immettere un „Offset“. Mantenere a tal fine premuto il tasto F, finché nel display non<br />
viene visualizzata l'indicazione „InP“ (per ca. 7sec.); rilasciare infine il tasto F. Dopodiché<br />
premere ripetutamente il tasto F, finché non viene visualizzata l'indicazione „oFS“.<br />
Dopodiché occorre adattare rispettivamente questo valore. Per terminare la modifica occorre<br />
mantenere premuto il tasto F, finché non viene nuovamente visualizzato il valore reale.<br />
Attenzione! Tutti gli altri parametri non dovrebbero essere variati.<br />
ITALIANO<br />
41
Impostazione di fabbrica:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Nota: tramite la funzione Autotuning le indicazioni in CFG possono mostrare delle lievi<br />
deviazioni.<br />
Qualora dovessero verificarsi delle oscillazioni di regolazione maggiori, si potrà attivare la<br />
funzione Autotuning con l'elemento riscaldante in stato freddo (impostare al valore 2 nel menu<br />
CFG il punto „S.tu“; il riazzeramento avviene automaticamente).<br />
3.2.2 Misure da adottare per preparare la saldatura<br />
• Aprire verso l’alto la maniglia posta sugli elementi di serraggio, ruotare fino alla posizione<br />
all’indietro.<br />
• Nei tubi più piccoli del massimo diametro saldabile di 160mm, nelle ganasce di serraggio<br />
base sono da impiegare i tenditori di riduzione del rispettivo diametro come pure gli inserti<br />
di sostegno a forcella e fissarli con le viti zigrinate.<br />
• Inserirei tubi o i modelli di materiale sintetico da saldare nei dispositivi di serraggio.<br />
Posizionare le forcelle di sostegno sotto il tubo o il modello, allentare quindi la vite a testa<br />
esagonale con una chiave a bocca del 17 e spostare rispettivamente la forcella di sostegno,<br />
girandola all'occorrenza.<br />
ATTENZIONE:<br />
Nei tubi rettilinei da saldare le forcelle di sostegno devono essere allineate in parallelo con<br />
la superficie anteriore fino al centro della scanalatura nei piani.<br />
Chiudere le ganasce di serraggio superiori, orientare all'interno la farfalla, allineare il tubo<br />
o il modello e bloccare in posizione servendosi della maniglia. Eventualmente, impartire il<br />
necessario sforzo di serraggio alla vite di regolazione.<br />
• Avvicinando tra di loro i pezzi di lavorazione occorre poi controllare se sono anche ben<br />
serrati negli utensili di serraggio. È altrettanto necessario controllare se l'elemento<br />
riscaldante ha già raggiunto la sua temperatura di servizio. La fase di riscaldamento è<br />
terminata, quando lampeggia la spia di controllo rossa del regolatore di temperatura<br />
ovvero quando viene visualizzato il corretto valore REALE.<br />
Prego osservare quanto segue!<br />
Al fine di poter garantire una distribuzione uniforme del calore su tutta la superficie della<br />
piastra riscaldante, è necessario rispettare un tempo d'attesa di ca. 10 minuti (secondo DVS)<br />
dopo che la spia di controllo inizia a lampeggiare.<br />
42<br />
ITALIANO
• Orientare in entrata il dispositivo elettrico di fresatura tra i tubi da saldare ed inserirlo<br />
premendo l'interruttore situato sull'impugnatura. Avvicinare con tatto le estremità del<br />
pezzo di lavorazione tramite il volantino contro le lame della fresa in rotazione. I tubi e i<br />
modelli possono essere lavorati in un lato, quando il fermo per la fresatura unilaterale viene<br />
girato nella parte inferiore della fresa verso la parte che non deve essere lavorata.<br />
Pericolo di lesioni! Non toccare mai le lame in movimento durante la messa in<br />
funzione del dispositivo di fresatura. Azionare la fresa soltanto in posizione orientata<br />
all'interno (posizione di lavoro) e ritirarla indietro. La funzionalità dell'interruttore di<br />
sicurezza del dispositivo di fresatura deve essere garantita in qualsiasi momento, per<br />
prevenire una fuga involontaria al di fuori della posizione di lavoro.<br />
• Dopo aver fresato in piano i lati frontali, riconoscibile da una formazione omogenea ed<br />
ininterrotta di trucioli, si potranno distanziare tra di loro le estremità dei tubi. Sbloccare la<br />
fresa tirando in avanti l'anello ed orientarlo quindi in uscita.<br />
• Avvicinare tra di loro i pezzi di lavorazione e controllare quindi la planarità delle superfici<br />
saldate. Se ciò non fosse il caso, sarà opportuno ripetere il ciclo di fresatura.<br />
La trasposizione assiale tra i pezzi di lavorazione (secondo DVS) non deve superare il 10%<br />
dello spessore della parete, mentre lo spiraglio tra le superfici piane non deve superare<br />
0,5mm. In caso contrario, con l'ausilio delle viti di serraggio e dei sostegni a forcella, si potrà<br />
eseguire un riaggiustamento e procedere con la fresatura.<br />
Attenzione:<br />
Le superfici fresate e preparate per la saldatura non devono mai essere toccate con le mani<br />
e devono essere prive di qualsiasi genere di impurità.<br />
3.2.3 Procedimento di saldatura<br />
• Orientare in entrata l'elemento riscaldante tra i due pezzi di lavorazione.<br />
Pericolo di schiacciamento! Alla fase d'avvicinamento degli utensili di serraggio e<br />
dei tubi mantenere in linea di massima la necessaria distanza di sicurezza dalla<br />
macchina.<br />
• Avvicinare tra di loro le estremità dei tubi, esercitando la necessaria forza di equiparazione<br />
e mantenere fermo l'albero del volantino serrando la leva di bloccaggio.<br />
Una volta raggiunta un'altezza di rigonfiamento uniforme richiesta su tutto il perimetro di<br />
ambedue le estremità dei tubi, allentare la leva di bloccaggio, ridurre la potenza alla<br />
rispettiva potenza riscaldante (quasi 0) e riserrare la leva di bloccaggio. È necessario<br />
garantire che i pezzi di lavorazione combacino uniformemente alla piastra riscaldante.<br />
• Al termine del periodo di riscaldamento, allentare la leva di bloccaggio, distanziare i pezzi<br />
di lavorazione, orientare in uscita l'elemento riscaldante e riavvicinare tra di loro le<br />
estremità dei pezzi di lavorazione. Aumentare possibilmente in modo lineare la forza alla<br />
rispettiva forza di congiunzione e serrare la leva di bloccaggio. Durante tutto il periodo di<br />
raffreddamento la forza di congiunzione deve essere mantenuta in un campo di tolleranza<br />
di +/- 6,66% (PE) (si veda parametri specifici dei materiali utilizzati).<br />
• Una volta scaduto il periodo di raffreddamento, allentare la leva di bloccaggio e scaricare la<br />
molla attraverso il volantino. Allentare i pezzi di tubi saldati e rimuoverli. I parametri<br />
complessivi sono da apprendere nelle tabelle di saldatura.<br />
ITALIANO<br />
43
3.2.4 Messa fuori servizio<br />
• Disinserire la macchina tramite l'interruttore a bilico situato al lato del regolatore di<br />
temperatura.<br />
• Estrarre la spina della macchina base dalla presa di corrente.<br />
• Orientare la fresa e l'elemento riscaldante nell'intercapedine tra le ganasce di serraggio<br />
base ed orientare la sicura anticontatto della piastra riscaldante nella ganascia di serraggio<br />
base sinistra.<br />
• Avvolgere il cavo d'alimentazione.<br />
Attenzione:<br />
Se il cavo d'alimentazione viene avvolto intorno alla sicura anticontatto, accertarsi<br />
assolutamente che la piastra riscaldante si sia raffreddata.<br />
• Estrarre i perni di bloccaggio sinistro e destro al di sotto della macchina, ribaltarla in giù nel<br />
sottotelaio e fare scattare in posizione i perni nei fori inferiori.<br />
3.3 Rivendicazioni generali<br />
Poiché gli influssi atmosferici ed ambientali influiscono in maniera determinante sulla saldatura,<br />
sono assolutamente da rispettare le rispettive prescrizioni e direttive DVS 2207, parte 1, 11 e 15.<br />
Al di fuori della Germania valgono le rispettive direttive nazionali.<br />
( I lavori di saldatura devono essere costantemente controllati con la massima accuratezza!)<br />
3.4 Informazioni importanti riguardanti i parametri di saldatura<br />
Tutti i necessari parametri di saldatura, quali ad esempio temperatura, forza e tempo sono da<br />
apprendere nelle direttive DVS 2207, parte 1, 11 e 15. Al di fuori della Germania valgono le<br />
rispettive direttive nazionali. In casi singoli al produttore dei tubi sono assolutamente da<br />
richiedere i parametri di lavorazione specifici al rispettivo materiale utilizzato.<br />
I parametri di saldatura specificati nelle tabelle di saldatura allegate sono valori di riferimento,<br />
per i quali la ditta ROTHENBERGER non potrà assumersi alcuna responsabilità!<br />
Riferimento:<br />
Deutscher Verlag für Schweißtechnik DVS-Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, D-40223 Düsseldorf 1<br />
Telefono (0211) 15 10 56 Fax (0211) 15 75 95-0<br />
4. Manutenzione e pulizia<br />
Per conservare la funzionalità della macchina sono da osservare i punti seguenti:<br />
• Le guide devono essere prive di qualsiasi impurità. In caso di danneggiamenti in superficie<br />
sarà opportuno sostituire le guide.<br />
• Gli azionamenti elettrici del dispositivo di fresatura devono essere alimentati solamente con<br />
i valori elettrici specificati sulla targhetta d'identificazione.<br />
• Per ottenere dei risultati di saldatura perfetti è necessario mantenere costantemente pulito<br />
l'elemento riscaldante. In caso di danneggiamenti in superficie è comunque necessario<br />
rivestire di nuovo l'elemento riscaldante ovvero sostituirlo. I residui di materiale sul<br />
termoriflettore riducono notevolmente le proprietà antiattaccanti e devono essere eliminati<br />
con una carta non fibrosa e dello spirito.<br />
44<br />
ITALIANO
• Il dispositivo di fresatura è equipaggiato con due lame levigate in due lati. In un calo del<br />
rendimento di taglio si possono rivoltare le lame oppure sostituirle con delle nuove<br />
È necessario accertarsi sempre che le estremità dei tubi ovvero dei pezzi di lavorazione, in<br />
particolare le superfici frontali, siano prive di qualsiasi impurità, poiché altrimenti verrebbe<br />
notevolmente ridotta la durata delle lame.<br />
Si raccomanda di affidare i lavori di riparazione esclusivamente ad un'officina<br />
autorizzata o al costruttore stesso.<br />
4.1 Manutenzione della macchina e degli utensili<br />
5. Accessori<br />
(Osservare le prescrizioni di manutenzione al punto 4! )<br />
Gli utensili ben affilati e puliti portano a migliori risultati di lavoro e sono inoltre più sicuri.<br />
Sostituire immediatamente i pezzi logorati, spezzati o perduti. Accertarsi sempre che gli<br />
accessori siano collegati correttamente e con sicurezza con la macchina.<br />
Per i lavori di manutenzione sono da utilizzare esclusivamente pezzi di ricambio originali. Le<br />
riparazioni devono essere eseguite esclusivamente da parte di personale qualificato.<br />
Quanto la macchina non viene utilizzata, prima di eseguire i lavori di pulizia e manutenzione e<br />
prima di cambiare degli utensili o accessori è assolutamente necessario staccare la spina dalla<br />
presa di corrente.<br />
Prima di ricollegare la macchina alla rete elettrica è necessario accertarsi che la macchina e gli<br />
accessori nonché utensili siano disinseriti.<br />
Nell'impiego di cavi di prolunga si raccomanda di controllarne innanzitutto la sicurezza e la<br />
funzionalità. Si possono utilizzare esclusivamente cavi omologati per l'uso all'aperto.<br />
È vietato utilizzare macchine ed utensili che mostrano danneggiamenti sull'impugnatura o<br />
l'alloggiamento, quali ad esempio crepe o pieghe, in particolare se realizzati in materiali<br />
sintetici.<br />
La sporcizia e l'umidità nelle crepe possono condurre corrente elettrica. Ciò può avere la<br />
conseguenza di pericolosissime scosse elettriche, in particolare se nell'utensile o nella macchina<br />
si verifica un danno dell'isolamento.<br />
Nota: Avvisiamo inoltre sulle norme antinfortunistiche.<br />
Accessori adatti ed un modulo per ordinazioni, si trova a partire dalla pagina 100.<br />
6. Smaltimento<br />
I componenti dell’apparecchio sono realizzati in materiali riciclabili. A questo proposito sono a<br />
disposizione apposite imprese di riciclaggio omologate e certificate. Per uno smaltimento<br />
compatibile per l’ambiente dei componenti non riciclabili (ad esempio rottami elettronici) si<br />
prega di consultare l’autorità competente per lo smaltimento di rifiuti sul luogo<br />
ITALIANO<br />
45
Inhoud<br />
Pagina<br />
1. Veiligheidsinstructies 47<br />
1.1 Toepassingsgebied 47<br />
1.2 Aanwijzingen voor veiligheid van mens en toestel 47<br />
2. Technische gegevens 49<br />
3. Functie van het toestel 49<br />
3.1 Toestelbeschrijving 49<br />
3.2 Gebruiksaamwijzing 50<br />
3.2.1 In gebruik nemen 50<br />
3.2.2 Maatregelen voor voorbereiding van een lascyclus 51<br />
3.2.3 Lascyclus 52<br />
3.2.4 Uit bedrijf nehmen 52<br />
3.3 Algemene aanwijzigingen 53<br />
3.4 Belangrijke aanwijzigingen over de lasparameters 53<br />
4. Schoonmaken en onderhoud 53<br />
4.1 Machine en gereedschaponderhoud 54<br />
5. Toebehoren 54<br />
6. Verwijdering 54<br />
46<br />
NEDERLANDS
1. Veiligheidsinstructies<br />
1.1 Toepassingsgebied<br />
De ROWELD P 160 A-4 <strong>SANILINE</strong> is alleen bedoeld voor het vervaardigen van HSlasverbindingen<br />
van PE, PVDF en PP-Rohren met buitendiameters van 40 tot160 mm<br />
1.2 Aanwijzingen voor veiligheid van mens en toestel<br />
LET OP! Lees alle voorschriften. Wanneer de volgende voorschriften niet in acht worden<br />
genomen, kan dit een elektrische schok, brand of ernstig letsel tot gevolg hebben. Het hierna<br />
gebruikte begrip „elektrisch gereedschap” heeft betrekking op elektrische gereedschappen<br />
voor gebruik op het stroomnet (met aansluitkabel) en op elektrische gereedschappen voor<br />
gebruik met een accu (zonder aansluitkabel).<br />
BEWAAR DEZE VOORSCHRIFTEN GOED.<br />
1) Werkomgeving<br />
a) Houd uw werkomgeving schoon en opgeruimd. Een rommelige of onverlichte<br />
werkomgeving kan tot ongevallen leiden.<br />
b) Werk met het gereedschap niet in een omgeving met explosiegevaar waarin zich<br />
brandbare vloeistoffen, gassen of stof bevinden. Elektrische gereedschappen<br />
veroorzaken vonken die het stof of de dampen tot ontsteking kunnen brengen.<br />
c) Houd kinderen en andere personen tijdens het gebruik van het elektrische<br />
gereedschap uit de buurt. Wanneer u wordt afgeleid, kunt u de controle over het<br />
gereedschap verliezen.<br />
2) Elektrische veiligheid<br />
a) De aansluitstekker van het gereedschap moet in het stopcontact passen. De<br />
stekker mag in geen geval worden veranderd. Gebruik geen adapterstekkers in<br />
combinatie met geaarde gereedschappen. Onveranderde stekkers en passende<br />
stopcontacten beperken het risico van een elektrische schok.<br />
b) Voorkom aanraking van het lichaam met geaarde oppervlakken, bijvoorbeeld van<br />
buizen, verwarmingen, fornuizen en koelkasten. Er bestaat een verhoogd risico door<br />
een elektrische schok wanneer uw lichaam geaard is.<br />
c) Houd het gereedschap uit de buurt van regen en vocht. Het binnendringen van water<br />
in het elektrische gereedschap vergroot het risico van een elektrische schok.<br />
d) Gebruik de kabel niet voor een verkeerd doel, om het gereedschap te dragen of op<br />
te hangen of om de stekker uit het stopcontact te trekken. Houd de kabel uit de<br />
buurt van hitte, olie, scherpe randen en bewegende gereedschapdelen. Beschadigde<br />
of in de war geraakte kabels vergroten het risico van een elektrische schok.<br />
e) Wanneer u buitenshuis met elektrisch gereedschap werkt, dient u alleen<br />
verlengkabels te gebruiken die voor gebruik buitenshuis zijn goedgekeurd. Het<br />
gebruik van een voor gebruik buitenshuis geschikte verlengkabel beperkt het risico van een<br />
elektrische schok.<br />
3) Veiligheid van personen<br />
a) Wees alert, let goed op wat u doet en ga met verstand te werk bij het gebruik van<br />
het elektrische gereedschap. Gebruik het gereedschap niet wanneer u moe bent of<br />
onder invloed staat van drugs, alcohol of medicijnen. Een moment van<br />
onoplettendheid bij het gebruik van het gereedschap kan tot ernstige verwondingen<br />
leiden.<br />
b) Draag persoonlijke beschermende uitrusting en altijd een veiligheidsbril. Het<br />
dragen van persoonlijke beschermende uitrusting zoals een stofmasker, slipvaste<br />
werkschoenen, een veiligheidshelm of gehoorbescherming, afhankelijk van de aard en het<br />
gebruik van het elektrische gereedschap, vermindert het risico van verwondingen.<br />
NEDERLANDS<br />
47
c) Voorkom per ongeluk inschakelen. Controleer dat de schakelaar in de stand „UIT“<br />
staat voordat u de stekker in het stopcontact steekt. Wanneer u bij het dragen van<br />
het gereedschap uw vinger aan de schakelaar hebt of wanneer u het gereedschap<br />
ingeschakeld op de stroomvoorziening aansluit, kan dit tot ongevallen leiden.<br />
d) Verwijder instelgereedschappen of schroefsleutels voordat u het gereedschap<br />
inschakelt. Een instelgereedschap of sleutel in een draaiend deel van het gereedschap kan<br />
tot verwondingen leiden.<br />
e) Overschat uzelf niet. Zorg ervoor dat u stevig staat en steeds in evenwicht blijft.<br />
Daardoor kunt u het gereedschap in onverwachte situaties beter onder controle houden.<br />
f) Draag geschikte kleding. Draag geen loshangende kleding of sieraden. Houd haren,<br />
kleding en handschoenen uit de buurt van bewegende delen. Loshangende kleding,<br />
sieraden en lange haren kunnen door bewegende delen worden meegenomen.<br />
g) Wanneer stofafzuigings- of stofopvangvoorzieningen kunnen worden<br />
gemonteerd, dient u zich ervan te verzekeren dat deze zijn aangesloten en juist<br />
worden gebruikt. Het gebruik van deze voorzieningen beperkt het gevaar door stof.<br />
4) Gebruik en onderhoud van elektrische gereedschappen<br />
a) Overbelast het gereedschap niet. Gebruik voor uw werkzaamheden het daarvoor<br />
bestemde elektrische gereedschap. Met het passende elektrische gereedschap werkt u<br />
beter en veiliger binnen het aangegeven capaciteitsbereik.<br />
b) Gebruik geen elektrisch gereedschap waarvan de schakelaar defect is. Elektrisch<br />
gereedschap dat niet meer kan worden in- of uitgeschakeld, is gevaarlijk en moet worden<br />
gerepareerd.<br />
c) Trek de stekker uit het stopcontact voordat u het gereedschap instelt, toebehoren<br />
wisselt of het gereedschap weglegt. Deze voorzorgsmaatregel voorkomt onbedoeld<br />
starten van het gereedschap.<br />
d) Bewaar niet-gebruikte elektrische gereedschappen buiten bereik van kinderen.<br />
Laat het gereedschap niet gebruiken door personen die er niet mee vertrouwd zijn<br />
en deze aanwijzingen niet hebben gelezen. Elektrische gereedschappen zijn gevaarlijk<br />
wanneer deze door onervaren personen worden gebruikt.<br />
e) Verzorg het gereedschap zorgvuldig. Controleer of bewegende delen van het<br />
gereedschap correct functioneren en niet vastklemmen en of onderdelen zodanig<br />
gebroken of beschadigd zijn dat de werking van het gereedschap nadelig wordt<br />
beïnvloed. Laat beschadigde delen repareren voordat u het gereedschap gebruikt.<br />
Veel ongevallen hebben hun oorzaak in slecht onderhouden elektrische gereedschappen.<br />
f) Houd snijdende inzetgereedschappen scherp en schoon. Zorgvuldig onderhouden<br />
snijdende inzetgereedschappen met scherpe snijkanten klemmen minder snel vast en zijn<br />
gemakkelijker te geleiden.<br />
g) Gebruik elektrische gereedschappen, toebehoren, inzetgereedschappen en<br />
dergelijke volgens deze aanwijzingen en zoals voor dit speciale gereedschapstype<br />
voorgeschreven. Let daarbij op de arbeidsomstandigheden en de uit te voeren<br />
werkzaamheden. Het gebruik van elektrische gereedschappen voor andere dan de<br />
voorziene toepassingen kan tot gevaarlijke situaties leiden.<br />
5) Service<br />
a) Laat het gereedschap alleen repareren door gekwalificeerd en vakkundig<br />
personeel en alleen met originele vervangingsonderdelen. Daarmee wordt<br />
gewaarborgd dat de veiligheid van het gereedschap in stand blijft.<br />
48<br />
NEDERLANDS
2. Technische gegevens<br />
Lasbereik : Ø 40-160mm<br />
Drukbereik : Ø 40-110mm bis SDR 7,25<br />
Ø 125-140mm bis SDR 11<br />
Ø 160mm bis SDR 13,6<br />
Max. Verplaatsing : 130mm<br />
Freesinrichting<br />
Elektrische Aansluiting : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Onbelast toerental : 520U/min<br />
Verwarmingselement<br />
Elektrischer Aansluiting : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Temperatuursturing : elektronisch geregeld<br />
Einstellbereich 0-280°C<br />
Lasspiegel-Doorsnede : 200mm<br />
Gewichten<br />
Komplete Machine : 57,4kg<br />
Machine met onderstel<br />
Zonder reductie-Spanschalen : 45,7kg<br />
Afmetingen<br />
Machine ingeklpat : 715X430X735mm<br />
Uitgeklapt (werkstand) : 715X680X1180mm<br />
3. Functie van het toestel<br />
3.1 Toestelbeschrijving<br />
De ROWELD P 160 A-4 <strong>SANILINE</strong> is een compacte, eenvoudig te transporteren lasspiegelstomplasmachine.<br />
Met de machine kunnen lasverbindingen voor huisinstallaties, schoorsteensaneringen en<br />
dakontwateringssystemen uit PE, PVDF en PP-buizen met buitendiameters van 40 tot 160mm<br />
veilig vervaardigd worden. Alle marktconforme vormstukken kunnen verwerkt worden.<br />
De machine bestaat uit:<br />
Monoblock-machinebed met vasten en beweegbare tafel, elektrische freesinrichting,<br />
elektronisch regelbaar verwarmingselement, aanrakingsbeveiliging voor het<br />
verwarmingselement, basisspanbekkenset Ø160mm,<br />
Buissteunen, Werk en transport onderstel, reductieschalen.<br />
Als toebehoren is voor de buitenste spanpositie de basis spanbekkenset (Art.Nr.: 5.4082),<br />
speciaal voor drukleiding- lassen, verkrijgbaar.<br />
De lasmachine mag alleen door geinstrueerde en gekwalificeerde vaklieden Volgens<br />
DVS 2212 deel 1 bedient worden.<br />
NEDERLANDS<br />
49
3.2 Gebruiksaamwijzing<br />
3.2.1 In gebruik nemen<br />
Deze gebruiksaanwijzing en de richtlijnen voor veiligheid a.u.b. goed doorlezen<br />
voordat u de stomplasmachine in gebruik neemt!<br />
• Machine op een vlake, stabiele ondergrond plaatsen.<br />
• De vergrendelingsstiften links en rechts naar binnen trekken, Machine naar boven klappen<br />
en de stiften in de bovenste boringen plaatsen (niet bij de Basis-Versie).<br />
OPGELET:<br />
Erop toezien, dat beide stiften in de boringen van het frame klikken.<br />
• Handwiel op de as aan de voorzijde van de machine steken, en de klemhevel voor het<br />
blokkeren van de as losdraaien.<br />
• Freesvergrendeling naar voren trekken en freesinrichting naar achteren klappen.<br />
• Verwarmingselementbescherming en verwarmingselement naar achteren zwenken.<br />
• Netstekker op een stroomverzorging zoals aangegeven op het typeplaatje aansluiten.<br />
Hoofdschakelaar naast de temperatuurregeling inschakelen (de schakelaar licht groen op).<br />
Eventueel gewenste Temperatuur instellen (zie temperatuurregelaar).<br />
Het opwarmen van het element wordt door een rode controlelamp in de temperatuurregelaar<br />
aangegeven. De aanduiding in het display geeft in de regel de werkeleijke waarde van de<br />
Temperatuur aan. Volgens DVS is het verwarmingselement 10 minuten na het voor de eerste<br />
keer bereiken van de gewenste temperatuur gereed<br />
voor inzet. De temperatuur is indien gewenst met een temperatuurmeter te controleren.<br />
Verbrandingsgevaar! Het verwarmingselement kan een temperatuur van 280° C<br />
bereiken en dient daarom na gebruik direct in de voorziene aanrakingsbeveiliging te<br />
worden teruggeklapt.<br />
Temperatuurregelaar :<br />
De lasmachine is met een digitale temperatuurregelaar Type 400 uitgerust. Verder is de<br />
Spanningsverzorging van de frees en het verwarmingselement over een centrale netleiding<br />
vervaardigd.<br />
De digitale temperatuurregelaar is fabrieksmatig optimaal geconfigureerd en ingesteld. Om de<br />
temperatuur in te stellen moet de F toets ingedrukt worden tot de aanduiding „_SP“<br />
verschijnt. Nu kan de gewenste temperatuur tussen 0-280°C met de pijltoetsen veranderd<br />
worden. Indien verder geen toetsen meer worden ingedrukt, verschijnt automatisch weer de<br />
heersende temperatuur, de regelaar stelt automatisch de nieuw gekozen temperatuur in.<br />
Zolang de werkelijke temperatuur geringer is, als de gewenste temperatuur knippert de rode<br />
pijl (low). Is de werkelijke temperatuur hoger knippert de rode pijl (high). Komt de ingestelde<br />
temperatuur overeen met de werkelijk temperatuur, licht de groene balk op. Indien de<br />
werkelijke oppervlaktetemperatuur van het verwarmingselement niet overeenkomt met de<br />
gewenste temperatuur, kan een „Offset“ ingegeven worden. Daarvoor F toets ingedrukt<br />
houden, tot „InP“ in het display verschijnt (ca.7sek); F toets loslaten. Daarna F toets<br />
zovaak indrukken, tot „oFS“ verschijnt. Deze waarde dan naar wens aanpassen. Voor het<br />
afsluiten van de verandering F toets indrukken, tot de werkelijke temperatuur weer<br />
aangegeven wordt.<br />
OPGELET ! Alle andere Parameters dienen niet veranderd te worden.<br />
50<br />
NEDERLANDS
Fabrieksinstelling:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Opm.: Door de auto-tuning funktie kunnen de waarden bij CFG gering afwijken.<br />
Indien grotere onregelmatigheden zich voordoen, kan de Autotuning-Funktie bij een<br />
koudverwarmingselement geactiveerd worden (In Menu CFG het punt „S.tu“ op 2<br />
instellen; terrugstellen op 0 volgt automatisch).<br />
3.2.2 Maatregelen voor voorbereiding van een lascyclus<br />
• Handgreep aan de basis-spanelementen naar boven openen, tot in de achterste stand<br />
klappen.<br />
• Bij buizen die kleiner zijn als de maximaal zu lasbare diameter 160mm, de reductieschalen<br />
voor de gewenste buisdiameter in de basisspanbekken plaatsen, reductiesteunplaten in de<br />
steunvorken plaatsen en de kroonmoeren stevig vastdraaien.<br />
• De te lassen kunststof buizen of vormstukken in de spaninrichting plaatsen. De steunvorken<br />
onder de buizen of- vormstukken plaatsen, daarvoor de zeskantschroef met steeksleutel SW<br />
17 losdraaien, en de steunvork verschuiven en indien gewenst draaien.<br />
OPGELET:<br />
Bij rechte te lassen buizen zijn de steunvorken met de voorste vlakke kant parallel aan het<br />
midden van de Nut in de tafel uit te richten.<br />
Bovenste spanbekken sluiten, vleugelgreep inklappen, buis of vormstuk richten en door<br />
middel van de handhefboom stevig aanspannen. Eventueel met de instelschroef de<br />
benodigde spankracht instellen.<br />
• Door het naar elkaar toe bewegen van de buizen (Handgreep) controleren, of de buizen<br />
goed vastzitten. Tevens is te testen, of het verwarmingselement de bedrijfstemperatuur<br />
bereikt heeft. Het opwarmen is beindigd, als de rode controlelamp op de<br />
temperatuurregelaar knippert, en de correcte ingestelde temperatuur aangegeven wordt.<br />
OPGELET!<br />
Om een gelijkmatige warmteverdeling over de gehele lasspiegel te garanderen, is het<br />
noodzakelijk, nadat de controlelamp knippert, een wachttijd van ca. 10 Minuten<br />
aangehouden wordt (volgens DVS).<br />
• De elektrische freesinrichting tussen de te lassen buiseinden plaatsen en door het drukken<br />
van de schakelaar in de handgreep inschakelen. Met het handrad de uiteinden van de<br />
buizen met gevoel tegen de roterende messen van de frees plaatsen. Buizen en<br />
vormstukken laten zich eenzijdig bewerken, als de aanslag voor het eenzijdig frezen aan de<br />
onderzijde van de frees naar de zijde die niet bewerkt dient te worden gedraaid wordt.<br />
NEDERLANDS<br />
51
3.2.3 Lascyclus<br />
GEVAAR! Tijdens het in gebruik nemen van de freesinrichting de handen niet tegen de<br />
draaiende messen plaatsen. Frees alleen in ingeklapte toestand gebruik ( werkpositie)<br />
en direct na gebruik weer terugklappen. De functionaliteit van de<br />
veiligheidsschakelaar op de freesinrichting moet altijd in orde zijn, om onbedoeld<br />
starten buiten de werkpositie te vermijden.<br />
• Nadat de kopkanten van de buis vlak gefreesd zijn, wat aan een gelijkmatige,<br />
ononderbroken spaan te erkennen is, de buiseinden langzaam uit elkaar draaien.<br />
Freesinrichting door het naar voren trekken van de ring ontgrendelen en naar achteren<br />
klappen.<br />
• Werkstukken naar elkaar toe draaien en controleren, of de laskanten vlak zijn. Is dit niet<br />
het geval, dient de freescyclus herhaald te worden.<br />
Het axiale verloop tussen de werkstukken mag (volgens DVS) niet groter als 10% van de<br />
wanddikte En de spleet tussen de freesvlakken niet groter als 0,5mm zijn. Is dit niet het<br />
geval, dan met behulp van Spanschroeven en vorksteunen afstellen en de freescyclus<br />
herhalen.<br />
Opgelet:<br />
De gefreesde, voor lassen voorbereide oppervlakken mogen niet met de hand aangeraakt<br />
worden, en moeten vrij van stof en vet zijn.<br />
• Het verwarmingselement tussen de buiseinden plaatsen.<br />
Klemgevaar! Bij het naar elkaar toe draaien van de spanbekken en buizen juiste<br />
afstand van de Machine bewaren.<br />
• Buiseinden naar elkaar toe draaien, Gewenste kracht toepassen en door vastdraaien van de<br />
klemhevel aan het handrad vastzetten.<br />
Als de gewenste ril gelijkmatig over de gehele buisomvang tweezijdig bereikt is, de<br />
klemhevel losdraaien, de kracht op de gewenste aanwarmkracht (bijna 0) instellen en de<br />
klemhevel weer vastdraaien. Een gelijkmatige plaatsing van de werkstukuiteinden tegen<br />
het verwarmingselement moet gewaarborgd zijn.<br />
• Na einde aanwarmtijd klemhevel losdraaien, Buiseinden van elkaar wegdraaien, het<br />
verwarmingselement naar achteren klappen en de buiseinden tegen elkaar draaien. Indien<br />
mogelijk de kracht lineair tot de gewenste laskracht verhogen en de klemhevel vastdraaien.<br />
De laskracht moet tijdens de gehele afkoeltijd met een olerantie van +/- 6,66% (PE)<br />
behouden worden (Zie. Parameters van de gebruikte materialen).<br />
• Nadat de afkoeltijd voorbij is, klemhevel lossen en de veer van het handrad ontlasten. De<br />
gelaste buizen ontspannnen en uitnemen. De complete parameters vindt u terug in de<br />
lastabellen.<br />
3.2.4 Uit bedrijf nehmen<br />
• Machine met de tuimelschakelaar naast de temperatuurregelaar uitschakelen.<br />
• Netstekker van de basismachine uit het kontakt nemen.<br />
• Frees en verwarmingselement in de ruimte tussen de basisspanbekken laten zakken en<br />
aanrakingsbeveiliging van het verwarmingselement over het verwarmingselemet en de<br />
linkse basisspanbek laten zakken.<br />
52<br />
NEDERLANDS
• Netkabel oprollen.<br />
OPGELET:<br />
Indien de netkabel om de aanrakingsbeveiliging wordt gewikkeld, erop letten , dat het<br />
erwarmongselement Afgekoeld is.<br />
• Blokkeringsstiften rechts en links an de onderzijde van de machine uittrekken, de machine<br />
naar onderen in het onderstel laten zakken, en de stiften in de onderste boringen plaatsen.<br />
3.3 Algemene aanwijzigingen<br />
Omdat weers en omgevingsinvloeden de lascyclus belangrijk beïnvloeden, dienen de geldende<br />
Voorschriften van de DVS - richtlijnen 2207 deel 1, 11 en 15 aangehouden te worden. Buiten<br />
Duitsland gelden nationale richtlijnen.<br />
( De laswerkzaamheden dienen voordurend en exact bewaakt te worden ! )<br />
3.4 Belangrijke aanwijzigingen over de lasparameters<br />
Alle gewenste lasparameters, zoals temperatuur, kracht en tijd zijn conform de laatste DVSrichtlijnen<br />
2207 deel1, 11 en 15. Buiten duitsland gelden de nationale richtlijnen.<br />
In een enkel geval dien de bewerkingsparameters van de buisfabrikant aangehouden te<br />
worden.<br />
De in bijgevoegde lastabellen genoemde lasparameters zijn richtparameters, waarvoor de firma<br />
ROTHENBERGER niet garant kan staan!<br />
Herkomst:<br />
Deutscher Verlag für Schweißtechnik DVS-Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, 40223 Düsseldorf 1<br />
Telefon (0211) 15 10 56 Fax (0211) 15 75 95-0<br />
4. Schoonmaken en onderhoud<br />
Om de functionaliteit van de machine te garanderen volgende punten in acht nemen:<br />
• De geleidestangen moeten vrij van vervuiling zijn. Bij beschadiging aan het oppervlak zijn<br />
deze uit te wisselen.<br />
• De elektrische aandrijving van de freesinrichting en verwarmingselement mogen alleen met<br />
de op het typeplaatje aangegeven spanning gevoed worden.<br />
• Om perfekte lasresultaten te waarborgen, is het noodzakelijk, het verwarmingselement<br />
schoon te houden. Bij beschadigingen aan het oppervlak moet het verwarmingselement van<br />
een nieuwe coating worden voorzien of verwisseld worden. Materiaalresten op de<br />
lasspiegel verminderen de anti-kleefeigenschappen und en dienen met een Vezelvrij stuk<br />
papier en spiritus verwijderd te worden.<br />
• De freesinrichting is met 2 tweezijdig geslepen messen uitgevoerd. Bij teruglopende<br />
freesprestaties kunnen de messen gedraaid of verwisseld worden<br />
Steeds erop letten, de te bewerken buis - of. werkstukuiteinden, in het bijzonder de kopse<br />
kanten, vrij van vervuiling zijn, omdat anders de levensduur van de messen verkort wordt.<br />
Het is aan te bevelen, reparaties door een servicewerkplaats of de fabrikant te laten<br />
uitvoeren.<br />
NEDERLANDS<br />
53
4.1 Machine en gereedschaponderhoud<br />
(Onderhoudsvoorschriften Pkt. 4 bekijken!)<br />
Scherpe en schone gereedschappen Leiden tot betere resultaten en zijn veiliger.<br />
Stompe, gebroken en verloren onderdelen direct vervangen. Testen, of het toebehoren veilig<br />
met de machine verbonden is.<br />
Bij onderhoudswerkzaamheden alleen originele reserveonderdelen gebruiken. Reparaties<br />
mogen alleen door Gekwalificeerd personeel uitgevoerd worden.<br />
Bij niet gebruiken, onderhoudswerkzaamheden en voor het wisselen van toebehoren, machine<br />
loskoppelen van het stroomnet.<br />
Voor het opnieuw aansluiten op een stroombron,zich ervan verzekeren dat de machine en<br />
eventueel toebehoren is uitgeschakeld.<br />
Bij gebruik van verlengkabels deze altijd op functionaliteit en veiligheid controleren. Er mogen<br />
alleen kabels voor gebruik buitenshuis gebruikt worden.<br />
Gereedschappen en machines waarvan, behuizingen of handgrepen, speciaal deze uit kunststof,<br />
kapot, gescheurd of gebroken zijn niet gebruiken.<br />
Vuil en vochtigheid in zulke scheuren leiden de elektrische stroom. Dit kan leiden tot een<br />
elektrische schok.<br />
OPMERKING:<br />
Verder verwijzen wij naar de ongevallen voorschriften.<br />
5. Toebehoren<br />
Geschikt toebehoren en een bestelformulier vindt u vanaf pagina 100.<br />
6. Verwijdering<br />
Delen van het toestel zijn waarde stoffen en kunnen gericyceld worden. Hiervoor staan Erkende<br />
en gecertificeerde Tot uw beschikking. Voor milieuvriendelijke verwijdering van de niet te<br />
recycelen onderdelen kunt u zich wenden tot de milieudiensten in uw gemeente<br />
54<br />
NEDERLANDS
Índice<br />
Página<br />
1. Instruções de segurança 56<br />
1.1 Uso correto 56<br />
1.2 Instruções para a segurança de pessoas e do equipamento 56<br />
2. Dados técnicos 58<br />
3. Funcionamento do equipamento 58<br />
3.1 Descrição do equipamento 58<br />
3.2 Instruções de serviço 59<br />
3.2.1 Primeiro uso 59<br />
3.2.2 Medidas para preparar a soldadura 60<br />
3.2.3 Soldadura 61<br />
3.2.4 Terminar a utilização 62<br />
3.3 Condições gerais 62<br />
3.4 Informações importantes sobre os parâmetros de soldadura 62<br />
4. Conservação e manutenção 62<br />
4.1 Conservação de máquina e ferramentas 63<br />
5. Acessório 63<br />
6. Eliminação 63<br />
PORTUGUES<br />
55
1. Instruções de segurança<br />
1.1 Uso correto<br />
A ROWELD P 160 A-4 <strong>SANILINE</strong> deve ser utilizada exclusivamente para efectuar ligações por<br />
soldadura topo a topo com elemento térmico em tubos de PE, PVDF e PP com diâmetros<br />
externos entre 40 e 160 mm<br />
1.2 Instruções para a segurança de pessoas e do equipamento<br />
ATENÇÃO! Leia todas as instruções. O desrespeito das instruções a seguir podem cauxar<br />
choque eléctrico, incêndio e/ou graves lesões. O termo “ferramenta eléctrica” utilizado a seguir<br />
refere-se a ferramentas eléctricas com conexão a rede (com cabo) e a ferramentas operadas a<br />
pilhas (sem cabo). GUARDE BEM ESTAS INSTRUÇÕES.<br />
1) Área de trabalho<br />
a) Mantenha a sua área de trabalho limpa e arrumada. Desordem e áreas de trabalho<br />
com fraca iluminação podem causar acidentes.<br />
b) Não trabalhar com a ferramenta eléctrica em áreas com risco de explosão, nas<br />
quais se encontrem líquidos, gases ou pós inflamáveis. Ferramentas eléctricas<br />
produzem faíscas que podem iprovocar a ignição de pó e vapores.<br />
c) Mantenha crianças e outras pessoas afastadas da ferramenta eléctrica durante o<br />
trabalho com a ferramenta. Distrações podem causar a falta de controle sobre o aparelho.<br />
2) Segurança eléctrica<br />
a) A ficha da ferramentas eléctricas devem caber na tomada. A ficha não deve ser<br />
modificada de modo algum. Não utilize quaisquer fiches de adaptação junto com<br />
ferramentas eléctricas ligadas à terra. Fichas sem modificações e tomadas adequadas<br />
reduzem o risco de choques eléctricos.<br />
b) Evite que o corpo entre em contacto com superficies ligadas à terra, como por<br />
exemplo tubos, radiadores, fogões e geladeiras. Há um risco elevado de choques<br />
eléctricos, caso o corpo for ligado à terra.<br />
c) A ferramenta eléctrica não deve ser exposta à chuva nem humidade. A penetração<br />
de água na ferramenta eléctrica aumenta o risco de choques eléctricos.<br />
d) O cabo do aparelho não deve ser utilizado para o transporte, para pendurar o<br />
aparelho, nem para puxar a ficha da tomada. Mantenha o cabo afastado de calor,<br />
óleo, cantos afiados ou partes em movimento do aparelho. Cabos danificados ou<br />
torcidos aumentam o risco de choques eléctricos.<br />
e) Ao trabalhar com a ferramenta eléctrica ao ar livre, use um cabo de extensão<br />
apropriado para áreas externas. O uso de um cabo apropriado para áreas externas reduz<br />
o risco de choques eléctricos.<br />
3) Segurança de pessoas<br />
a) Esteja alerta, observe o que está a fazer, e tenha prudencia ao trabalhar com a a<br />
ferramenta eléctrica. Não use a ferramenta eléctrica se estiver fatigado ou sob a<br />
influência de drogas, álcool ou medicamentos. Um momento de falta de atenção<br />
durante a operação da ferramenta eléctrica pode causar graves lesões.<br />
b) Usar um equipamento pessoal de protecção. Sempre utilizar um óculos de<br />
protecção. Equipamento de segurança, como por exemplo, máscara de protecção contra<br />
pó, sapatos de segurança anti-derrapantes, capacete de segurança ou protecção auricular,<br />
de acordo com o tipo e aplicação da ferramenta eléctrica, reduzem o risco de lesões.<br />
c) Evite um accionamento involuntário. Assegure- se de que o interruptor esteja na<br />
posição “desligar”, antes de introduzir a ficha na tomada. Manter o dedo sobre o<br />
interruptor ao transportar a ferramenta eléctrica ou conectar o aparelho já ligado à rede,<br />
pode levar a graves acidentes.<br />
56<br />
PORTUGUES
d) Remover chaves de ajustes ou chaves de fenda, antes de ligar a ferramenta<br />
eléctrica. Uma chave de fenda ou chave de ajuste que se encontre numa parte móvel do<br />
aparelho, pode levar a lesões.<br />
e) Não se sobrestime. Mantenha uma posição firme e mantenha sempre o equilíbrio.<br />
Desta forma poderá será mais fácil controlar o aparelho em situações inesperadas.<br />
f) Use roupa apropriada. Não use roupa larga ou jóias. Mantenha o cabelo, roupa e<br />
luvas afastadas de partes em movimento. Roupas largas, jóias ou cabelos longos<br />
podem ser agarradas por partes em movimento.<br />
g) Se for prevista a montagem de dispositivos de aspiração de pó e de dispositivos de<br />
recolha, assegure-se de que estão conectados e que sejam utilizados de forma<br />
correcta. A utilização destes dispositivos reduz os riscos provocados por pó.<br />
4) Uso e tratamento de ferramentas eléctricas<br />
a) Não sobrecarregue a ferramenta eléctrica. Use para o seu trabalho a ferramenta<br />
eléctrica correcta. A ferramenta correcta realizará o trabalho de forma melhor e mais<br />
segura dentro da faixa de potência indicada.<br />
b) Não utilize a ferramenta eléctrica se o interruptor não puder ser ligado nem<br />
desligado. Qualquer ferramenta eléctrica que não possa ser controlada através do<br />
interruptor de ligar-desligar, é perigosa e deve ser reparada.<br />
c) Puxar a ficha da tomada antes de efectuar ajustes no aparelho, substituir<br />
acessórios ou armazenar a ferramenta eléctrica. Esta medida de segurança evita que a<br />
ferramenta eléctrica seja ligada acidentalmente.<br />
d) Guarde ferramentas eléctricas que não estiverem sendo utilizadas, for a do alcance<br />
de crianças. Não permita que o aparelho seja utilizado por pessoas não<br />
familiarizadas com o mesmo ou que não tenham lido estas instruções. Ferramentas<br />
eléctricas são perigosas nas mãos de pessoas sem treinamento.<br />
e) Trate a sua ferramenta eléctrica com cuidado. Verifique se as partes móveis do<br />
aparelho funcionam perfeitamente e não emperram, se há peças quebradas ou<br />
danificadas, que possam influenciar o funcionamento do aparelho. Peças<br />
danificadas devem ser reparadas antes da utilização do aparelho. Muitos acidentes<br />
tem como causa uma manutenção insuficiente das ferramentas eléctricas.<br />
f) Mantenha as ferramentas de corte sempre afiadas e limpas. Ferramentas de cortes<br />
devidamente tratadas, com cantos afiados travam com menos frequência e podem ser<br />
controladas com maior facilidade.<br />
g) Use a ferramenta eléctrica, os acessórios os bits da ferramenta etc., de acordo com<br />
estas instruções e da maneira determinada para este tipo especial de ferramenta<br />
eléctrica. Considere também as condições de trabalho e o trabalho a ser efectuado.<br />
A utilização da ferramenta eléctrica para outros fins que os previstos, pode resultar em<br />
situações perigosas.<br />
5) Serviço<br />
a) A sua ferramenta eléctrica só deve ser reparada por pessoal qualificado e só<br />
devem ser colocadas peças sobressalentes originais. Desta forma é assegurada a<br />
segurança da ferramenta eléctrica.<br />
PORTUGUES<br />
57
2. Dados técnicos<br />
Faixa de soldadura : Ø 40-160mm<br />
Faixa de pressão : Ø 40-110mm até SDR 7,25<br />
Ø 125-140mm até SDR 11<br />
Ø 160mm até SDR 13,6<br />
Caminho máx. de desloc. : 130 mm<br />
Fresadora<br />
Conexão eléctrica : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Rotações por minuto em marcha vazia : 520rpm<br />
Elemento térmico<br />
Conexão eléctrica : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Controlo da temperatura : regulação eléctrica<br />
faixa de ajuste 0-280°C<br />
Diâmetro da placa térmica : 200 mm<br />
Pesos<br />
Máquina completa : 57,4 kg<br />
Máquina com armação de apoio<br />
sem redutores de fixação : 45,7 kg<br />
Dimensões<br />
Máquina fechada : 715X430X735mm<br />
aberta (posição de trabalho) : 715X680X1180mm<br />
3. Funcionamento do equipamento<br />
3.1 Descrição do equipamento<br />
A ROWELD P 160 A-4 <strong>SANILINE</strong> é uma máquina de soldadura topo a topo com elemento térmico<br />
muito compacta e pode ser transportada com facilidade. Com esta máquina é possível efectuar<br />
de modo seguro ligações de tubos por soldadura de PE, PVDF e PP com diâmetros externos de<br />
40 a 160mm para instalações em casas, reforma de chaminés e sistemas de goteiras para tectos.<br />
É possível processar todos os fittings usuais.<br />
A máquina consiste basicamente de:<br />
bancada de máquina monobloco com mesas fixa e móvel, fresadora eléctrica, elemento térmico<br />
com regulação electrónica, protecção contra contacto acidental para o elemento térmico,<br />
conjunto de mordentes de base Ø160mm, apoio para os tubos, armação de trabalho e<br />
transporte e redutores de fixação.<br />
Como acessório, existe o conjunto de mordentes de base (nº de art: 5.4082) para a posição<br />
externa, em especial para a soldadura de tubos sob pressão.<br />
A máquina de soldadura deve ser operada somente por técnicos qualificados e instruídos<br />
devidamente conforme a directiva alemã DVS 2212 parte 1.<br />
A máquina deve ser utilizada só por operadores formados e autorizados!<br />
58<br />
PORTUGUES
3.2 Instruções de serviço<br />
3.2.1 Primeiro uso<br />
Por favor, leia as instruções de serviço e segurança com atenção antes de colocar a<br />
máquina de soldadura topo a topo em uso!<br />
• Colocar a máquina numa base sólida e plana.<br />
• Puxar os pinos de fixação na esquerda e na direita para dentro, rodar a máquina para cima<br />
e engatar os pinos nos furos em cima (não na versão basic).<br />
ATENÇÃO:<br />
cuidado para que os dois pinos entrem seguramente nos furos na armação.<br />
• Colocar o manípulo no eixo na frente da máquina, fixar com o pino roscado e soltar a<br />
alavanca que fixa o eixo.<br />
• Puxar a trava da fresadora para a frente e rodar a fresadora para trás.<br />
• Abrir a protecção da placa térmica e rodar o elemento térmico para trás.<br />
• Conectar a ficha da rede eléctrica à rede conforme os dados indicados na placa de<br />
características. Ligar o interruptor principal no lado do regulador da temperatura (o botão<br />
acende em verde). Caso desejado, ajustar a temperatura (veja regulador da temperatura).<br />
A lâmpada de controlo vermelha no regulador de temperatura indica que o elemento<br />
térmico está a aquecer. A indicação no display indica normalmente o valor real da<br />
temperatura. Conforme as instruções alemãs da DVS, o elemento térmico estará preparado<br />
para o uso 10 minutos depois de atingir pela primeira vez a temperatura ajustada.<br />
A temperatura deve ser controlada de vez em quando com um termómetro.<br />
Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até 280° e<br />
deve ser devolvido logo após o uso na protecção contra contacto acidental prevista<br />
para este fim.<br />
Regulador da temperatura:<br />
A máquina de soldadura foi equipada com um regulador de temperatura digital do modelo<br />
400. Além disso, a fresadora e o elemento térmico são abastecidos por um cabo central de<br />
conexão à rede eléctrica.<br />
O regulador de temperatura digital já foi configurado e ajustado de modo ideal na fábrica. Para<br />
ajustar a temperatura é só premer a tecla F até que a mensagem "_SP“ apareça no display.<br />
Agora a temperatura desejada pode ser ajustada com as setas numa faixa de 0-280°C. Se não<br />
apertar outras teclas, a indicação apresenta novamente a temperatura real e o regulador ajusta<br />
automaticamente a temperatura desejada. Enquanto a temperatura real estiver menor do que a<br />
temperatura desejada, a seta vermelha pisca (low). Se a temperatura actual estiver mais alta, a<br />
seta vermelha pisca (high). Assim que a temperatura real for igual à temperatura desejada,<br />
acende a linha verde. Se a temperatura real da superfície no elemento térmico não<br />
corresponder ao valor real indicado, é possível efectuar um "Offset“. Para este fim, manter a<br />
teclaF apertada, até que apareça "InP“ no display (cerca de 7 s); soltar a tecla F Depois<br />
premer a tecla F até que apareça "oFS“. Ajustar este valor em seguida. Para finalizar esta<br />
alteração, premer a tecla F até que o valor actual for novamente indicado.<br />
Atenção! Todos os outros parâmetros não devem ser alterados.<br />
PORTUGUES<br />
59
Ajustes da fábrica:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Obs.: devido à função "autotuning", as indicações sob CFG podem diferir destes valores em<br />
detalhes.<br />
Se houver maiores divergências, a função "autotuning" pode ser activada com o elemento<br />
térmico frio (no menu CFG ajustar o valor "S.tu“ em 2; o reset para 0 é efectuado<br />
automaticamente).<br />
3.2.2 Medidas para preparar a soldadura<br />
• Abrir o punho para cima nos elementos de tensão básica; rodar até à posição traseira.<br />
• Em tubos menores do que o diâmetro máximo de 160mm, os redutores de fixação do<br />
respectivo diâmetro devem ser inseridos nas mordentes de base e as inserções das forquilhas<br />
de apoio nas forquilhas de apoio. Em seguida, devem ser fixados com as porcas serrilhadas.<br />
• Os tubos de plástico ou os fittings a serem soldados devem ser inseridos nos dispositivos de<br />
fixação. Colocar as forquilhas de apoio em baixo do tubo ou do fitting: para este fim, soltar<br />
o parafuso sextavado com a chave inglesa do tamanho 17 e deslocar e, caso necessário,<br />
rodar as forquilhas de apoio.<br />
ATENÇÃO:<br />
em tubos que devem ser soldados na recta, as forquilhas de apoio devem ser alinhadas com<br />
a superfície dianteira em paralelo ao meio da ranhura nas mesas.<br />
Fechar as mordentes de cima, rodar o punho de orelhas para dentro, alinhar tubo ou fitting<br />
e esticar através do punho manual. Ajustar eventualmente no parafuso de ajuste a força de<br />
tensão necessária.<br />
• Aproximando as peças, é possível verificar se estão bem fixadas na ferramenta de fixação.<br />
Também deve-se verificar se o elemento térmico atingiu a sua temperatura de serviço. O<br />
aquecimento terminou quando a lâmpada vermelha no regulador da temperatura pisca ou<br />
quando o valor real é indicado.<br />
Por favor, observe!<br />
Para garantir que o calor se distribua de modo homogéneo na placa térmica inteira, é<br />
necessário observar um período de espera de cerca de 10 minutos depois de que a lâmpada<br />
comece a piscar (conforme DVS).<br />
60<br />
PORTUGUES
• Rodar a fresadora eléctrica para o espaço entre as duas peças a serem soldadas e ligar<br />
premendo o interruptor no punho. Com o manípulo, aproximar os finais das peças<br />
cuidadosamente das facas em rotação da fresadora. Os tubos e os fittings podem ser<br />
trabalhados só de um lado quando o encosto para fresar só de um lado na parte inferior da<br />
fresadora for rodado para o lado que não deve ser trabalhado.<br />
Perigo de ferimento! Ao colocar a fresadora em uso, não colocar a mão nas facas em<br />
rotação. Accionar a fresadora só enquanto estiver entre as peças (posição de<br />
trabalho) e depois rodar de volta para a posição de repouso. O bom funcionamento do<br />
interruptor de segurança da fresadora deve estar sempre garantido para assegurar<br />
que a fresadora não possa ser ligada involuntariamente fora da posição de trabalho.<br />
3.2.3 Soldadura<br />
• Depois de fresar as superfícies frontais até ficarem planas (o que pode ser reconhecido<br />
através da apara homogénea e ininterrupta) afastar os finais de tubos lentamente um do<br />
outro. Destravar fresadora, puxando o anel para a frente, e rodá-la para a posição inicial.<br />
• Juntar as peças e verificar se as superfícies de soldadura estão planas. Se não for o caso, o<br />
processo de fresar deve ser repetido.<br />
A divergência axial entre as peças não deve ser maior de 10% da espessura da parede<br />
(conforme DVS) e a fenda máxima entre as superfícies planas não deve ser maior de 0,5mm.<br />
Se não for o caso, ajustar com ajuda dos parafusos de fixação e das inserções de forquilha<br />
de apoio e repetir o processo de fresar.<br />
Atenção:<br />
as superfícies fresadas e preparadas para a solda não devem ser tocadas com as mãos e<br />
devem estar livres de qualquer sujidade.<br />
• Inserir o elemento térmico entre as duas peças.<br />
Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter<br />
sempre uma distância segura em relação à máquina.<br />
• Juntar os finais de tubos, exercer a força de ajuste necessária e mantê-la, fechando a<br />
alavanca de aperto no eixo do manípulo.<br />
Ao atingir a altura de reforço necessária e homogénea no perímetro todo de ambos os<br />
finais de tubo, soltar a alavanca de aperto, reduzir a força à respectiva pressão de<br />
aquecimento (quase 0) e fechar a alavanca de aperto novamente. Deve-se garantir que os<br />
finais das peças encostem igualmente na placa térmica.<br />
• Depois do final do período de aquecimento, soltar a alavanca de aperto, afastar as peças<br />
uma da outra, retirar o elemento térmico e juntar os finais das peças novamente. Neste<br />
processo, aumentar a força, de preferência de modo linear, sobre a pressão de junção e<br />
fechar a alavanca de aperto. A força de junção deve ser mantida durante o período de<br />
arrefecimento todo numa tolerância de +/- 6,66% (PE) (veja os parâmetros específicos dos<br />
materiais utilizados).<br />
• Após o final do período de arrefecimento, soltar a alavanca de aperto e retirar a pressão da<br />
mola com o manípulo. As peças soldadas devem ser soltadas e retiradas. Todos os<br />
parâmetros encontram-se nas tabelas de soldadura.<br />
PORTUGUES<br />
61
3.2.4 Terminar a utilização<br />
• Desligar a máquina no interruptor ao lado do regulador da temperatura.<br />
• Retirar a ficha da máquina de base da tomada.<br />
• Colocar a fresadora e o elemento térmico no espaço entre as mordentes de base, colocar a<br />
protecção contra contacto acidental sobre a placa térmica e a mordente de base da<br />
esquerda.<br />
• Enrolar cabo de conexão à rede eléctrica.<br />
Atenção:<br />
Se o cabo for enrolado na protecção da placa térmica, tomar cuidado de que a placa térmica<br />
já esteja fria.<br />
• Retirar os pinos de fixação em baixo na máquina da esquerda e direita, rodar a máquina<br />
para baixo para a armação e fazer os pinos engatar nos furos inferiores.<br />
3.3 Condições gerais<br />
Sendo que o tempo e o ambiente influenciam a soldadura de modo decisivo, devem ser<br />
observadas em todo caso as respectivas instruções da directiva DVS 2207 parte 1, 11 e 15. Fora<br />
da Alemanha, valem as respectivas disposições legais nacionais.<br />
(Os trabalhos de soldadura devem ser controlados constantemente e com atenção!)<br />
3.4 Informações importantes sobre os parâmetros de soldadura<br />
Todos os parâmetros de soldadura necessários como temperatura, força e tempo encontram-se<br />
na mais nova directiva DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas<br />
disposições legais nacionais. Em casos individuais, devem ser observados em todo caso os<br />
parâmetros específicos do material que podem ser informados pelo produtor do tubo!<br />
Os parâmetros indicados nas tabelas de soldadura em anexo são apenas valores para orientação<br />
pelos quais a empresa ROTHENBERGER não dá garantia nenhuma!<br />
Contacto :<br />
Deutscher Verlag für Schweißtechnik DVS - Verlag GmbH<br />
Postfach 10 19 56, Aachener Str. 127, 40223 Düsseldorf 1, Alemanha<br />
Telefone +49 (0) 211 15 10 56 Fax +49 (0) 211 15 75 95-0<br />
4. Conservação e manutenção<br />
Para manter a máquina em bom estado para o funcionamento, os seguintes pontos devem ser<br />
levados em conta:<br />
• As barras de guia devem ser mantidas livres de sujidade. No caso de danos nas superfícies, as<br />
barras de guia devem ser substituídas.<br />
• Os motores eléctricos de fresadora e o elemento térmico podem ser utilizados só com a<br />
tensão eléctrica indicada na placa de características.<br />
• Para garantir resultados impecáveis da soldadura, é necessário manter o elemento térmico<br />
limpo. No caso de danos na superfície, o elemento térmico deve ser revestido novamente ou<br />
substituído. Resíduos de material no espelho térmico reduzem as características antiaderentes<br />
e devem ser retirados com um papel sem fibras e álcool etílico.<br />
62<br />
PORTUGUES
• A fresadora está equipada com duas facas polidas dos dois lados. Quando ficarem<br />
desafiadas, as facas podem ser viradas ou substituídas por facas novas.<br />
Os finais das peças ou dos tubos a serem cortados, em especial as superfícies frontais,<br />
sempre devem estar limpos sendo que isto influencia a vida útil das facas.<br />
Recomenda-se que todos os consertos sejam efectuados por uma oficina autorizada ou<br />
pelo produtor.<br />
4.1 Conservação de máquina e ferramentas<br />
(Observar as instruções de manutenção sob o ponto 4!)<br />
Ferramentas limpas e afiadas levam a melhores resultados de trabalho e são mais seguras.<br />
Peças desafiadas, quebradas ou perdidas devem ser imediatamente substituídas. Verifique se os<br />
acessórios estão conectados seguramente à máquina.<br />
Nos trabalhos de manutenção, utilize somente peças de reposição originais. Consertos devem<br />
ser efectuados exclusivamente por técnicos qualificados.<br />
Desligar o equipamento da rede eléctrica quando não for utilizado ou antes de trabalhos de<br />
conservação e manutenção e antes de trocar acessórios.<br />
Antes de conectar o equipamento novamente à rede eléctrica se deve garantir que a máquina e<br />
as ferramentas adicionais estejam desligadas.<br />
Ao utilizar cabos de extensão, se deve verificar se os mesmos funcionam correcta e<br />
seguramente. Utilizar sempre cabos que podem ser utilizados ao ar livre.<br />
Nunca utilizar ferramentas e máquinas cujos invólucros ou punhos, em especial quando são de<br />
plástico, estão rachados ou deformados.<br />
Sujidade e humidade nestas rachaduras transmitem a electricidade. Isto pode causar choques<br />
eléctricos quando houver um dano do isolamento de ferramenta ou máquina.<br />
Observação:<br />
para além disso, fazemos referência às instruções de prevenção de acidentes.<br />
5. Acessório<br />
6. Eliminação<br />
Informações sobre o acessório adequado e um formulário de encomenda a partir da página 100.<br />
Algumas partes do equipamento são materiais valiosos e podem ser reciclados. Para este fim, há<br />
empresas de reciclagem autorizadas e certificadas à sua disposição. Para eliminar as partes nãorecicláveis<br />
(p. ex. sucata electrónica) de modo compatível com o ambiente, por favor, entre em<br />
contacto com a respectiva autoridade de reciclagem local.<br />
PORTUGUES<br />
63
Indhold<br />
Side<br />
1. Henvisninger til sikkerheden 65<br />
1.1 Korrekt brug 65<br />
1.2 Henvisninger til sikkerheden for mennesker og apparater 65<br />
2. Tekniske data 67<br />
3. Apparatets funktion 67<br />
3.1 Beskrivelse af apparatet 67<br />
3.2 Betjeningsvejledning 68<br />
3.2.1 Idriftsættelse 68<br />
3.2.2 Klargøring til svejsning 69<br />
3.2.3 Svejsning 70<br />
3.2.4 Standsning 70<br />
3.3 Generelle krav 71<br />
3.4 Vigtige henvisninger vedrørende svejseparametrene 71<br />
4. Pleje og vedligeholdelse 71<br />
4.1 Maskine- og værktøjspleje 72<br />
5. Tilbehør 72<br />
6. Bortskaffelse 72<br />
64<br />
DANSK
1. Henvisninger til sikkerheden<br />
1.1 Korrekt brug<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> må kun anvendes til stuksvejsning af PE-, PVDF- og PP-rør med<br />
en udvendig diameter fra 40 til 160 mm.<br />
1.2 Henvisninger til sikkerheden for mennesker og apparater<br />
Vigtigt! Læs alle instrukserne. I tilfælde af manglendeoverholdelse af nedenstående<br />
instrukser erder risiko for elektrisk stød, alvorlige personskader,og der kan opstå brandfare. Det<br />
benyttede begreb„el-værktøj“ refererer til netdrevne maskiner (medtilslutningsledning) og<br />
batteridrevne maskiner(uden tilslutningsledning).<br />
DISSE INSTRUKSER BØR OPBEVARES FOR SENEREBRUG.<br />
1) Arbejdsplads<br />
a) Sørg for, at arbejdsområdet er rent og ryddeligt. Uorden og uoplyste arbejdsområder<br />
øger faren for uheld.<br />
b) Brug ikke maskinen i eksplosionstruede omgivelser, hvor der er brændbare<br />
væsker, gasser eller støv. El-værktøj kan slå gnister, der kan antænde støv eller dampe.<br />
c) Sørg for, at andre personer og ikke mindst børn holdes væk fra arbejdsområdet,<br />
når maskinen er i brug. Hvis man distraheres, kan man miste kontrollen over maskinen.<br />
2) Elektrisk sikkerhed<br />
a) Maskinens stik skal passe til kontakten. Stikket må under ingen omstændigheder<br />
ændres. Brug ikke adapterstik sammen med jordforbundne maskiner. Uændrede stik, der<br />
passer til kontakterne, nedsætter risikoen for elektrisk stød.<br />
b) Undgå kropskontakt med jordforbundne over- flader som f.eks. rør, radiatorer,<br />
komfurer og køleskabe. Hvis din krop er jordforbundet, øges risikoen for elektrisk stød.<br />
c) Maskinen må ikke udsættes for regn eller fugt. Indtrængning af vand i maskinen øger<br />
risikoen for elektrisk stød.<br />
d) Brug ikke ledningen til formål, den ikke er beregnet til (f.eks. må man aldrig bære<br />
maskinen i ledningen, hænge maskinen op i ledningen eller rykke i ledningen for<br />
at trække stikket ud af kontakten). Beskyt ledningen mod varme, olie, skarpe<br />
kanter eller maskindele, der er i bevægelse. Beskadigede eller indviklede ledninger<br />
øger risikoen for elektrisk stød.<br />
e) Hvis maskinen benyttes i det fri, må der kun benyttes en forlængerledning, der er<br />
godkendt til udendørs brug. Brug af forlængerledning til udendørs brug nedsætter<br />
risikoen for elektrisk stød.<br />
3) Personlig sikkerhed<br />
a) Det er vigtigt at være opmærksom, se, hvad man laver, og bruge maskinen<br />
fornuftigt. Man bør ikke bruge maskinen, hvis man er træt, har nydt alkohol eller<br />
er påvirket af medicin eller euforiserende stoffer. Få sekunders uopmærksomhed ved<br />
brug af maskinen kan føre til alvorlige personskader.<br />
b) Brug beskyttelsesudstyr og hav altid beskyttelsesbriller på. Brug af sikkerhedsudstyr<br />
som f.eks. støvmaske, skridsikkert fodtøj, beskyttelseshjelm eller høreværn afhængig af<br />
maskintype og anvendelse nedsætter risikoen for personskader.<br />
c) Undgå utilsigtet igangsætning. Kontrollér altid, at afbryderen står på OFF, før<br />
stikket sættes i. Undgå at bære maskinen med fingeren på afbryderen og sørg for, at<br />
maskinen ikke er tændt, når den sluttes til nettet, da dette øger risikoen for personskader.<br />
d) Fjern indstillingsværktøj eller skruenøgle, inden maskinen tændes. Hvis et stykke<br />
værktøj eller en nøgle sidder i en roterende maskindel, er der risiko for personskader.<br />
e) Overvurder ikke dig selv. Sørg for at stå sikkert, mens der arbejdes, og kom ikke<br />
ud af balance. Det er derved nemmere at kontrollere maskinen, hvis der skulle opstå<br />
uventede situationer.<br />
DANSK<br />
65
f) Brug egnet arbejdstøj. Undgå løse beklædningsgenstande eller smykker. Hold hår,<br />
tøj og handsker væk fra dele, der bevæger sig. Dele, der er i bevægelse, kan gribe fat i<br />
løstsiddende tøj, smykker eller langt hår.<br />
g) Hvis støvudsugnings- og opsamlingsudstyr kan monteres, er det vigtigt, at dette<br />
tilsluttes og benyttes korrekt. Brug af dette udstyr nedsætter risikoen for personskader<br />
som følge af støv.<br />
4) Omhyggelig omgang med og brug af el-værktøj<br />
a) Undgå overbelastning af maskinen. Brug altid en maskine, der er beregnet til det<br />
stykke arbejde, der skal udføres. Med den rigtige maskine arbejder man bedst og mest<br />
sikkert inden for det angivne effektområde.<br />
b) Brug ikke en maskine, hvis afbryder er defekt. En maskine, der ikke kan startes og<br />
stoppes, er farlig og skal repareres.<br />
c) Træk stikket ud af stikkontakten, inden maskinen indstilles, der skiftes<br />
tilbehørsdele, eller maskinen lægges fra. Disse sikkerhedsforanstaltninger forhindrer<br />
utilsigtet start af maskinen.<br />
d) Opbevar ubenyttet el-værktøj uden for børns rækkevidde. Lad aldrig personer, der<br />
ikke er fortrolige med maskinen eller ikke har gennemlæst disse instrukser,<br />
benytte maskinen. El-værktøj er farligt, hvis det benyttes af ukyndige personer.<br />
e) Maskinen bør vedligeholdes omhyggeligt. Kontroller, om bevægelige dele<br />
fungerer korrekt og ikke sidder fast, og om delene er brækket eller beskadiget,<br />
således at maskinens funktion påvirkes. Få beskadigede dele repareret, inden<br />
maskinen tages i brug. Mange uheld skyldes dårligt vedligeholdte maskiner.<br />
f) Sørg for, at skæreværktøjer er skarpe og rene. Omhyggeligt vedligeholdte<br />
skæreværktøjer med skarpe skærekanter sætter sig ikke så hurtigt fast og er nemmere at<br />
føre.<br />
g) Brug el-værktøj, tilbehør, indsatsværktøj osv. iht. disse instrukser, og sådan som<br />
det kræves for denne specielle værktøjstype. Tag hensyn til arbejdsforholdene og<br />
det arbejde, der skal udføres. I tilfælde af anvendelse af værktøjet til formål, som ligger<br />
uden for det fastsatte anvendelsesområde, kan der opstå farlige situationer.<br />
5) Service<br />
a) Sørg for, at maskinen kun repareres af kvalificerede fagfolk, og at der kun<br />
benyttes originale reservedele. Dermed sikres størst mulig maskinsikkerhed.<br />
66<br />
DANSK
2. Tekniske data<br />
Svejseområde : Ø 40-160mm<br />
Trykområde : Ø 40-110 mm til SDR 7,25<br />
125-140 mm til SDR 11<br />
160 mm til SDR 13,6<br />
Maks. slaglængde : 130 mm<br />
Fræseranlæg<br />
Elektrisk tilslutning : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Tomgangshastighed : 520U/min<br />
Varmespejl<br />
Elektrisk tilslutning : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Temperaturstyring : elektrisk styret<br />
Indstillingsområde 0-280°C<br />
Varmespejl diameter : 200 mm<br />
Vægt<br />
Komplet maskine : 57,4kg<br />
Maskine med underramme<br />
uden reduktionssæt : 45,7kg<br />
Dimensioner<br />
Maskine svunget ind : 715X430X735mm<br />
svunget ud (arbejdsposition) : 715X430X735mm<br />
3. Apparatets funktion<br />
3.1 Beskrivelse af apparatet<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> er en kompakt, let transportabel stuksvejsemaskine med<br />
varmespejl. Med maskinen kan der fremstilles sikre svejsesamlinger på PE-, PVDF- og PP-rør med<br />
en udvendig diameter fra 40 til 160 mm i forbindelse med husinstallationer, kaminrenoveringer<br />
og tagafvandingssystemer. Alle gængse formstykker kan bearbejdes.<br />
Maskinen består hovedsageligt af:<br />
Monoblock-maskinfundament med fast og bevægeligt bord, elektrisk fræseanordning,<br />
elektronisk regulerbart varmespejl, beskyttelsesskjold til varmespejl, basisspændebakkesæt Ø<br />
160 mm, rørunderlag, arbejds- og transportramme, reduktionssæt.<br />
Som tilbehør til den yderste opspændingsposition fås et basisspændebakkesæt (art.nr.: 5.4082),<br />
der er specielt beregnet til svejsning af trykrør.<br />
Svejsemaskinen må kun betjenes af autoriseret og tilstrækkeligt kvalificeret personale<br />
iht. DVS 2212 del 1.<br />
Maskinen må kun anvendes af uddannet og autoriseret brugere!<br />
DANSK<br />
67
3.2 Betjeningsvejledning<br />
3.2.1 Idriftsættelse<br />
Du bedes læse denne betjeningsvejledningen omhyggeligt igennem før<br />
stuksvejsemaskinen sættes i drift!<br />
• Stil maskinen på et jævnt og fast underlag.<br />
• Træk låsestifterne i højre og venstre side indad, sving maskinen op, og lad stifterne gå i hak<br />
i de øverste huller (ikke på Basic-version).<br />
OBS:<br />
Kontroller, om begge stifter sidder rigtigt i hullerne på rammen.<br />
• Sæt håndhjulet på akslen på maskinens forside, fastgør det med en gevindtap, og løsn<br />
låsearmen til fastlåsning af akslen.<br />
• Træk fræserlåsen fremad, og sving fræseanordningen bagud.<br />
• Sving varmeskjoldet ud, og sving varmespejlet bagud.<br />
• Tilslut stikket som anført på typeskiltet. Slå hovedafbryderen på siden af termostaten til<br />
(kontakten lyser grønt). Indstil en eventuelt ønsket temperatur (Se Termostat).<br />
Varmespejlets opvarmning ses af den røde kontrollampe på termostaten. Displayets<br />
melding angiver som regel temperaturens faktiske værdi. Iht. DVS er varmespejlet klar til<br />
brug 10 minutter efter at det har nået den foreskrevne værdi.<br />
Temperaturen skal kontrolleres med jævne mellemrum med en temperaturmåler.<br />
Fare for forbrændinger! Varmespejlet kan opnå en temperatur på ca. 280° C og skal<br />
umiddelbart efter brug svinges tilbage i det dertil beregnede beskyttelsesskjold.<br />
Termostat:<br />
Svejsemaskinen er udstyret med en digital termostat af typen 400. Desuden er fræserens og<br />
varmespejlets spændingsforsyning etableret med en central strømledning.<br />
Den digitale termostat er indstillet og konfigureret på fabrikken. For at indstille temperaturen<br />
skal der kun trykkes på F tasten indtil meldingen „_SP“ ses. Nu kan den foreskrevne<br />
temperatur ændres fra 0-280°C med piltasterne.<br />
Trykkes der ikke på andre taster, viser displayet igen den faktiske temperatur, termostaten<br />
indstiller automatisk til den valgte temperatur. Når den faktiske temperatur er lavere end den<br />
ønskede temperatur blinker den røde pil (low). Er den faktiske temperatur højere, blinker den<br />
røde pil (high). Svarer den indstillede foreskrevne værdi til den faktiske værdi, lyser den grønne<br />
bjælke. Svarer til målte overfladetemperatur på varmespejlet ikke til den viste faktiske værdi,<br />
kan der indtastes en ”offset”. Tryk på F tasten, indtil „InP“ ses på displayet (ca.7sek); slip<br />
F tasten. Tryk derefter flere gange på F tasten, indtil „oFS“ ses. Tilpas denne værdi. For<br />
at afslutte ændringen holdes F tasten trykket inde, indtil den faktiske værdi igen ses.<br />
NB! Alle andre parametre bør ikke ændres.<br />
68<br />
DANSK
Fabriksindstilling:<br />
Menü „CFG“<br />
Menü „InP“<br />
Menü „Out“<br />
Menü „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Bemærk:<br />
Med autotuningsfunktionen kan oplysningerne under CFG afvige en smule. Skulle<br />
der opstå større svingninger, så kan autotuningsfunktionen også tilsluttes ved et<br />
koldt varmespejl (i menuen CFG indstilles punktet „S.tu“ til 2; nulstillingen sker<br />
automatisk)<br />
3.2.2 Klargøring til svejsning<br />
• Træk håndtaget på basisspændelementerne opad, og bring det i bagerste position.<br />
• Hvis der skal svejses rør, som er mindre end den maksimale diameter 160 mm, skal der<br />
monteres reduktionssæt med passende diameter i basisspændebakkerne og gaffelindsatse i<br />
holdegaflerne, som fastgøres med fingerskruerne.<br />
• Læg de plastrør eller formstykker, der skal svejses, i fastspændingsanordningerne. Placer<br />
holdegaflerne under rør- eller formstykket, løsn i den forbindelse sekskantskruen med en<br />
gaffelnøgle 17 mm, og forskyd og drej holdegaflerne om nødvendigt.<br />
OBS:<br />
Ved lige svejsning af rør skal holdegaflerne justeres sådan, at den forreste flade forløber<br />
parallelt med midten af noten i bordene.<br />
Luk de øverste spændebakker, sving vingegrebet ind, juster rør eller formstykke, og<br />
fastspænd med håndtaget. Indstil eventuelt den nødvendige spændkraft med stilleskruen.<br />
• Kontroller, om emnerne sidder ordentlig fast i opspændingsværktøjet ved at køre dem<br />
sammen. Det skal ligeledes kontrolleres, om varmespejlet har nået sin driftstemperatur.<br />
Opvarmningen er afsluttet, når den røde kontrollampe på termostaten blinker, eller den<br />
foreskrevne værdi vises.<br />
Bemærk!<br />
For at sikre en jævn varmefordeling over hele varmefladen er det nødvendigt at vente ca.<br />
10 minutter (iht. DVS), efter at lampen er begyndt at blinke.<br />
• Sving den elektriske fræseanordning ind mellem de rørstykker, der skal svejses sammen, og<br />
tænd for den ved at trykke på kontakten i håndtaget. Kør emnefladerne forsigtigt ind mod<br />
skæreskivernes roterende knive ved hjælp af håndhjulet. Rør og formstykker kan<br />
bearbejdes ensidigt, hvis anslaget til ensidig fræsning på fræserens underside drejes i den<br />
retning, der ikke skal bearbejdes.<br />
DANSK<br />
69
3.2.3 Svejsning<br />
Fare for kvæstelser! Hold hænderne væk fra de roterende knive, når<br />
fræseanordningen er tilsluttet. Tænd kun for fræseren, når den er svunget ind<br />
(arbejdsposition), og sving den derefter tilbage igen. Sikkerhedsafbryderens funktion<br />
skal altid være sikret for at undgå utilsigtet opstart uden for arbejdspositionen.<br />
• Når endefladerne er planfræset, hvilket kan ses på en jævn og kontinuerlig spån, køres<br />
rørenderne langsomt fra hinanden igen. Løsn fræseanordningen ved at trække ringen<br />
fremad, og sving fræseanordningen ud.<br />
• Kør emnerne sammen, og kontroller, om svejsefladerne er plane. Er det ikke tilfældet, skal<br />
fræsningen gentages.<br />
Den aksiale forskydning mellem emnerne må (iht. DVS) ikke være større end 10% af<br />
vægtykkelsen og spalten mellem de plane flader ikke større end 0,5 mm. Er det ikke<br />
tilfældet, skal emnerne justeres ved hjælp af spændeskruer og holdegaffelunderlag og<br />
fræsningen gentages.<br />
Obs:<br />
De fræsede overflader, der er klargjort til svejsning, må ikke berøres med hænderne og skal<br />
være fri for enhver form for urenheder.<br />
• Sving varmespejlet ind mellem de to emner.<br />
Risiko for klemninger! Hold afstand til maskinen, når opspændingsværktøjerne og<br />
rørene køres sammen.<br />
• Kør rørenderne sammen, og opbyg og hold den nødvendige udligningskraft ved at<br />
fastspænde låsearmen på håndhjulets aksel.<br />
Så snart den nødvendige vulstbredde er nået jævnt hele vejen rundt om rørenderne, løsnes<br />
låsearmen, kraften reduceres til den respektive opvarmningskraft (nær 0), og låsearmen<br />
fastspændes igen. Emnefladerne skal ligge jævnt op ad varmepladen.<br />
• Efter udløb af opvarmningstiden løsnes låsearmen, emnerne køres fra hinanden,<br />
varmespejlet svinges ud, og emnerne køres sammen igen. Forøg kraften så lineært som<br />
muligt til den respektive sammenføjningskraft, og fastspænd låsearmen.<br />
Sammenføjningskraften skal holdes inden for en tolerance på +/- 6,66% (PE) under hele<br />
afkølingstiden (se specielle parametre for de anvendte materialer).<br />
• Efter udløb af afkølingstiden løsnes låsearmen, og fjederen over håndhjulet aflastes.<br />
Spænd de sammensvejsede rørstykker ned, og tag dem ud. Alle parametre findes i<br />
svejsetabellerne<br />
3.2.4 Standsning<br />
• Sluk for maskinen med vippekontakten på siden af termostaten.<br />
• Træk basismaskinens stik ud af stikkontakten.<br />
• Sving fræseren og varmespejlet ind i mellemrummet mellem basisspændebakkerne, sving<br />
varmeskjoldet hen over varmepladen, og sving venstre basisspændebakke ind.<br />
70<br />
DANSK
• Rul strømkablet sammen.<br />
Obs:<br />
Hvis strømkablet rulles om beskyttelsesskjoldet, skal varmepladen være afkølet.<br />
• Træk i låsetapperne i højre og venstre side under maskinen, sving maskinen ned i<br />
underrammen, og lad stifterne gå i hak i de nederste huller.<br />
3.3 Generelle krav<br />
Da vejrlig og ydre omgivelser påvirker svejsningen meget, skal bestemmelserne i DVS –<br />
direktiverne 2207 del 1, 11 og 15 ubetinget overholdes. Uden for Tyskland gælder nationale<br />
bestemmelser.<br />
(Svejsningen skal overvåges konstant og omhyggeligt! )<br />
3.4 Vigtige henvisninger vedrørende svejseparametrene<br />
Alle nødvendige svejseparametre såsom temperatur, tryk og tid ses af DVS - direktiverne 2207<br />
del 1, 11 og 15. Uden for Tyskland gælder nationale bestemmelser. I særlige tilfælde skal<br />
rørleverandørens materialespecifikke bearbejdningsparametre bestilles.<br />
De svejseparametre, der er tilføjet i svejsetabellerne, er vejledende værdier, og firmaet<br />
ROTHENBERGER påtager sig ingen garanti herfor!<br />
Reference: Deutscher Verlag für Schweißtechnik DVS - Verlag GmbH. ,<br />
Postfach 10 19 56, Aachener Str. 172, 40223 Düsseldorf 1, Tyskland<br />
Tlf. : 0049 - (0) 211 15 10 56, Fax : 0049 - (0) 211 157 59 - 50<br />
4. Pleje og vedligeholdelse<br />
For at sikre at maskinen fungerer korrekt, skal følgende punkter overholdes:<br />
• Styrestængerne skal være fri for urenheder. Er overfladen beskadiget, skal styrestængerne<br />
udskiftes.<br />
• Fræseanordningens og varmespejlets elmotorer må kun anvendes med den spænding, der<br />
er angivet på typeskiltet.<br />
• For at opnå de bedste svejseresultater, skal varmespejlet holdes rent. Når overfladen er<br />
beskadiget, skal varmespejlet enten overtrækkes igen eller udskiftes. Materialerester på<br />
varmedelen forringer non-stick egenskaberne og skal fjernes med en fnugfri klud og<br />
alkohol.<br />
• Fræseanordningen er udstyret med to dobbeltsidigt slebne knive. Når skæreeffekten<br />
reduceres, skal knivene vendes eller udskiftes med nye<br />
Vær især opmærksom på at rør- og emnefladerne, især endefladerne, der skal bearbejdes,<br />
er rene, da knivenes levetid i modsat fald reduceres.<br />
Det anbefales at få reparationer udført på et serviceværksted eller hos fabrikanten.<br />
DANSK<br />
71
4.1 Maskine- og værktøjspleje<br />
(Overhold vedligeholdelsesforskrifterne under pkt. 4!)<br />
Skarpe og rene værktøjer giver bedre resultater og arbejder sikrere.<br />
Stumpe, brudte eller mistede dele skal udskiftes med det samme. Kontroller om tilbehøret<br />
sidder fast på maskinen.<br />
Anvend kun originale reservedele under vedligeholdelsen. Reparationer må kun udføres af<br />
fagligt kvalificeret personale.<br />
Når maskinen ikke anvendes, skal maskinen tages fra strømmen, før pleje- og<br />
vedligeholdelsesarbejder samt før tilbehørsdele udskiftes.<br />
Før maskinen igen tilsluttes til strømmen, skal det sikres, at maskinen og værktøjet er slået fra.<br />
Anvendes der forlængerledninger skal det kontrolleres om disse fungerer korrekt og sikkert.<br />
Der må kun anvendes kabler, der er godkendt til udendørs brug.<br />
Der må ikke anvendes værktøj og maskiner, hvis kabinettet og håndgreb, der er ødelagte eller<br />
bøjede, især hvis de er af plastik.<br />
Snavs og fugt i ridser leder elektriske strøm. Dette kan medføre stød, hvis der opstår<br />
isoleringsskader på værktøjet eller i maskinen.<br />
Bemærk:<br />
Der henvises desuden til de gældende forskrifter til forebyggelse af ulykker<br />
5. Tilbehør<br />
Egnet tilbehør og en bestillingsformular findes fra sida 100.<br />
6. Bortskaffelse<br />
Dele af apparatet kan genbruges. Aflever affaldet i godkendte og certificerede<br />
genbrugsdepoter. Kontakt din lokale affaldsmyndighed vedrørende affald, der ikke kan<br />
genanvendes (f.eks. elektrisk affald).<br />
72<br />
DANSK
Spis treści<br />
Strona<br />
1. Wskazówki dotyczące bezpieczeństwa 74<br />
1.1 Zastosowanie zgodne z przeznaczeniem 74<br />
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń 74<br />
2. Dane techniczne 76<br />
3. Funkcjonowanie urządzenia 76<br />
3.1 Opis urządzenia 76<br />
3.2 Instrukcja obsługi 77<br />
3.2.1 Rozruch 77<br />
3.2.2 Przygotowania do przeprowadzenia zgrzewania 78<br />
3.2.3 Proces zgrzewania 79<br />
3.2.4 Wyłączenie maszyny 79<br />
3.3 Ogólne wymagania 80<br />
3.4 Ważne wskazówki dotyczące parametrów zgrzewania 80<br />
4. Utrzymywanie w dobrym stanie i konserwacja 80<br />
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie 81<br />
5. Osprzęt 81<br />
6. Utylizacja 81<br />
POLSKI<br />
73
1. Wskazówki dotyczące bezpieczeństwa<br />
1.1 Zastosowanie zgodne z przeznaczeniem<br />
Urządzenia ROWELD P 160 A-4 <strong>SANILINE</strong> przeznaczone są do wykonywania połączeń<br />
zgrzewanych rur oraz kształtek z PE i PVDF i PP, o średnicy zewnętrznej od 40 do 160mm.<br />
1.2 Wskazówki dotyczące bezpieczeństwa ludzi i urządzeń<br />
UWAGA! Naleźy przeczytać wszystkie przepisy. Błędy w przestrzeganiu następujących przepisów<br />
mogą spowodować poraźenie prądem, poźar i/lub cięźkie obraźenia ciała. Uźyte w dalszej<br />
części pojęcie „elektronarzędzie“ odnosi się do elektronarzędzi napędzanych prądem (z kablem<br />
zasilającym) i do elektronarzędzi napędzanych akumulatorami (bez kabla zasilającego).<br />
NALEŻY DOBRZE PRZECHOWYWAĆ TE PRZEPISY.<br />
1) Miejsce pracy<br />
a) Miejsce pracy naleźy utrzymywać w czystości i dobrze oświetlone. Nieporządek i nie<br />
oświetlone zakresy pracy mogą doprowadzić do wypadków.<br />
b) Nie naleźy pracować tym narzędziem w otoczeniu zagroźonym wybuchem, w<br />
którym znajdują się np. łatwopalne ciecze, gazy lub pyły. Elektronarzędzia wywołują<br />
iskry, które mogą podpalić ten pył lub pary.<br />
c) Elektronarzędzie trzymać podczas pracy z daleka od dzieci i innych osób. Przy<br />
odwróceniu uwagi moźna stracić kontrolę nad narzędziem.<br />
2) Bezpieczeñstwo elektryczne<br />
a) Wtyczka urządzenia musi pasować do gniazda. Nie wolno zmieniać wtyczki w<br />
jakikolwiek sposób. Nie naleźy uźywać wtyczek adapterowych razem z uziemnionymi<br />
narzędziami. Niezmienione wtyczki i pasujące gniazda zmniejszają ryzyko poraźenia<br />
prądem.<br />
b) Naleźy unikać kontaktu z uziemnionymi powierzchniami jak rury, grzejniki, piece i<br />
lodówki. Istnieje zwiększone ryzyko poraźenia prądem, gdy Pañstwa ciało jest uziemnione.<br />
c) Urządzenie naleźy trzymać zabezpieczone przed deszczem i wilgocią. Wniknięcie<br />
wody do elektronarzędzia podwyźsza ryzyko poraźenia prądem.<br />
d) Nigdy nie naleźy uźywać kabla do innych czynności. Nigdy nie uźywać kabla do<br />
noszenia urządzenia za kabel, zawieszenia lub do wyciągania wtyczki z gniazda. Kabel<br />
naleźy trzymać z daleka od wysokich temperatur, oleju, ostrych krawędzi lub ruchomych<br />
części urządzenia. Uszkodzone lub poplątane kable zwiększają ryzyko poraźenia prądem.<br />
e) W przypadku, źe elektronarzędziem pracuje się na świeźym powietrzu naleźy<br />
uźywać kabla przedłuźającego, który dopuszczony jest do uźywania na zewnątrz.<br />
Uźycie dopuszczonego do uźywania na zewnątrz kabla przedłuźającego zmniejsza ryzyko<br />
poraźenia prądem.<br />
3) Bezpieczeñstwo osób<br />
a) Naleźy być uwaźnym, zwaźać na to co się robi i pracę elektronarzędziem<br />
rozpoczynać z rozsądkiem. Nie naleźy uźywać urządzenia gdy jest się zmęczonym lub pod<br />
wpływem narkotyków, alkoholu lub lekarstw. Moment nieuwagi przy uźyciu urządzenia<br />
moźe doprowadzić do powaźnych uraźeñ ciała.<br />
b) Naleźy nosić osobiste wyposaźenie ochronne i zawsze okulary ochronne. Noszenie<br />
osobistego wyposaźenia ochronnego jak maska przeciwpyłowa, nie ślizgające się buty<br />
robocze, hełm ochronny lub ochrona słuchu, w zaleźności od rodzaju i uźycia<br />
elektronarzędzia zmniejsza ryzyko obraźeñ ciała.<br />
c) Naleźy unikać niezamierzonego uruchomienia narzędzia. Naleźy upewnić się, źe<br />
włącznik/wyłącznik znajduje się w pozycji „AUS“ zanim włoźona zostanie<br />
wtyczka do gniazda. W przypadku, źe przy noszeniu urządzenia trzyma się palec na<br />
włączniku/wyłączniku lub włączone urządzenie podłączone zostanie do prądu, to moźe to<br />
doprowadzić do wypadków.<br />
74<br />
POLSKI
d) Zanim urządzenie zostanie włączone naleźy usunąć narzędzia nastawcze lub klucze.<br />
Narzędzie lub klucz, które znajdują się w ruchomych częściach urządzenia mogą<br />
doprowadzić do obraźeñ ciała.<br />
e) Nie naleźy przeceniać swoich moźliwości. Naleźy dbać o bezpieczną pozycję pracy i<br />
zawsze utrzymywać równowagę. Przez to moźliwa jest lepsza kontrola urządzenia w<br />
nieprzewidzianych sytuacjach.<br />
f) Naleźy nosić odpowiednie ubranie. Nie naleźy nosić luŸnego ubrania lub biźuterii.<br />
Włosy, ubranie i rękawice naleźy trzymać z daleka od ruchomych części. LuŸne<br />
ubranie, biźuteria lub długie włosy mogą zostać ujęte przez poruszające się części.<br />
g) W przypadku, źe moźliwe jest zamontowanie urządzeñ odsysających lub<br />
podchwytujących naleźy upewnić się, czy są one właściwie podłączone i<br />
prawidłowo uźyte. Uźycie tych urządzeñ zmniejsza zagroźenie spowodowane pyłami.<br />
4) Staranne obcowanie oraz uźycie elektronarzędzi<br />
a) Nie naleźy przeciąźać urządzenia. Do pracy uźywać naleźy elektronarzędzia, które jest do<br />
tego przewidziane. Odpowiednim narzędziem pracuje się lepiej i bezpieczniej w podanym<br />
zakresie sprawności.<br />
b) Nie naleźy uźywać elektronarzędzia, którego włącznik/wyłącznik jest uszkodzony.<br />
Elektronarzędzie, którego nie moźna włączyć lub wyłączyć jest niebezpieczne i musi zostać<br />
naprawione.<br />
c) Przed podjęciem nastawienia urządzenia, wymiany narzędzi lub odłoźeniem<br />
narzędzia naleźy wyciągnąć wtyczkę z gniazda. Ten środek ostroźności zapobiega<br />
niezamierzonemu włączeniu się urządzenia.<br />
d) Nie uźywane elektronarzędzia naleźy przechowywać poza dosięgiem dzieci. Nie<br />
naleźy dać narzędzia do uźytku osobom, które jego nie znają lub nie przeczytały tych<br />
przepisów. Uźywane przez niedoświadczone osoby elektronarzędzia są niebezpieczne.<br />
e) Urządzenie naleźy pieczołowicie pielęgnować. Naleźy kontrolować, czy ruchome<br />
części urządzenia funkcjonują bez zarzutu i nie są zablokowane, czy części nie są<br />
pęknięte lub uszkodzone, co mogłoby mieć wpływ na prawidłowe funkcjonowanie<br />
urządzenia. Uszkodzone części naleźy przed uźyciem urządzenia oddać do naprawy. Wiele<br />
wypadków spowodowanych jest przez niewłaściwą konserwację elektronarzędzi.<br />
f) Narzędzia tnące naleźy utrzymywać ostre i czyste. Starannie pielęgnowane narzędzia<br />
tnące z ostrymi krawędziami tnącymi zablokowują się rzadziej i łatwiej się je prowadzi.<br />
g) Elektronarzędzia, osprzęt, narzędzia itd. naleźy uźywać odpowiednio do tych<br />
przepisów i tak, jak jest to przewidziane dla tego specjalnego typu urządzenia.<br />
Uwzględnić naleźy przy tym warunki pracy i czynność do wykonania. Uźycie<br />
elektronarzędzi do innych niź przewidziane prace moźe doprowadzić do niebezpiecznych<br />
sytuacji.<br />
5) Serwis<br />
a) Naprawę urządzenia naleźy zlecić jedynie kwalifikowanemu fachowcowi i przy<br />
uźyciu orginalnych części zamiennych. To gwarantuje, źe bezpieczeñstwo urządzenia<br />
zostanie zachowane.<br />
POLSKI<br />
75
2. Dane techniczne<br />
Zakres zgrzewania : Ø 40-160mm<br />
Zakres docisku : Ø 40-110mm do SDR 7,25<br />
Ø 125-140mm do SDR 11<br />
Ø 160mm do SDR 13,6<br />
Maksymalna droga przesuwu : 130mm<br />
Urządzenie frezująca<br />
Podłączenie elektryczne : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Prędkość obrotowa biegu jałowego : 520 min-1<br />
Element grzewczy<br />
Podłączenie elektryczne : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Regulacja temperatury : elektroniczna<br />
Zakres regulacji 0-280°C<br />
Średnica plyty grzewczej : 200mm<br />
Masy<br />
Kompletna maszyna : 57,4kg<br />
Maszyna z wózkiem bez wkładów<br />
redukcyjnych i mocujących : 45,7kg<br />
Wymiary<br />
Maszyna złozona w pozycji transportowej : 715X430X735mm<br />
Maszyna gotowa do pracy (pozycja robocza) : 715X680X1180mm<br />
3. Funkcjonowanie urządzenia<br />
3.1 Opis urządzenia<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> jest kompaktową, lekką, nadającą się do transportu zgrzewarką<br />
doczołową z elementem grzejnym. Przy pomocy tej maszyny mogą być wykonywane połączenia<br />
zgrzewane instalacji gospodarstw domowych, renowacje kominów i systemów odwadniających<br />
dachy z rur PE, PVDF i PP o średnicy zewnętrznej od 40 do 160 mm. Można stosować wszystkie<br />
dostępne w sprzedaży kształtki.<br />
Maszyna składa się z:<br />
Monoblokowego łoza ze stolikiem stałym i ruchomym, elektrycznego urządzenia frezującego,<br />
elektronicznie regulowanego elementu grzejnego, zabezpieczenia przed dotknięciem elementu<br />
grzejnego, zestawu podstawowych szczęk mocujących o średnicy 160 mm, nakładek rurowych,<br />
wózka do pracy i transportu, wkładów redukcyjno-mocujących.<br />
.<br />
Jako wyposażenie dodatkowe do zewnętrznej pozycji mocującej, do nabycia jest zestaw<br />
podstawowych szczęk mocujących, specjalnie do rur tłocznych.<br />
Zgrzewarka może być obsługiwana tylko przez upoważniony do tego i dostatecznie<br />
wykwalifikowany fachowy personel zgodnie z przepisami DVS 2212 część 1 (DVS =<br />
Deutscher Verband für Schweißtechnik, niem: Niemiecki związek techniki<br />
spawalniczej).<br />
Maszyna może być używana tylko przez autoryzowany i wykwalifikowany personel<br />
obsługujący!<br />
76<br />
POLSKI
3.2 Instrukcja obsługi<br />
3.2.1 Rozruch<br />
Przed uruchomieniem zgrzewarki doczołowej należy dokładnie przeczytać instrukcję<br />
obsługi!<br />
• Postawić maszynę na płaskim, stałym podłożu.<br />
• Sztyfty zabezpieczające lewe i prawe pociągnąć do zewnętrz, maszynę obrócić ku górze i<br />
włożyć sztyfty w górne otwory (nie w wersji podstawowej).<br />
UWAGA! Należy zwrócić uwagę na to, aby oba sztyfty były prawidłowo osadzone w<br />
otworach na ramie.<br />
• Pokrętło nałożyć na wał na przedniej stronie maszyny, zabezpieczyć wkrętem imbulsowym i<br />
ustalić wał dźwignią zaciskową.<br />
• Pociągnąć do przodu blokadę freza i obrócić urządzenie frezujące do tyłu.<br />
• Odchylić ochronę płyty grzejnej i obrócić do tyłu element grzejny.<br />
• Włączyć wtyczkę do zasilania gniazda zasilania elektrycznego. Główny włącznik bocznie<br />
przełączyć na regulator temperatury (włącznik świeci na zielono). Ewentualnie można<br />
ustawić potrzebną temperaturę(patrz. Regulacja temperatury).<br />
Nagrzewanie się elementu grzewczego wskazane zostanie przez czerwoną lampkę kontrolną<br />
umieszczoną w regulatorze temperatury. Wskazanie na wyświetlaczu pokazuje z reguły<br />
rzeczywistą wartość temperatury. Według DVS element grzewczy jest gotowy do podjęcia<br />
pracy dopiero po 10 minutach po pierwszym osiągnięciu zadanej temperatury. Temperaturę<br />
należy kontrolować od czasu do czasu przyrządem do pomiaru temperatury.<br />
Niebezpieczeństwo zapalenia!! Element grzewczy może osiągnąć temperaturę ok. 280<br />
st.C i dlatego należy go umieścić, jeżeli nie jest uzywany, w specjalnie w tym celu<br />
przewidzianej ochronie przed dotknięciem.<br />
Regulator temperatury:<br />
Zgrzewarka wyposażona jest w cyfrowy regulator temperatury Typ 400. W dalszym ciągu<br />
zaopatrzenie frezarki i elementu grzewczego w napięcie, odbywa się poprzez zasilanie<br />
centralne.<br />
Cyfrowy regulator temperatury jest fabrycznie optymalnie skonfigurowany i nastawiony. W celu<br />
nastawienia temperatury należy tylko nadusić przycisk F aż do momentu, gdy ukaże się<br />
wskazanie „_SP“. Teraz można przy pomocy przycisków ze strzałkami zmienić temperaturę<br />
zadaną w zakresie od 0 do 280°C. Jeżeli żaden inny przycisk nie zostanie naciśnięty, to wskaźnik<br />
pokaże ponownie temperaturę rzeczywistą, a regulator nastawi automatycznie nowo wybraną<br />
temperaturę. Czerwona strzałka (low) będzie migotała tak długo, jak długo temperatura<br />
rzeczywista będzie niższa od nastawionej temperatury zadanej. Natomiast, gdy temperatura<br />
rzeczywista będzie wyższa to migotać będzie czerwona strzałka (high). Jeżeli temperatura<br />
rzeczywista odpowiada temperaturze zadanej świeci się zielona belka. W przypadku, gdy<br />
rzeczywista temperatura powierzchni elementu grzewczego nie odpowiada wskazanej wartości<br />
rzeczywistej, możliwe jest wprowadzenie stałej temperatury korygującej („Offset“). W tym celu<br />
należy trzymać przyciśnięty przycisk F tak długo, aż na wyświetlaczu pokaże się „oFS“. Teraz<br />
należy dopasować odpowiednio tę wartość. Dla potwierdzenia zmiany i zakończenia korektury<br />
należy przyciskać przycisk F tak długo, aż wyświetlona zostanie ponownie wartość<br />
rzeczywista.<br />
Uwaga! Nie należy zmieniać żadnych innych parametrów.<br />
POLSKI<br />
77
Nastawienia robocze:<br />
Wykaz funkcji „CFG“<br />
Wykaz funkcji „InP“<br />
Wykaz funkcji „Out“<br />
Wykaz funkcji „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Uwaga: Funkcją automatycznego dostrajania (Autotuning) przyczynić się może do tego, że dane w CFG<br />
mogą się w niewielkim stopniu różnić. Gdyby wystąpiły wibracje regulatora, to można uaktywnić<br />
funkcję Autotuning na zimnym elemencie grzewczym (nastawić punkt „S.tu“ na 2 w wykazie funkcji<br />
CFG; nastawienie pierwotne na 0 nastąpi automatycznie).<br />
3.2.2 Przygotowania do przeprowadzenia zgrzewania<br />
• Rękojeść na elementach podstawowych skierować w górę, obrócić na pozycję tylną.<br />
• Przy rurach mniejszych niż maxymalnie dająca się zgrzewać średnica 160 mm, należy użyć<br />
wkładki mocująco redukcyjne odpowiedniej średnicy w podstawowe szczęki mocujące,<br />
wkładki widełek podporowych w widełki podporowe i umocować je ze pomocą śrub<br />
radełkowanych.<br />
• Przeznaczone do zgrzewania rury z tworzywa sztucznego albo kształtki włożyć do<br />
urządzenia mocującego. Widełki oporowe wstawić pod rurę lub kształtkę, w tym celu należy<br />
zluzować śrubę sześciokątna za pomocą klucza szczękowego SW 17, a następnie przesunąć<br />
widełki oporowe i w razie potrzeby obrócić.].<br />
UWAGA:<br />
Przy przeznaczonych właśnie do zgrzewania rurach należy wyrównać widełki oporowe z<br />
przednią powierzchnią równolegle do środka rowka w stole.<br />
Zamknąć górne szczęki mocujące, dokręcić uchwyt skrzydełkowy, rurę lub kształtkę nastawić i<br />
pośrodku dźwigni ręcznej mocno ścisnąć. Ewentualnie umieścić śrubę ustawczą z potrzebną<br />
siłą mocującą.<br />
• Poprzez zderzenie obrabianych kawałków sprawdzić, czy tkwią pewnie w urządzeniu<br />
mocującym. Należy również sprawdzić, czy element grzewczy osiągnął temperaturę roboczą.<br />
Nagrzewanie jest zakończone, kiedy czerwona lampka kontrolna na regulatorze<br />
temperatury miga, względnie czy pokazana jest odpowiednia wartość chwilowa.<br />
Należy zwrócić uwagę!<br />
Aby zagwarantować równomierny rozkład ciepła na całej powierzchni grzewczej, konieczne<br />
jest, po miganiu lampki, zachowanie czasu oczekiwania ok. 10 min. (DVS).<br />
• Włożyć elektryczne urządzenie frezujące między przeznaczone do zgrzewania kawałki rur i<br />
włączyć poprzez naciśnięcie włącznika na rękojeści. Przy pomocy pokrętła z wyczuciem zbliżać<br />
końce obrabianych elementów w kierunku obracających się noży urządzenia frezującego.<br />
Rury i kształtki niedające się jednostronnie obrabiać, jeśli ogranicznik ruchu dla<br />
jednostronnego frezowania na dolnej stronie frezarki znajduje się po stronie, która nie<br />
powinna być obrabiana, powinny być obrócone.<br />
78<br />
POLSKI
Niebezpieczeństwo uszkodzenia!! Podczas uruchamiania urządzenia frezującego nie<br />
sięgać do pracujących noży. Frez uruchamiać tylko w pozycji roboczej, a następnie<br />
obrócić spowrotem. Funkcjonalność włącznika bezpieczeństwa w urządzeniu frezującym<br />
musi być każdorazowo zapewniona, w celu uniknięcia niezamierzonego rozruszania się<br />
w pozycji roboczej.<br />
• Po wyfrezowaniu na płasko stron czołowych, co można rozpoznać po równomiernych, nie<br />
przerwanych wiórach, powoli rozsunąć końcówki rur. Odryglować urządzenie frezujące<br />
poprzez wyciągnięcie pierścienia i obrócić.<br />
• Obrabiane kawałki zsunąć razem i sprawdzić, czy powierzchnie zgrzewane są płaskie. Jeśli<br />
nie są, należy powtórzyć proces frezowania.<br />
Przesunięcie osiowe między obrabianymi kawałkami nie powinno być większe niż 10%<br />
grubości ścianki (wg. DVS) a szczelina między powierzchniami płaskimi nie większa niż 0,5<br />
mm. Jeśli nie zostało to osiągnięte, wówczas należy wyjustować przy pomocy śruby<br />
zaciskowej i widełek oporowych i powtórzyć proces frezowania.<br />
Uwaga:<br />
Wyfrezowane i przygotowane do zgrzewania powierzchnie nie mogą być w żaden sposób<br />
zabrudzone i nie wolno ich dotykać rękami.<br />
3.2.3 Proces zgrzewania<br />
• Wsunąć element grzejny między oba zgrzewane elementy.<br />
Niebezpieczeństwo zgniecenia!! Zsunąć końcówki rur, ustawić wymaganą siłę<br />
wyrównawczą i utrzymać ją poprzez mocne zakręcenie dźwigni zaciskowej na wałku<br />
kółka ręcznego.<br />
• W momencie osiągnięcia wymaganejwypływki ( wysokości zgrubienia na całym obszarze obu<br />
końców rur), zwolnić dźwignię zaciskową, zmniejszyć nacisk do odpowiedniej siły<br />
nagrzewania (blisko 0) i znów mocno zakręcić dźwignię zaciskową.<br />
Musi być zapewnione odpowiednie przyleganie obrabianych kawałków do płyty grzejnej.<br />
(grzanie materiału w głąb).<br />
• Po upływie czasu nagrzewania zwolnić dźwignię zaciskową, rozsunąć zgrzewane elementy,<br />
obrócić płytę grzejną i ponownie zsunąć obrabiane kawałki. Przy tym należy zwiększyć nacisk<br />
jak najbardziej płynnie do uzysk odpowiedniej siły nacisku (dane z tabeli zgrzewania) i<br />
mocno zakręcić zacisk. Siła nacisku musi być utrzymywana podczas całego stygnięcia u<br />
granicach +/- 6,66% (PE) (Patrz specjalne parametry używanych materiałów).<br />
• Po upływie czasu stygnięcia, zredukować ciśnienie poprzez odblokowanie zacisku dźwigni<br />
recznej. Zgrzane kawałki rur zwolnić z elementów mocujących i wyjąć. Wszystkie parlamenty<br />
można brać z tabel dotyczących zgrzewania.<br />
3.2.4 Wyłączenie maszyny<br />
• Maszynę wyłączyć przełącznikiem znajdującym się z boku przy regulatorze temperatury.<br />
• Wtyczkę głównego urządzenia wyjąć z gniazda sieciowego.<br />
• Urządzenie frezujące i element grzejny umieścić w przestrzeni między szczękami mocującymi<br />
a element grzejny zabezpieczyć zabezpieczeniem płyty grzejnej i przekręcić na lewo szczęki<br />
mocujące.<br />
POLSKI<br />
79
• Zwinąć kabel sieciowy.<br />
UWAGA:<br />
Jeżeli kabel sieciowy nawija się wokół zabezpieczenia przed dotykiem, należy koniecznie<br />
zwrócić uwagę na to, żeby płyta grzejna była wystudzona.<br />
• Sztyfty ustalające w dolnej części maszyny z lewej i prawej strony wyciągnąć, maszynę<br />
skierować w dół wózka i ponownie włożyć sztyfty w dolne otwory.<br />
3.3 Ogólne wymagania<br />
Ponieważ warunki atmosferyczne i sytuacyjne w znacznym stopniu wpływają na proces<br />
zgrzewania, dlatego też należy koniecznie przestrzegać odpowiednich wiążących zaleceń<br />
znajdujących się w dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec obowiązują<br />
odpowiednie dyrektywy danego państwa.<br />
(Prace zgrzewarskie muszą być zawsze nadzorowane!)<br />
3.4 Ważne wskazówki dotyczące parametrów zgrzewania<br />
Wszystkie niezbędne parametry zgrzewania jak temperatura, ciśnienie i czas znajdują się w<br />
dyrektywach DVS 2207, część 1, 11 i 15. Poza terytorium Niemiec obowiązują odpowiednie<br />
dyrektywy danego państwa. W poszczególnych przypadkach niezbędne jest uzyskanie<br />
parametrów obróbki dotyczących danego materiału od producenta rur!<br />
Parametry zgrzewania podane w załączonych tabelach zgrzewania są tylko wartościami<br />
przybliżonymi, za które firma ROTHENBERGER nie przejmuje żadnej odpowiedzialności!<br />
Możliwość nabycia:<br />
Deutscher Verlag für Schweißtechnik DVS - Verlag GmbH.<br />
Postfach 10 19 56, Aachener Str. 172, 40223 Düsseldorf 1, Niemcy,<br />
Tel. : +49 (211) 15 10 56, Fax : +49 (211) 157 59 - 50<br />
4. Utrzymywanie w dobrym stanie i konserwacja<br />
W celu zagwarantowania prawidłowego funkcjonowania maszyny należy przestrzegać<br />
następujących punktów:<br />
• Prowadnice muszą być wolne od wszelkich zanieczyszczeń. Przy uszkodzeniach powierzchni<br />
zewnętrznych należy wymienić prowadnice.<br />
• Napędy elektryczne urządzenia frezującego i płyty grzejnej mogą pracować tylko pod<br />
napięciem podanym na tabliczkach znamionowych.<br />
• W celu uzyskania bezbłędnych wyników zgrzewania konieczne jest utrzymywanie elementu<br />
grzewczego w czystości. W przypadku uszkodzeń powierzchni element grzewczy otrzymać<br />
musi nową warstwę powlekającą bądź zostać wymieniony. Pozostałości materiałowe na<br />
powierzchni grzejnej redukują właściwości antyadhezyjne i należy je usunąć przy pomocy<br />
papieru niepozostawiającego włókien i spirytusu (element grzewczy musi być zimny).<br />
• Głowica frezująca wyposażone jest w dwa obustronnie wyszlifowane noże. W przypadku<br />
obniżenia się jakości cięcia można noże obrócić bądź wymienić je na nowe<br />
Zawsze należy zwracać uwagę na to, aby końcówki przeznaczonych do obróbki rur bądź<br />
części obrabianych, a w szczególności powierzchnia czołowa, nie były zabrudzone, gdyż<br />
nieprzestrzeganie tego przyczyni się do istotnego obniżenia czasu używania noży.<br />
Zaleca się, żeby wszelkie naprawy były przeprowadzane tylko przez autoryzowane<br />
punkty serwisowe lub producenta.<br />
80<br />
POLSKI
4.1 Utrzymywanie maszyny i narzędzi w dobrym stanie<br />
(Należy przestrzegać przepisów dotyczących konserwacji - punkt 4!)<br />
Ostre i czyste narzędzia pozwalają osiągnąć lepsze wyniki w pracy i są bezpieczniejsze w użyciu.<br />
Tępe, złamane bądź zgubione części należy niezwłocznie wymienić bądź uzupełnić. Należy<br />
sprawdzić, czy osprzęt maszyny jest z nią bezpiecznie połączony.<br />
Podczas prac konserwacyjnych używać tylko oryginalnych części zamiennych. Naprawy może<br />
przeprowadzać tylko fachowo wykwalifikowany personel.<br />
W okresie nieużywania, przed pracami konserwacyjnymi oraz przed wymianą części osprzętu<br />
należy maszynę odłączyć od zasilania prądem.<br />
Przed ponownym podłączeniem do zasilania prądem należy się upewnić, że maszyna i narzędzia<br />
osprzętu są wyłączone.<br />
W przypadku używania kabli przedłużających należy skontrolować, czy funkcjonują one<br />
prawidłowo i bezpiecznie. Stosować wolno tylko kable, które przeznaczone są do użytku na<br />
wolnym powietrzu.<br />
Nie wolno używać narzędzi i maszyn, których obudowa bądź uchwyty są pęknięte lub<br />
zdeformowane. Dotyczy to w szczególności części wykonanych z tworzywa sztucznego.<br />
W takich pęknięciach zabrudzenia i wilgoć mogą przewodzić prąd elektryczny. Może to<br />
doprowadzić do porażenia prądem, jeżeli w narzędziu bądź w maszynie wystąpi uszkodzenie<br />
izolacji.<br />
Uwaga:<br />
odsyłamy również do przepisów dotyczących zapobiegania wypadkom.<br />
5. Osprzęt<br />
Odpowiedni osprzęt i formularz zamówienia znajdziecie począwszy od strony 100.<br />
6. Utylizacja<br />
Części urządzenia są materiałami o wartości utylizacyjnej i można je odprowadzić do<br />
przedsiębiorstw zajmujących się odzyskiem surowców wtórnych i unieszkodliwianiem<br />
pozostałości, posiadających wymaganą koncesję i certyfikaty. O nieszkodzący środowisku sposób<br />
utylizacji części, których nie można odprowadzić do ponownego obiegu (np. odpady<br />
elektroniczne), należy zapytać właściwy urząd zajmujący się sprawami utylizacji<br />
POLSKI<br />
81
Obsah<br />
Strana<br />
1. Pokyny k bezpečnosti 83<br />
1.1 Použití k určenému účelu 83<br />
1.2 Pokyny k bezpečnosti lidí a zařízení 83<br />
2. Technické údaje 85<br />
3. Funkce zařízení 85<br />
3.1 Popis zařízení 85<br />
3.2 Návod k obsluze 86<br />
3.2.1 Uvedení do provozu 86<br />
3.2.2 Opatření pro přípravu svařování 87<br />
3.2.3 Svařovací postup 88<br />
3.2.4 Odstavení z provozu 88<br />
3.3 Všeobecné požadavky 89<br />
3.4 Důležité pokyny k parametrům svařování 89<br />
4. Péče a údržba 89<br />
4.1 Péče o stroj a o nástroje 90<br />
5. Příslušenství 90<br />
6. Likvidace 90<br />
82<br />
ČESKY
1. Pokyny k bezpečnosti<br />
1.1 Použití k určenému účelu<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> je nutné použít pro výrobu svarových spojů trubek PE, PVDF a PP<br />
a tvarovaných dílů s vnějším průměrem 40 -160mm.<br />
1.2 Pokyny k bezpečnosti lidí a zařízení<br />
POZOR! Čtěte všechny pokyny. Chyby při dodržování níže uvedených pokynů mohou způsobit<br />
elektrický úder, požár, event. těžká poranění. Níže použitý pojem „elektronářadí“ se vztahuje na<br />
elektronářadí provozované na el. síti (s připojovacím kabelem) a na elektronářadí provozované<br />
na baterii (bez připojovacího kabelu).<br />
TYTO PŘEDPISY DOBŘE USCHOVEJTE.<br />
1) Pracovní místo<br />
a) Udržujte Vaše pracovní místo čisté a uklizené. Nepořádek a neosvětlené pracovní<br />
oblasti mohou vést k úrazům.<br />
b) Se strojem nepracujte v prostředích ohrožených explozí, kde se nacházejí hořlavé<br />
kapaliny, plyny nebo prach. Elektronářadí vytváří jiskry, které mohou prach nebo páry<br />
zapálit.<br />
c) Děti a jiné osoby udržujte při použití elektronářadí daleko od Vašeho pracovního<br />
místa. Při rozptýlení můžete ztratit kontrolu nad strojem.<br />
2) Elektrická bezpečnost<br />
a) Připojovací zástrčka stroje musí lícovat se zásuvkou. Zástrčka nesmí být žádným<br />
způsobem upravena. Společně se stroji s ochranným uzemněním nepoužívejte žádné<br />
adaptérové zástrčky. Neupravené zástrčky a vhodné zásuvky snižují riziko elektrického<br />
úderu.<br />
b) Zabraňte kontaktu těla s uzemněnými povrchy, jako např. potrubí, topení, sporáky<br />
a chladničky. Je-li Vaše tělo uzemněno, existuje zvýšené riziko elektrického úderu.<br />
c) Chraňte stroj před deštěm a vlhkem. Vniknutí vody do elektrického stroje zvyšuje<br />
nebezpečí elektrického úderu.<br />
d) Dbejte na účel kabelu, nepoužívejte jej k nošení či zavěšení stroje nebo vytažení<br />
zástrčky ze zásuvky. Udržujte kabel daleko od tepla, oleje, ostrých hran nebo<br />
pohyblivých dílů stroje. Poškozené nebo spletené kabely zvyšují riziko elektrického<br />
úderu.<br />
e) Pokud pracujete s elektronářadím venku, použijte pouze takové prodlužovací<br />
kabely, které jsou schváleny i pro venkovní použití. Použití prodlužovacího kabelu, jež<br />
je vhodný pro použití venku, snižuje riziko elektrického úderu.<br />
3) Bezpečnost osob<br />
a) Buďte pozorní, dávejte pozor na to, co děláte a přistupujte k práci s elektronářadím<br />
rozumně. Stroj nepoužívejte pokud jste unaveni nebo pod vlivem drog, alkoholu<br />
nebo léků. Moment nepozornosti při použití elektronářadí může vést k vážným poraněním.<br />
b) Noste osobní ochranné pomůcky a vždy ochranné brýle. Nošení osobních ochranných<br />
pomůcek jako maska proti prachu, bezpečnostní obuv s protiskluzovou podrážkou,<br />
ochranná přilba nebo sluchátka, podle druhu nasazení elektronářadí, snižují riziko poranění.<br />
c) Zabraňte neúmyslnému uvedení stroje do provozu. Přesvědčte se ještě než zastrčíte<br />
zástrčku do zásuvky, že je spínač v poloze „VYPNUTO“. Máte-li při nošení stroje prst na<br />
spínači nebo pokud stroj připojíte ke zdroji proudu zapnutý, pak to může vést k úrazům.<br />
d) Než stroj zapnete, odstraňte seřizovací nástroje nebo šroubovák. Nástroj nebo klíč,<br />
který se nachází v otáčivém dílu stroje, může vést k poranění.<br />
e) Nepřeceňujte se. Zajistěte si bezpečný postoj a vždy udržujte rovnováhu. Tím můžete<br />
stroj v neočekávaných situacích lépe kontrolovat.<br />
ČESKY<br />
83
f) Noste vhodný oděv. Nenoste žádný volný oděv nebo šperky. Vlasy, oděv a rukavice<br />
udržujte daleko od pohybujících se dílů. Volný oděv, šperky nebo dlouhé vlasy mohou<br />
být zachyceny pohybujícími se díly.<br />
g) Lze-li namontovat odsávací či zachycující přípravky, přesvědčte se, že jsou<br />
připojeny a správně použity. Použití těchto přípravků snižuje ohrožení prachem.<br />
4) Svědomité zacházení a používání elektronářadí<br />
a) Stroj nepřetěžujte. Pro svou práci použijte k tomu určený stroj. S vhodným<br />
elektronářadím budete pracovat v udané oblasti výkonu lépe a bezpečněji.<br />
b) Nepoužívejte žádné elektronářadí, jehož spínač je vadný. Elektronářadí, které nelze<br />
zapnout či vypnout je nebezpečné a musí se opravit.<br />
c) Než provedete seřízení stroje, výměnu dílů příslušenství nebo stroj odložíte,<br />
vytáhněte zástrčku ze zásuvky. Toto preventivní opatření zabrání neúmyslnému zapnutí<br />
stroje.<br />
d) Uchovávejte nepoužívané elektronářadí mimo dosah dětí. Nenechte stroj používat<br />
osobám, které se strojem nejsou seznámeny nebo nečetly tyto pokyny.<br />
Elektronářadí je nebezpečné, je-li používáno nezkušenými osobami.<br />
e) Pečujte o stroj svědomitě. Zkontrolujte, zda pohyblivé díly stroje bezvadně fungují<br />
a nevzpřičují se, zda díly nejsou zlomené nebo poškozené tak, že je omezena<br />
funkce stroje. Poškozené díly nechte před nasazením stroje opravit. Mnoho úrazů má<br />
příčinu ve špatně udržovaném elektronářadí.<br />
f) Řezné nástroje udržujte ostré a čisté. Pečlivě ošetřované řezné nástroje s ostrými řeznými<br />
hranami se méně vzpřičují a dají se lehčeji vést.<br />
g) Používejte elektronářadí, příslušenství, nasazovací nástroje apod. podle těchto<br />
pokynů a tak, jak je to pro ten určitý speciální typ stroje předepsáno. Respektujte<br />
přitom pracovní podmínky a prováděnou činnost. Použití elektronářadí pro jiné než<br />
určující použití může vést k nebezpečným situacím.<br />
5) Servis<br />
a) Nechte Váš stroj opravit pouze kvalifikovaným odborným personálem a pouze s<br />
originálními náhradními díly. Tím bude zajištěno, že bezpečnost stroje zůstane<br />
zachována.<br />
84<br />
ČESKY
2. Technické údaje<br />
Oblast svařování : Ø 40-160 mm<br />
Tlakový rozsah : Ø 40-110 mm až SDR 7,25<br />
Ø 125-140 mm až SDR 11<br />
Ø 160 mm až SDR 13,6<br />
Max. dráha pojezdu : 130 mm<br />
Frézovací zařízení<br />
Elektrické připojení : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Otáčky při chodu naprázdno : 520 min -1<br />
Topné těleso<br />
Elektrické připojení : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Řízení teploty : regulované elektronicky<br />
rozsah nastavení 0-280°C<br />
Topné těleso – průměr : 200mm<br />
Hmotnosti<br />
Kompletní stroj : 57,4 kg<br />
Stroj s podstavcem<br />
Bez redukčních upínacích vložek : 45,7 kg<br />
Rozměry<br />
Stroj ve sklopené poloze : 715X430X735 mm<br />
ve vychýlené poloze (pracovní poloha) : 715X680X1180 mm<br />
3. Funkce zařízení<br />
3.1 Popis zařízení<br />
ROWELD P 160 A-4 <strong>SANILINE</strong> je kompaktní lehce přenosná svářečka natupo. S touto svářečkou<br />
můžete bezpečně vytvářet svařované spoje pro vnitřní instalace, renovace kamen a systémy<br />
odvodnění střechy z PE, PVDF a PP-trubek s vnějším průměrem od 40 do 160 mm. Mohou být<br />
zpracovány veškeré běžné obchodní tvarovky.<br />
Stroj se v podstatě skládá z těchto částí:<br />
Monoblok-lože stroje s pevným a pohyblivým stolem, elektrické frézovací zařízení, elektronicky<br />
regulovatelné topné těleso, ochrana proti dotyku pro topné těleso, sada základních upínacích<br />
čelistí Ø 160 mm, trubkové redukce, pracovní a transportní rám, redukční upínací vložky.<br />
Jako příslušenství pro vnější upínací pozici je k dostání sada základních upínacích čelistí (číslo<br />
výrobku: 5.4082) speciálně pro svařování tlakových trubek.<br />
Svářečka smí být obsluhována pouze odbornými pracovníky, kteří jsou k tomuto<br />
oprávněni a kteří jsou přiměřeně kvalifikováni dle DVS 2212 díl 1.<br />
Stroj smí používat pouze vyškolení a autorizovaní operátoři!<br />
ČESKY<br />
85
3.2 Návod k obsluze<br />
3.2.1 Uvedení do provozu<br />
Prosím, přečtěte si pozorně provozní návod před uvedením svářečky natupo do<br />
provozu!<br />
• Stroj postavte na rovném, pevném podkladu.<br />
• Aretační kolíky vpravo a vlevo zatáhněte dovnitř, stroj vychylte nahoru a kolíky zasuňte do<br />
horních otvorů (ne u verze Basic).<br />
POZOR:<br />
Dbejte na to, aby byly oba kolíky správně usazeny v otvorech na rámu.<br />
• Nasaďte ruční kolo na hřídel na přední straně stroje, zajistěte pomocí závitového kolíku a<br />
uvolněte svěrací páku zajišťující znehybnění hřídele.<br />
• Blokaci frézy vytáhněte dopředu a frézovací zařízení vychylte dozadu.<br />
• Vychylte ochranu topných desek a topný článek vychylte dozadu.<br />
• Síťovou zástrčku připojte ke zdroji napájení, který je uveden na typovém štítku. Zapněte<br />
hlavní spínač na boku termostatu (spínač se rozsvítí zeleně). Nastavte eventuálně<br />
požadovanou teplotu (viz termostat).<br />
Ohřátí topného tělesa bude indikováno prostřednictvím červené kontrolní žárovky na<br />
termostatu. Indikace na displeji ukazuje zpravidla skutečnou naměřenou hodnotu teploty.<br />
Dle DVS je topné těleso připraveno k použití 10 minut po prvotním dosažení nastavené<br />
teploty. Teplotu je nutné příležitostně kontrolovat pomocí přístroje na měření teploty.<br />
Nebezpečí popálení! Topné těleso může dosáhnout teploty cca. 280°C a musí být<br />
bezprostředně po použití vychýleno zpět do pro něj určené ochrany proti dotyku.<br />
Viz termostat:<br />
Svářečka je vybavena digitálním termostatem typ 400. Zdroj napětí frézy a topného tělesa je<br />
přiveden prostřednictvím centrálního síťového rozvodu.<br />
Digitální termostat je ze závodu optimálně nakonfigurován a nastaven. Pro nastavení teploty je<br />
nutné stisknout pouze tlačítko F , dokud se nezobrazí „_SP“. Nyní může být pomocí tlačítek<br />
se šipkami změněna nastavená teplota v rozsahu 0-280°C. Nebudou-li stisknuta žádná další<br />
tlačítka, bude opět zobrazena skutečná teplota, termostat automaticky nastaví nově zvolenou<br />
teplotu. Pokud je skutečná teplota nižší, než nastavená požadovaná teplota, pak bliká červená<br />
šipka (low). Pokud je skutečná teplota vyšší, pak bliká červená šipka (high). Odpovídá-li<br />
nastavená požadovaná teplota skutečné hodnotě, pak svítí zelená indikace. Pokud by skutečná<br />
teplota povrchu na topném tělese neodpovídala zobrazené naměřené hodnotě, pak můžete<br />
zadat „Offset“. Za tímto účelem držte stisknuté tlačítko F, dokud se na displeji nezobrazí<br />
„InP“ (cca. 7 sekund); tlačítko F uvolněte. Poté se dotýkejte tlačítka F tak často, dokud se<br />
nezobrazí „oFS“. Tuto hodnotu pak odpovídajícím způsobem přizpůsobte. Pro dokončení změny<br />
stiskněte tlačítko F tak dlouho, dokud se opět nezobrazí skutečná hodnota.<br />
Pozor ! Žádné další parametry by neměly být změněny.<br />
86<br />
ČESKY
Nastavení ze závodu:<br />
Menu „CFG“<br />
Menu „InP“<br />
Menu „Out“<br />
Menu „PAS“<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Pozn.:<br />
Prostřednictvím funkce Autotuning se mohou údaje v CFG nepatrně lišit. Jestliže se vyskytnou větší<br />
výkyvy v regulaci, pak může být na chladném topném tělese aktivována funkce Autotuning. (V menu<br />
CFG nastavte bod „S.tu“ na 2; původní nastavení na 0 se uskuteční automaticky).<br />
3.2.2 Opatření pro přípravu svařování<br />
• Rukojeť na základních upínacích prvcích otevřete nahoru, vychylte až do zadní polohy.<br />
• U trubek, které jsou menší než maximálně svařitelný průměr 160 mm, je nutné nasadit<br />
redukční upínací vložky odpovídajícího průměru do základních upínacích čelistí, vložky<br />
opěrných vidlic nasadit do opěrných vidlic a upevnit pomocí šroubů s rýhovanou hlavou.<br />
• Trubky z umělé hmoty nebo tvarovky určené ke svařování vložte do upínacích zařízení.<br />
Opěrné vidlice postavte pod trubku nebo tvarovku, za tímto účelem povolte šroub<br />
s šestihrannou hlavou pomocí otevřeného klíče SW 17 a opěrnou vidlici odpovídajícím<br />
způsobem posuňte a popřípadě otočte.<br />
POZOR:<br />
U trubek, které je nutné svařit přímo, musí být podpěrné vidlice s čelní plochou zarovnány<br />
rovnoběžně se středem drážky ve stolech.<br />
Zavřete horní upínací čelisti, sklopte rukojeť křídla, trubku nebo tvarovku zarovnejte a<br />
pevně upněte pomocí ruční páky. Popřípadě na seřizovacím šroubu nastavte požadovanou<br />
upínací sílu.<br />
• Na základě sjetí obrobků k sobě překontrolujte, zda jsou pevně usazeny v upínacím nástroji.<br />
Rovněž je nutné překontrolovat, zda topné těleso dosáhlo provozní teploty. Ohřev je<br />
ukončen, když na termostatu bliká červená kontrolní žárovka, popřípadě když se zobrazí<br />
správná naměřená hodnota.<br />
Prosím, respektujte!<br />
Aby bylo zaručeno rovnoměrné rozložení tepla po celé ploše topné desky, je nezbytné, aby<br />
po rozblikání žárovky byla dodržena čekací doba cca. 10 minut (dle DVS).<br />
• Elektrické frézovací zařízení sklopte mezi trubky určené ke svařování a zapněte ho<br />
stisknutím spínače na rukojeti. Ručním kolem citlivě posunujte konce obrobků proti<br />
rotujícím nožům kotoučové frézy. Trubky a tvarovky lze opracovat jednostranně, jestliže<br />
doraz pro jednostranné frézování na spodní straně frézy bude otočen na tu stranu, která<br />
nemá být opracována.<br />
Nebezpečí zranění! Během provozování frézy nesmíte zasahovat do pohybujících se<br />
nožů. Frézu ovládejte pouze ve sklopeném stavu (pracovní poloha) a následně ji zase<br />
vychylte zpět. Funkčnost bezpečnostního spínače ve frézovacím zařízení musí být<br />
zaručena stále, aby se tak zabránilo neúmyslnému spuštění mimo pracovní polohu.<br />
ČESKY<br />
87
• Poté, co byly čelní strany rovinně ofrézovány, což lze zjistit prostřednictvím rovnoměrné,<br />
nedělené třísky, odsuňte pomalu od sebe konce trubek. Frézovací zařízení odblokujte<br />
vytáhnutím kroužku a vychylte.<br />
• Obrobky přisuňte k sobě a překontrolujte, zda plochy určené ke svařování jsou rovinné.<br />
Jestliže tomu tak není, musí být proces frézování opakován.<br />
Vyosení mezi obrobky nesmí (dle DVS) být větší než 10% tloušťky stěny a mezera mezi<br />
rovinnými plochami nesmí být větší než 0,5 mm. Jestliže tomu tak není, pak proveďte<br />
seřízení pomocí upínacích šroubů a podložek opěrných vidlic a opakujte proces frézování.<br />
Prosím, respektujte:<br />
Plochy, které byly ofrézovány a které jsou připraveny ke svařování, musí být zbaveny všech<br />
nečistot a nesmíte se jich dotknout rukou.<br />
3.2.3 Svařovací postup<br />
• Topné těleso sklopte mezi oba obrobky.<br />
Nebezpečí pohmožděnin! Při sjetí upínacích nástrojů a trubek k sobě je zásadně nutné<br />
dodržovat bezpečný odstup od stroje.<br />
• Nechejte sjet konce trubek k sobě, použijte nezbytnou vyrovnávací sílu a držte<br />
prostřednictvím pevného dotažení svěrací páky na hřídeli ručního kola.<br />
Jakmile je dosaženo potřebné výšky límce rovnoměrně po celém obvodu obou konců<br />
trubek, uvolněte svěrací páku, sílu stáhněte na odpovídající sílu nahřívání (téměř 0) a svěrací<br />
páku zase pevně dotáhněte. Musí být zaručeno rovnoměrné dosednutí konců obrobků na<br />
topnou desku.<br />
• Po uplynutí doby nahřívání uvolněte svěrací páku, obrobky od sebe odsuňte, topné těleso<br />
vychylte a konce obrobků zase nechejte sjet k sobě. Sílu přitom zvyšujte pokud možno<br />
lineárně na odpovídající spojovací sílu a svěrací páku pevně dotáhněte. Spojovací síla musí<br />
být během celé doby ochlazování udržována v toleranci +/- 6,66% (PE) (viz spec. parametry<br />
použitých materiálů).<br />
• Poté, co uplynula doba ochlazování, uvolněte svěrací páku a pružiny uvolněte pomocí<br />
ručního kola. Svařené konce trubek uvolněte a vyjměte. Veškeré parametry lze vyčíst ze<br />
svařovací tabulky.<br />
3.2.4 Odstavení z provozu<br />
• Stroj vypněte pomocí kolébkového spínače na boku termostatu.<br />
• Síťovou zástrčku základního stroje vytáhněte ze zásuvky.<br />
• Frézu a topný článek sklopte do meziprostoru mezi základní upínací čelisti, ochranu proti<br />
dotyku topné desky sklopte nad topnou desku a levou základní upínací čelist.<br />
• Namotejte síťový kabel.<br />
Pozor:<br />
Jestliže je síťový kabel namotáván okolo ochrany proti dotyku, je bezpodmínečně nutné<br />
dbát na to, aby topná deska byla již vychladnutá.<br />
• Aretační kolíky pod strojem vpravo a vlevo vytáhněte, stroj sklopte dolů do podstavce a<br />
kolíky zasuňte do spodních otvorů.<br />
88<br />
ČESKY
3.3 Všeobecné požadavky<br />
Protože povětrnostní vlivy a vlivy okolního prostředí mohou svařování ovlivnit rozhodující<br />
měrou, je nezbytně nutné dodržet odpovídající předpisy v DVS – směrnice 2207 díl 1, 11 a 15.<br />
Mimo území Německa platí příslušné národní směrnice.<br />
( Svářečské práce musí být neustále a pečlivě monitorovány! )<br />
3.4 Důležité pokyny k parametrům svařování<br />
Všechny náležité parametry pro svařování, jako jsou teplota, tlak a čas, je nutné vyhledat v DVS -<br />
směrnice 2207 díl 1, 11 a 15. Mimo území Německa platí příslušné národní směrnice.<br />
V jednotlivých případech je nezbytné si od výrobce trubek opatřit zpracovací parametry<br />
specifické pro daný materiál!<br />
Parametry pro svařování, které jsou uvedeny v přiložených svařovacích tabulkách, jsou orientační<br />
hodnoty, za které firma ROTHENBERGER nepřebírá záruku!<br />
Odkaz : Německé nakladatelství pro svařovací techniku DVS - Verlag GmbH. ,<br />
Postfach 10 19 56, Aachener Str. 172, 40223 Düsseldorf 1,<br />
Tel. : 0049 (0) 211 15 10 56, Fax 0049 (0) 0211 157 59 - 50<br />
4. Péče a údržba<br />
Aby byla uchována funkčnost stroje, je nezbytné dodržovat následující body:<br />
• Vodící tyče musí být udržovány čisté. Jestliže bude povrch vodících tyčí poškozen, je nutné<br />
je vyměnit.<br />
• Elektrické pohony frézovacího zařízení a topného tělesa smí být provozovány pouze při<br />
napětí, které je uvedeno na typovém štítku.<br />
• Aby jste získali bezvadné výsledky svařování, je nezbytné, aby jste udržovali topné těleso<br />
v čistotě. V případě poškození povrchu musí být topné těleso znovu povrstveno popř.<br />
vyměněno. Zbytky materiálu na topném zrcadle snižují protiadhezivní vlastnosti a měly by<br />
být odstraněny pomocí papíru neuvolňujícího vlákna a pomocí lihu (pouze když je topné<br />
těleso studené).<br />
• Frézovací zařízení je vybaveno dvěma oboustranně nabroušenými noži. V případě<br />
zhoršujícího se řezného výkonu mohou být nože otočeny popř. vyměněny za nové<br />
Je nezbytné neustále dbát na to, aby konce trubek popř. částí určených k opracování<br />
obzvláště čelní plochy byly zbaveny nečistot, protože v opačném případě se životnost nožů<br />
rapidně snižuje.<br />
Doporučuje se, aby opravy prováděla servisní dílna nebo výrobce.<br />
ČESKY<br />
89
4.1 Péče o stroj a o nástroje<br />
(Dodržujte bod 4 předpisy pro údržbu!)<br />
Ostré a čisté nástroje vytváří lepší pracovní výsledky a jsou bezpečnější.<br />
Tupé, zlámané nebo ztracené díly musí být neprodleně vyměněny. Překontrolujte, zda je<br />
příslušenství se strojem bezpečně spojeno.<br />
Při údržbářských pracích používejte pouze originální náhradní díly. Opravy smí provádět pouze<br />
odborný kvalifikovaný personál.<br />
V případě nepoužívání, před údržbářskými pracemi a před výměnou součástí příslušenství odpojte<br />
stroje od elektrické rozvodné sítě.<br />
Před opětovným připojením k elektrické rozvodné síti je nutné zajistit, aby stroj a příslušenství<br />
byly vypnuté.<br />
Při používání prodlužovacích kabelů je nutné překontrolovat, zda jsou bezpečné a funkční.<br />
Používány smí být pouze kabely schválené pro venkovní použití.<br />
Stroje a nástroje nesmí být používány tehdy, když kryt nebo rukojeti, obzvláště z umělé hmoty,<br />
jsou prasklé popř. zdeformované.<br />
Nečistota a vlhkost v takovýchto prasklinách vedou elektrický proud. Toto může vést k úderu<br />
elektrickým proudem, když se na nástroji popř. na stroji vyskytne poškození izolace.<br />
Poznámka:<br />
Dále pak poukazujeme na bezpečnostní předpisy.<br />
5. Příslušenství<br />
Vhodné pøíslušenství a formuláø objednávky najdete od stránky 100.<br />
6. Likvidace<br />
Díly zařízení představují hodnotné materiály a mohou být vloženy do procesu recyklace. Za<br />
tímto účelem jsou k dispozici schválené a certifikované recyklační závody. Co se týče likvidace<br />
nerecyklovatelných dílů, která nezatěžuje životní prostředí, (např. elektronický šrot), se zeptejte<br />
prosím vašeho příslušného úřadu, který má na starost odpady.<br />
90<br />
ČESKY
Tartalom<br />
Oldal<br />
1. Biztonsági tanácsok 92<br />
1.1 Rendeltetés szerinti használat 92<br />
1.2 Tanácsok az ember és a készülék biztonságához 92<br />
2. Technikai adatok 94<br />
3. A készülék működése 94<br />
3.1 A készülék leírása 94<br />
3.2 Használati utasítás 95<br />
3.2.1 Üzembevétel 95<br />
3.2.2 Intézkedések a hegesztés előkészítéséhez 96<br />
3.2.3 Hegesztés 97<br />
3.2.4 Kikapcsolás 97<br />
3.3 Általános követelmények 98<br />
3.4 Fontos tanácsok a hegesztési paraméterekhez 98<br />
4. Gondozás és karbantartás 98<br />
4.1 Gép- és szerszám-karbantartás 99<br />
5. Tartozékok 99<br />
6. Eltávolítás 99<br />
MAGYAR<br />
91
1. Biztonsági tanácsok<br />
1.1 Rendeltetés szerinti használat<br />
A ROWELD P 160 A-4 <strong>SANILINE</strong> készülékek a PE, PVDF és PP csövek és idomrészek hegesztési<br />
kötéseinek előállítására használhatók, 40 - 160mm külső átmérővel.<br />
1.2 Tanácsok az ember és a készülék biztonságához<br />
Figyelem! Olvassa el valamennyi előírást. A következőkben leírt előírások helytelen<br />
betartása áramütésekhez, tűzhöz és/vagy súlyos testi sérülésekhez vezethet. Az alább<br />
alkalmazott "elektromos kéziszerszám" fogalom a hálózati elektromos kéziszerszámokat<br />
(hálózati kábellel és csatlakozóval) és az akkumulátoros elektromos kéziszerszámokat (kábel<br />
nélkül) foglalja magában.<br />
KÉRJÜK GONDOSAN ŐRIZZE MEG EZEKET AZ ELŐÍRÁSOKAT.<br />
1) Munkahely<br />
a) Tartsa tisztán és tartsa rendben a munkahelyét. Rendetlen munkahelyek és<br />
megvilágítatlan munkaterületek balesetekhez vezethetnek.<br />
b) Ne dolgozzon az elektromos kéziszerszámmal olyan robbanásveszélyes<br />
környezetben, ahol éghető folyadékok, gázok vagy porok vannak. Az elektromos<br />
kéziszerszámok szikrákat bocsáthatnak ki, amelyek meggyújthatják a port vagy a gőzöket.<br />
c) Tartsa távol a gyerekeket és az idegen személyeket a munkahelytől, ha az<br />
elektromos kéziszerszámot használja. Ha elvonják a figyelmét a munkától, könnyen<br />
elvesztheti az uralmát a berendezés felett.<br />
2) Elektromos biztonsági előírások<br />
a) A készülék csatlakozó dugójának bele kell illeszkednie a dugaszolóaljzatba. A<br />
csatlakozó dugót semmilyen módon sem szabad megváltoztatni. Védőföldeléssel<br />
ellátott készülékekkel kapcsolatban ne használjon csatlakozó adaptert. A változtatás<br />
nélküli csatlakozó dugók és a megfelelő dugaszoló aljzatok csökkentik az áramütés<br />
kockázatát.<br />
b) Ne érjen hozzá földelt felületekhez, mint csövekhez, fűtőtestekhez, kályhákhoz és<br />
hűtőszekrényekhez. Az áramütési veszély megnövekszik, ha a teste le van földelve.<br />
c) Tartsa távol az elektromos kéziszerszámot az esőtől és a nedvesség hatásaitól. Ha<br />
víz hatol be egy elektromos kéziszerszámba, ez megnöveli az áramütés veszélyét.<br />
d) Ne használja a kábelt a rendeltetésétől eltérő célokra, vagyis a szerszámot soha ne<br />
hordozza vagy akassza fel a kábelnél fogva, és sohase húzza ki a hálózati<br />
csatlakozó dugót a kábelnél fogva. Tartsa távol a kábelt hőforrásoktól, olajtól, éles<br />
élektől és sarkaktól és mozgó gépalkatrészektől. Egy megrongálódott vagy csomókkal<br />
teli kábel megnöveli az áramütés veszélyét.<br />
e) Ha egy elektromos kéziszerszámmal a szabad ég alatt dolgozik, csak a szabadban<br />
való használatra engedélyezett hosszabbítót használjon. A szabadban való<br />
használatra engedélyezett hosszabbító használata csökkenti az áramütés veszélyét.<br />
3) Személyi biztonsági előírások<br />
a) Munka közben mindig figyeljen, ügyeljen arra, amit csinál, és meggondoltan<br />
dolgozzon az elektromos kéziszerszámmal. Ha fáradt, ha kábítószerek vagy alkohol<br />
hatása alatt áll, vagy orvosságokat vett be, ne használja a berendezést. A<br />
berendezéssel végzett munka közben már egy pillanatnyi figyelmetlenség is komoly<br />
sérülésekhez vezethet.<br />
b) Viseljen személyi védőfelszerelést és mindig viseljen védőszemüveget. A személyi<br />
védőfelszerelések, mint porvédő álarc, csúszásbiztos védőcipő, védősapka és fülvédő<br />
használata az elektromos kéziszerszám használata jellegének megfelelően csökkenti a<br />
személyes sérülések kockázatát.<br />
92<br />
MAGYAR
c) Kerülje el az elektromos kéziszerszám akaratlan üzembe helyezését. Győződjön<br />
meg arról, hogy a kapcsoló az "AUS" ("KI") helyzetben van, mielőtt bedugná a<br />
csatlakozó dugót a dugaszolóaljzatba. Ha az elektromos kéziszerszám felemelése<br />
közben az ujját a kapcsolón tartja, vagy ha a készüléket bekapcsolt állapotban<br />
csatlakoztatja az áramforráshoz, ez balesetekhez vezethet.<br />
d) Az elektromos kéziszerszám bekapcsolása előtt okvetlenül távolítsa el a beállító<br />
szerszámokat vagy csavarkulcsokat. Az elektromos kéziszerszám forgó részeiben<br />
felejtett beállító szerszám vagy csavarkulcs sérüléseket okozhat.<br />
e) Ne becsülje túl önmagát. Kerülje el a normálistól eltérő testtartást, ügyeljen arra,<br />
hogy mindig biztosan álljon és az egyensúlyát megtartsa. Így az elektromos<br />
kéziszerszám felett váratlan helyzetekben is jobban tud uralkodni.<br />
f) Viseljen megfelelő ruhát. Ne viseljen bő ruhát vagy ékszereket. Tartsa távol a haját,<br />
a ruháját és a kesztyűjét a mozgó részektől. A bő ruhát, az ékszereket és a hosszú hajat<br />
a mozgó alkatrészek magukkal ránthatják.<br />
g) Ha az elektromos kéziszerszámra fel lehet szerelni a por elszívásához és<br />
összegyűjtéséhez szükséges berendezéseket, ellenőrizze, hogy azok megfelelő<br />
módon hozzá vannak kapcsolva a készülékhez és rendeltetésüknek megfelelően<br />
működnek. Ezen berendezések használata csökkenti a munka során keletkező por<br />
veszélyes hatását.<br />
4) Az elektromos kéziszerszámok gondos kezelése és használata<br />
a) Ne terhelje túl az elektromos kéziszerszámot. A munkájához csak az arra szolgáló<br />
elektromos kéziszerszámot használja. Egy alkalmas elektromos kéziszerszámmal a<br />
megadott teljesítménytartományon belül jobban és biztonságosabban lehet dolgozni.<br />
b) Ne használjon olyan elektromos kéziszerszámot, amelynek a kapcsolója elromlott.<br />
Egy olyan elektromos kéziszerszám, amelyet nem lehet sem be-, sem kikapcsolni, veszélyes<br />
és meg kell javíttatni.<br />
c) Húzza ki a csatlakozó dugót a dugaszolóaljzatból, mielőtt az elektromos<br />
kéziszerszámon beállítási munkákat végez, tartozékokat cserél vagy a szerszámot<br />
tárolásra elteszi. Ez az elővigyázatossági intézkedés meggátolja a szerszám akaratlan<br />
üzembe helyezését.<br />
d) A használaton kívüli elektromos kéziszerszámokat olyan helyen tárolja, ahol<br />
azokhoz gyerekek nem férhetnek hozzá. Ne hagyja, hogy olyan személyek<br />
használják az elektromos kéziszerszámot, akik nem ismerik a szerszámot, vagy nem<br />
olvasták el ezt az útmutatót. Az elektromos kéziszerszámok veszélyesek, ha azokat<br />
gyakorlatlan személyek használják.<br />
e) A készüléket gondosan ápolja. Ellenőrizze, hogy a mozgó alkatrészek<br />
kifogástalanul működnek-e, nincsenek-e beszorulva, és nincsenek-e eltörve vagy<br />
megrongálódva olyan alkatrészek, amelyek hatással lehetnek az elektromos<br />
kéziszerszám működésére. A megrongálódott részeket a készülék használata előtt<br />
javíttassa meg. Sok olyan baleset történik, amelyet az elektromos kéziszerszám nem<br />
kielégítő karbantartására lehet visszavezetni.<br />
f) Tartsa tisztán és éles állapotban a vágószerszámokat. Az éles vágóélekkel rendelkező<br />
és gondosan ápolt vágószerszámok<br />
ritkábban ékelődnek be és azokat könnyebben lehet vezetni és irányítani.<br />
g) Az elektromos kéziszerszámokat, tartozékokat, betétszerszámokat stb. csak ezen<br />
előírásoknak és az adott készüléktípusra vonatkozó kezelési utasításoknak<br />
megfelelően használja. Vegye figyelembe a munkafeltételeket és a kivitelezendő<br />
munka sajátosságait. Az elektromos kéziszerszám eredeti rendeltetésétől eltérő célokra<br />
való alkalmazása veszélyes helyzetekhez vezethet.<br />
5) Szerviz<br />
a) Az elektromos kéziszerszámot csak szakképzett személyzet és csak eredeti<br />
pótalkatrészek felhasználásával javíthatja. Ez biztosítja, hogy az elektromos<br />
kéziszerszám biztonságos szerszám maradjon.<br />
MAGYAR<br />
93
2. Technikai adatok<br />
Hegesztési tartomány : Ø 40-160 mm<br />
Nyomás-tartomány : Ø 40-110 mm SDR 7,25-ig<br />
Ø 125-140 mm SDR 11-ig<br />
Ø 160 mm SDR 13,6-ig<br />
Max. elmozdulási út : 130 mm<br />
Maróberendezés<br />
Elektromos csatlakozás : 230V AC, 50/60Hz, 500W, 2,4A<br />
: 110V AC, 50/60Hz, 500W, 4,8A<br />
Üresjárási fordulatszám : 520 perc -1<br />
Fűtőelem<br />
Elektromos csatlakozás : 230V AC, 50/60Hz, 800W, 3,6A<br />
: 110V AC, 50/60Hz, 800W, 7,2A<br />
Hőmérsékletszabályozás : Elektronikusan szabályozott<br />
0-280 °C beállítási tartomány<br />
Fűtőelem átmérő : 200mm<br />
Súlyok<br />
Komplett gép : 57,4 kg<br />
A gép állvánnyal,<br />
redukáló tokmánybetétek nélkül : 45,7 kg<br />
Méret<br />
A gép befordítva : 715X430X735 mm<br />
Kifordítva (munkahelyzet) : 715X680X1180 mm<br />
3. A készülék működése<br />
3.1 A készülék leírása<br />
A ROWELD P 160 A-4 <strong>SANILINE</strong> kompakt, könnyen szállítható, fűtőelemes tompahegesztő-gép.<br />
A gép segítségével biztonságosan elkészíthetők az épületgépészeti szerelésekkel, kémények<br />
felújításával és tető-víztelenítő rendszerekkel kapcsolatos, 40-től 160 mm-ig terjedő külső<br />
átmérőjű polietilén, PVDF és polipropilén csövek hegesztéses kötései. A géppel megmunkálható<br />
a kereskedelembe kapható valamennyi csőidom.<br />
A gép lényeges részei a következők:<br />
Monoblokk-gépágy fix és mozgó asztallal, elektromos maró-berendezés, elektronikusan<br />
szabályozható fűtőelem, a fűtőelem érintésvédelme, 160 mm Ø alap-befogópofa készlet,<br />
csőtámasztók, munka- és szállító-állvány, redukáló tokmánybetétek.<br />
Külön tartozékként kapható az alap-befogópofa külső befogó-eleme (cikkszáma: 5.4082),<br />
speciálisan a nyomócsövek hegesztéséhez.<br />
A hegesztő készüléket csak az erre jogosult és megfelelően kiképzett szakember<br />
kezelheti a DVS 2212 1. résznek megfelelően.<br />
A gépet csak a kiképzett és feljogosított kezelő használhatja!<br />
94<br />
MAGYAR
3.2 Használati utasítás<br />
3.2.1 Üzembevétel<br />
A tompahegesztőgép használatba vétele előtt figyelmesen olvassa el a használati utasítást!<br />
• Sima, szilárd alapra állítsuk fel a gépet.<br />
• Húzzuk be jobboldalt és baloldalt a rögzítő-csapokat, azután fordítsuk fölfelé a gépet, és<br />
kattintsunk be a csapokat a fölső furatokba (kivéve a Basic-változatot).<br />
FIGYELEM:<br />
Ügyeljünk arra, hogy a két csap megfelelően helyezkedjen el a váz furataiban.<br />
• Dugjuk fel a kézi-kereket a tengelyre a gép mellső oldalán, azután biztosítsuk a menetes<br />
csappal, és lazítsuk meg a tengely rögzítésére szolgáló befogó-kart.<br />
• Húzzuk előre a maró reteszelését, azután fordítsuk hátra a maró-berendezést.<br />
• Fordítsuk ki a fűtőlap védőburkolatát, azután fordítsuk hátra a fűtőelemet.<br />
• Csatlakoztassuk a hálózati dugaszt a készülék típustábláján feltüntetett feszültségű<br />
áramforrásra. Kapcsoljuk be a hőmérséklet-szabályozó mellett oldalt található főkapcsolót<br />
(a kapcsoló zöld fénnyel világít). Szükség esetén állítsuk be a kívánt hőmérsékletet (lásd a<br />
hőmérséklet-szabályozással kapcsolatban írtakat).<br />
A fűtőelem felhevülését a piros ellenőrző lámpa mutatja a hőmérséklet-szabályozóban.<br />
A kijelző mutatója rendszerint a valódi hőmérsékletet mutatja. A végrehajtási utasítás<br />
szerint a fűtőelem 10 perccel a kívánt hőmérséklet első elérése után használatra kész. A<br />
hőmérsékletet alkalmilag ellenőrizni kell hőmérsékletmérővel.<br />
Égési sérülés veszélye! A fűtőelem hőmérséklete elérheti a mintegy 280 °C-ot, és közvetlenül a<br />
használat után vissza kell fordítani az erre a célra szolgáló érintésvédőbe.<br />
Hőmérséklet-szabályozó:<br />
A hegesztő készülék digitális 400-as típusú hőmérséklet-szabályozóval van felszerelve. A maró és<br />
a fűtőelem áramellátása a központi hálózati vezetéken keresztül történik.<br />
A digitális hőmérséklet-szabályozó gyárilag optimálisan konfigurált és beállításra került. A<br />
hőmérséklet beállításához csupán az F gombot kell megnyomni, amíg a kijelző „_SP“-t<br />
mutat. Most megváltoztatható a kívánt hőmérséklet 0-280 °C-ig a nyilazott gombokkal. Ha<br />
semmilyen más gomb nem kerül megnyomásra, akkor a kijelző ismét az aktuális hőmérsékletet<br />
mutatja, a szabályozó automatikusan az újra kiválasztott hőmérsékletet állítja be. Mindaddig,<br />
amíg az aktuális hőmérséklet alacsonyabb, mint a beállított kívánt hőmérséklet, addig a piros<br />
nyíl villog (low). Ha az aktuális hőmérséklet magasabb, akkor a piros nyíl villog (high). Ha a<br />
beállított kívánt hőmérséklet megfelel az aktuális értéknek, akkor a zöld mérősáv világít. Ha a<br />
fűtőelem tényleges felületi hőmérséklete nem egyezik meg a mutatott aktuális hőmérséklettel,<br />
akkor egy „Offset“ adható be. Ehhez tartsa az F gombot lenyomva, amíg a képernyőn<br />
„InP“ jelenik meg (kb.7 mp); majd engedje el az F gombot. Ezután az F gombot<br />
mindaddig nyomkodni, amíg „oFS“ megjelenik. Ezt az értéket azután megfelelően beállítani. A<br />
változtatás befejezéseként az F gombot mindaddig tartsa lenyomva, amíg az aktuális<br />
hőmérséklet ismét bemutatásra kerül.<br />
Figyelem! Az összes többi paramétert nem szabad megváltoztatni.<br />
MAGYAR<br />
95
Gyári beállítás:<br />
„CFG“ Menü<br />
„InP“ Menü<br />
„Out“Menü<br />
„PAS“ Menü<br />
„S.tu“ 1<br />
„h.Pb“ 3.0<br />
„h.lt“ 0.89<br />
„h.dt“ 0.22<br />
„h.P.H“ 100<br />
„rst“ 0<br />
„P.rE“ 0<br />
„SoF“ 0<br />
„Lb.t“ 0<br />
„Lb.P“ 25<br />
„FA.P“ 0<br />
„Ctr“ 8<br />
„tYP“ 16<br />
„FLt“ 0.1<br />
„FLd“ 0.5<br />
„dP.S.“ 0<br />
„Lo.S“ 0<br />
„HI.S“ 300<br />
„oFS“ xx<br />
„HI.A“ 0<br />
„Lo.L“ 0<br />
„HI.L“ 280<br />
„AL.n“ 0<br />
„r.o.1“ 0<br />
„r.o.2“ 0<br />
„Ct.1“ 30<br />
„Ct.2“ 30<br />
„rEL.“ 0<br />
„Prot“ 32<br />
Megjegyzés: Az automatikus hangolási funkció által az adatok a CFG alatt enyhén eltérhetnek. Ha nagyobb<br />
szabályozási ingadozások lépnek fel, akkor az automatikus hangolási funkciót hideg fűtőelem<br />
esetén lehet aktiválni. (A CFG menüben az „S.tu“ pontot 2-re állítani; a 0-ra történő visszaállítás<br />
automatikusan bekövetkezik).<br />
3.2.2 Intézkedések a hegesztés előkészítéséhez<br />
• Nyissuk meg fölfelé a fogantyút a fő-befogóelemen, azután fordítsuk a hátsó helyzetéig.<br />
• A hegeszthető maximálisan 160 mm átmérőjűnél kisebb csövek esetében helyezzük be az<br />
alap-befogópofákba az adott átmérőnek megfelelő redukáló-tokmánybetéteket, a<br />
támasztóvillába pedig a támasztóvilla-betéteket, azután rögzítsük a recézett fejű<br />
csavarokkal.<br />
• Helyezzük be a hegesztendő műanyag-csöveket vagy csőidomokat a befogó-berendezésbe.<br />
A támasztóvillákat állítsuk a cső vagy csőidom alá, ehhez 17-es nyílású franciakulcs<br />
segítségével lazítsuk meg a hatszögletes fejescsavart, azután megfelelően mozdítsuk el és<br />
szükség esetén fordítsuk el a támasztóvillát.<br />
FIGYELEM:<br />
Egyenesen hegesztendő csövek esetében úgy igazítsuk el a támasztóvillákat, hogy a mellső<br />
felületük az asztalokban kialakított horony közepével párhuzamosan helyezkedjen el.<br />
Zárjuk le a felső befogópofákat, fordítsuk be a szárnyas fogantyút, azután igazítsuk el és a<br />
kézi szabályozókar segítségével fixen fogjuk be a csövet, illetve a csőidomot. Szükség esetén<br />
állítsuk be a beállító-csavaron a megfelelő feszítőerőt.<br />
• A munkadarabokat egymáshoz hajtva ellenőrizzük, hogy megfelelően szorosan rögzítésre<br />
kerültek-e a befogó-szerszámban. Azt is ellenőrizzük, hogy a fűtőelem elérte-e az üzemi<br />
hőmérsékletét. Amikor véget ért a felfűtés, ezt a hőmérséklet-szabályozón található piros<br />
lámpa villogása jelzi, illetve megjelenik a helyes TÉNYLEGES érték.<br />
Vegyük figyelembe a következőket!<br />
A teljes fűtőfelületen megvalósuló egyenletes hő-eloszlás biztosításához arra van szükség,<br />
hogy miután a lámpa villogni kezdett, tartsuk be az előírás szerinti mintegy 10 percnyi<br />
várakozási időt (a DVS után).<br />
• Fordítsuk be az elektromos maró-berendezést a hegesztendő csődarabok közé, azután<br />
kapcsoljuk be a fogantyúban elhelyezett kapcsoló megnyomásával. A kézi-kerék<br />
segítségével óvatosan hajtsuk a munkadarabok végét a marótárcsa forgó késeihez. A csövek<br />
és csőidomok egyik oldalát munkálhatjuk meg. ha az egyoldali maráshoz szükséges ütközőt<br />
a maró alsó oldalán arra az oldalra fordítjuk, amelyet nem kell megmunkálni.<br />
96<br />
MAGYAR
Személyi sérülés veszélye! A maró-berendezés üzembe helyezése közben nem szabad a<br />
forgó kések közé nyúlni. A marót kizárólag behajtott helyzetben (munkaállásban)<br />
működtessük, majd ezt követően megint fordítsuk vissza. A maró-berendezésbe<br />
beépített biztonsági kapcsolónak mindenkor működőképesnek kell lennie, hogy<br />
megakadályozza a munkaálláson kívüli véletlen beindítást.<br />
3.2.3 Hegesztés<br />
• Miután megtörtént a homlokfelületek síkba marása, amit az egyenletes és megszakítás<br />
nélküli forgács jelez, lassan hajtsuk ki egymásból a csővégeket. A gyűrűt előre húzva oldjuk<br />
a maró-berendezés reteszelését, azután fordítsuk ki a maró-berendezést.<br />
• Hajtsuk egymáshoz a munkadarabokat, azután ellenőrizzük, hogy megfelelően<br />
egytengelyűek-e a csővégek. Amennyiben nem, ismételjük meg a marási műveletet.<br />
A munkadarabok közötti tengelyirányú beeresztés (a DVS értelmében) nem haladhatja meg<br />
a falvastagság 10 %-át, a síkfelületek közötti hézag pedig nem lehet több 0,5 mm-nél.<br />
Amennyiben nem ez a helyzet, a befogó-csavarok és a támasztóvilla-tartók segítségével<br />
szabályozzuk be, azután ismételjük meg a marási műveletet.<br />
Kérjük, ügyeljen:<br />
A gyalult, hegesztéshez előkészített felületeket nem szabad kézzel megérinteni, és<br />
mindenféle szennyeződéstől mentesnek kell lenniük.<br />
• Fordítsuk be a fűtőelemet a két munkadarab közé.<br />
Becsípődés veszélye! A befogó-szerszámok és csövek egymáshoz közelítése során<br />
tartsunk a géptől biztonságos távolságot.<br />
• Hajtsuk, szorítsuk a csővégeket a fűtőelemhez, alkalmazzuk a szükséges illesztő-erőt, és<br />
rögzítsük a kézi-kerék tengelyén lévő szorítókarral azt erősen elcsavarva.<br />
Mihelyt a két csővég teljes kerületén egyenletesen elérésre került a szükséges olvadékmagasság,<br />
lazítsuk meg a szorítókart, csökkentsük (0-hoz közeli értékre) az illesztőerőt,<br />
azután ismét csavarjuk be erősen a szorítókart. A művelethez biztosítani kell, hogy a<br />
munkadarabok vége egyenletesen feküdjön fel a fűtőlapon.<br />
• Miután lejárt a felmelegítéshez szükséges idő, lazítsuk meg a szorítókart, hajtsuk el<br />
egymástól a munkadarabokat, fordítsuk ki a fűtőelemet, azután ismét hajtsuk egymáshoz a<br />
munkadarabok végeit. Eközben ügyeljünk arra, hogy lehetőség szerint folyamatosan<br />
növeljük az összeillesztéshez szükséges erőt, és csavarjuk be erősen a szorítókart. Az<br />
összeillesztési erőnek a teljes lehűlési időn belül +/- 6,66% (PE) tűréshatáron belül kell<br />
maradnia (lásd az alkalmazott speciális paramétereit).<br />
• Miután letelt a lehűléshez szükséges idő, lazítsuk meg a szorítókart, és tehermentesítsük a<br />
kézi-kerék rugóját. Oldjuk a rögzítést és vegyük ki az összehegesztett csődarabokat. A<br />
vonatkozó paramétereket a hegesztési táblázat tartalmazza.<br />
3.2.4 Kikapcsolás<br />
• A gépet a hőmérséklet-szabályozótól oldalt található billenő-kapcsolóval kell kikapcsolni.<br />
• Húzzuk ki asz alapgép hálózati dugaszát a dugaszoló aljzatból.<br />
• Fordítsuk be a marót és a fűtőelemet az alap-befogópofák közötti térbe, azután fordítsuk a<br />
fűtőlap érintésvédelmét a fűtőlap és a baloldali alap-befogópofa fölé.<br />
MAGYAR<br />
97
• Csévéljük fel a hálózati vezetéket.<br />
Figyelem:<br />
Amennyiben az érintésvedelmi- burkolat köré csévéljük a hálózati vezetéket, feltétlenül<br />
ügyeljünk arra, hogy előtte lehűljön a fűtőlap.<br />
• Húzzuk a gép alá a jobboldali és baloldali rögzítő-csapokat, azután fordítsuk be a gépet az<br />
állványba, majd kattintsuk be a csapokat az alsó furatokba.<br />
3.3 Általános követelmények<br />
Mivel az időjárási és környezeti hatások döntően befolyásolják a hegesztést, ezért a DVS<br />
megfelelő előírásait – 2207-es irányelv, 1,11 és 15 rész – okvetlenül be kell tartani.<br />
Németországon kívül a megfelelő nemzeti irányelvek érvényesek.<br />
( A hegesztési munkákat állandóan és gondosan felügyelni kell! )<br />
3.4 Fontos tanácsok a hegesztési paraméterekhez<br />
Az összes szükséges hegesztési paramétert, mint a hőmérséklet, nyomás és idő a DVS<br />
irányelvekből – 2207 1, 11 és 15 részből kell kiolvasni. Németországon kívül a megfelelő nemzeti<br />
irányelvek érvényesek. Egyes esetekben okvetlenül be kell szerezni az anyagnak megfelelő<br />
feldolgozási paramétereket a cső gyártójától.<br />
A mellékelt hegesztési táblázatokban megnevezett hegesztési paraméterek irányértékek, a<br />
ROTHENBERGER cég nem vállal semmilyen garanciát!<br />
Hivatkozás: Deutscher Verlag für Schweißtechnik DVS - Verlag GmbH. ,<br />
Postfach 10 19 56, Aachener Str. 172, 40223 Düsseldorf 1,<br />
Tel. : 0049 (0) 211 15 10 56, Fax : 0049 (0) 211 157 59 - 50<br />
4. Gondozás és karbantartás<br />
A gép működési képességének fenntartása érdekében a következő pontokra kell ügyelni:<br />
• A vezető-rudakat tartsuk távol a szennyeződéstől. Felületük megsérülése esetén ki kell<br />
cserélni a vezető-rudakat.<br />
• A maró-berendezést és a fűtelemet kizárólag a típustáblán feltüntetett feszültségű árammal<br />
szabad működtetni.<br />
• Ahhoz, hogy kifogástalan hegesztési eredményeket kapjon, az szükséges, hogy a<br />
fűtőelemet tartsa tisztán. A felület sérülései esetén a fűtőelemet új bevonattal kell ellátni ill.<br />
ki kell cserélni. Az anyagmaradékok a fűtőelemen csökkentik a nemtapadási<br />
tulajdonságokat, ezért egy nem rojtosodó papírral és spiritusszal (csak hideg fűtőelem<br />
esetén!) kell eltávolítani azokat.<br />
• A maróberendezés két kétoldalasan megélezett késsel van ellátva. A vágási teljesítmény<br />
gyengülésével a kések megfordíthatóak ill. újakra cserélhetők ki.<br />
Állandóan ügyelni kell arra, hogy a megmunkálandó cső – ill. munkadarabok, különösen a<br />
homlokfelületükön, szennyeződés mentesek legyenek, különben a kések élettartama<br />
jelentősen lecsökken.<br />
A gép javítását célszerű a szervizműhelyre vagy a gyártóműre bízni.<br />
98<br />
MAGYAR
4.1 Gép- és szerszám-karbantartás<br />
(A karbantartási előírások 4. pontjára ügyelni!)<br />
Az éles és tiszta szerszámok jobb munkaeredményt érnek el és biztonságosabbak.<br />
Az életlen, törött vagy elveszett részeket késedelem nélkül cserélje ki. Vizsgálja meg, hogy a<br />
tartozék biztosan összekötésre került-e a géppel.<br />
A karbantartási munkák során csak eredeti alkatrészeket használjon. A javításokat csak<br />
szakszerűen kiképzett személyzet végezheti el.<br />
Ha nem használja a gépet, az ápolási- és karbantartási-munkák előtt, és a tartozékok cseréje<br />
előtt válassza le a gépet az elektromos hálózatról. Az elektromos hálózathoz történő újra<br />
csatlakoztatás előtt gondoskodjon róla, hogy a gép és a tartozék szerszámok kikapcsolt<br />
állapotban legyenek.<br />
Hosszabbító kábel esetén azokat meg kell vizsgálni azokat a biztonság és a működési képesség<br />
tekintetében. Csak a külső használatra engedélyezett kábelt szabad alkalmazni.<br />
Nem szabad használni olyan szerszámokat és gépeket, amelyeknek a háza vagy a fogantyúja,<br />
különösen műanyagból, eltörött ill. elvetemedett.<br />
A piszok és a nedvesség az ilyen repedésekben vezetik az elektromos áramot. Ez elektromos<br />
áramütéshez vezethet, ha a szerszámon ill. a gépen szigetelési hiba lép fel.<br />
Megjegyzés:<br />
Továbbra is utalunk a balesetelhárítási előírásokra.<br />
5. Tartozékok<br />
A megfelelõ tartozékok és a rendelési ûrlap a 100 oldaltól találhatók.<br />
6. Eltávolítás<br />
A készülék részei értékes anyagok és újra felhasználhatóak. Erre engedélyezett és igazolt<br />
értékesítő üzemek állnak rendelkezésre. A nem használható részek (pl. elektronikus szemét)<br />
környezetbarát eltávolítása céljából kérdezze meg az illetékes szeméthivatalt.<br />
MAGYAR<br />
99
OPTIONAL<br />
5.4040 5.4082 5.4015<br />
5.5686<br />
5.4020 31.0411 5.5685 Set à 2x 75mm<br />
5.4048 5.3230 www.rothenberger.com<br />
5.6051<br />
100
OPTIONAL<br />
Zubehör und Ersatzteile / Accessories and spare parts<br />
Bestellen Sie Ihre Zubehör- und Ersatzteile bei Ihrem Fachhändler<br />
Order your accessories and spare parts from your specialist retailer<br />
Stempel / Stamp<br />
oder bei unserer Hotline Service After Sales<br />
or from our Service After Sales hotline<br />
Tel. : +49 61 95 / 800 - 638 / -290 / -226<br />
Fax : +49 61 95 / 800 - 636 / -5290 / -5914<br />
Kunde / Anschrift<br />
Customer / address<br />
Kunden Nr. /<br />
customer no.<br />
Bestell Nr. /<br />
Order no.<br />
Ansprechpartner<br />
Contact person<br />
Tel.:<br />
Ihre Bestellung<br />
Your order<br />
Artikel Nr. /<br />
Article no.<br />
Menge /<br />
Quantity<br />
Bezeichnung /<br />
Description<br />
Preis /<br />
Price<br />
Datum / Date<br />
Unterschrift / Signature<br />
101
102<br />
Notes
Notes<br />
103
104<br />
Notes
Notes<br />
105
Germany<br />
Headquarters<br />
Australia<br />
Austria<br />
Belgium<br />
Brazil<br />
Bulgaria<br />
China<br />
Czech<br />
Republic<br />
Denmark<br />
France<br />
Greece<br />
Hungary<br />
India<br />
Ireland<br />
ROTHENBERGER Worldwide<br />
ROTHENBERGER AG<br />
Industriestraße 7 • D-65779 Kelkheim/Germany<br />
Tel. + 49 (0) 61 95 / 800 - 1 • Fax + 49 (0) 61 95 / 7 44 22<br />
verkauf@rothenberger.com • www.rothenberger.com<br />
ROTHENBERGER Produktion GmbH<br />
Lilienthalstraße 71 - 87 • D-37235 Hessisch-Lichtenau<br />
Tel. + 49 (0) 56 02 / 93 94 - 0 • Fax + 49 (0) 56 02 / 93 94 36<br />
ROTHENBERGER Werkzeuge GmbH<br />
Industriestraße 7 • D-65779 Kelkheim/Germany<br />
Tel. + 49 (0) 61 95 / 800 - 1 • Fax + 49 (0) 61 95 / 7 44 22<br />
verkauf@rothenberger.com<br />
ROTHENBERGER Australia Pty. Ltd.<br />
Unit 12 • 5 Hudson Avenue • Castle Hill • N.S.W. 2154<br />
Tel. + 61 2 / 98 99 75 77 • Fax + 61 2 / 98 99 76 77<br />
rothenberger@rothenberger.com.au<br />
www.rothenberger.com.au<br />
ROTHENBERGER Werkzeuge- und Maschinen<br />
Handelsgesellschaft m.b.H.<br />
Gewerbeparkstraße 9 • A-5081 Anif near Salzburg<br />
Tel. + 43 (0) 62 46 / 7 20 91-45 • Fax + 43 (0) 62 46 / 7 20 91-15<br />
office@rothenberger.at • www.rothenberger.at<br />
ROTHENBERGER Benelux bvba<br />
Antwerpsesteenweg 59 • B-2630 Aartselaar<br />
Tel. + 32 (0) 3 / 8 77 22 77 • Fax + 32 (0) 3 / 8 77 03 94<br />
info@rothenberger.be<br />
ROTHENBERGER do Brasil Ltda.<br />
Rua marinho de Carvalho, No. 72 - Vila Marina<br />
09921-005 Diadema - Sao Paulo - Brazil<br />
Tel. + 55 11 / 40 44 47-48 • Fax + 55 11 / 40 44 50-51<br />
vendas@rothenberger.com.br • www.rothenberger.com.br<br />
ROTHENBERGER Bulgaria GmbH<br />
Boul. Sitniakovo 79 • BG-1111 Sofia<br />
Tel. + 35 9 / 2 9 46 14 59 • Fax + 35 9/ 2 9 46 12 05<br />
info@rothenberger.bg • www.rothenberger.bg<br />
SHANGHAI ROTHENBERGER I/E CO., LTD<br />
No. 199 Jiugan Road, Sijing Town,<br />
Songjiang District, Shanghai, (201601) China<br />
Tel. + 86 21 / 57 61 76 88 • + 86 21 / 57 61 79 59<br />
Fax + 86 21 / 57 62 60 62 •office@rothenberger.cn<br />
ROTHENBERGER CZ, náøadí a stroje, spol. s.r.o.<br />
Vinohradská 100 (1710) • CZ-130 00 Praha 3<br />
Tel. + 42 02 / 71 73 01 83 • Fax + 42 02 / 67 31 01 87<br />
info@rothenberger.cz • www.rothenberger.cz<br />
ROTHENBERGER Scandinavia A/S<br />
Fåborgvej 8 • DK-9220 Aalborg Øst<br />
Tel. + 45 98 / 15 75 66 • Fax + 45 98 / 15 68 23<br />
roscan@rothenberger.dk<br />
ROTHENBERGER France S.A.<br />
24, rue des Drapiers, BP 45033 • F-57071 Metz Cedex 3<br />
Tel. + 33 3 / 87 74 92 92 • Fax + 33 3 / 87 74 94 03<br />
info-fr@rothenberger.com<br />
ROTHENBERGER Hellas S.A.<br />
249 Syngrou Avenue • GR-171 22 Nea Smyrni, Athens<br />
Tel. + 30 210 / 94 07 302 • Fax + 30 210 / 94 07 322<br />
ro-he@otenet.gr<br />
ROTHENBERGER Hungary Kft.<br />
Gubacsi út 26 • H-1097 Budapest<br />
Tel. + 36 1 / 3 47 - 50 40 • Fax + 36 1 / 3 47 - 50 59<br />
mail@rothenberger.hu<br />
ROTHENBERGER India Private Limited<br />
B-1/D-5,Ground Floor<br />
Mohan Cooperative Industrial Estate,<br />
Mathura Road, New Delhi 110044<br />
Tel. + 91 11 / 51 69 90 40, 51 69 90 50 • Fax + 91 11 / 51 69 90 30<br />
contactus@rothenbergerindia.com<br />
ROTHENBERGER Ireland Ltd.<br />
Bay N. 119, Shannon Industrial Estate<br />
IRL-Shannon, Co. Clare<br />
Tel. + 35 3 61 / 47 21 88 • Fax + 35 3 61 / 47 24 36<br />
rothenb@iol.ie<br />
Italy<br />
Japan<br />
Mexico<br />
Netherlands<br />
Poland<br />
Portugal<br />
Singapore<br />
South Africa<br />
Spain<br />
Switzerland<br />
Turkey<br />
UK<br />
USA<br />
Russia<br />
ROTHENBERGER Italiana s.r.l.<br />
Via Reiss Romoli 17/19 • I-20019 Settimo Milanese<br />
Tel. + 39 02 / 33 50 601 • Fax + 39 02 / 33 50 0151<br />
rothenberger@rothenberger.it • www.rothenberger.it<br />
ROTHENBERGER Japan CO. Ltd.<br />
Shin Yokohama Dani Center • Bldg. 10F<br />
3-19-5 Shin Yokohama, Kohoku-Ku<br />
222-0033 Yokohama Japan<br />
Tel. + 81 45 / 47 10 961 • Fax + 81 45 / 47 29 845<br />
Rothenberger S.A. Sucursal México<br />
Bosques de Duraznos No. 69-1006<br />
Col. Bosques de las Lomas • México D.F. 11700<br />
Tel. + 52 55 / 55 96 - 84 98<br />
Fax + 52 55 / 26 34 - 25 55<br />
ROTHENBERGER Nederland bv<br />
Postbus 45 • NL-5120 AA Rijen<br />
Tel. + 31 (0) 1 61 / 29 35 79 • Fax + 31 (0) 1 61 / 29 39 08<br />
info@rothenberger.nl • www.rothenberger.nl<br />
ROTHENBERGER Polska Sp.z.o.o.<br />
ul. Cyklamenów 1 • PL-04-798 Warszawa<br />
Tel. + 48 22 / 6 12 77 01 • Fax + 48 22 / 6 12 72 95<br />
biuro@rothenberger.pl • www.rothenberger.pl<br />
SUPER-EGO TOOLS FERRAMENTAS, S.A.<br />
Apartado 62 - 2894-909 Alcochete - PORTUGAL<br />
Tel. + 3 51 / 91 930 64 00 • Fax + 3 51 / 21 234 03 94<br />
sul.pt@rothenberger.es<br />
ROTHENBERGER TOOLS (FE) PTE LTD<br />
147 Thyrwhitt Road<br />
Singapore 207561<br />
Tel. + 65 / 6296 - 2031 • Fax + 65 / 6296 - 4031<br />
rfareast@singnet.com.sg • www.rothenberger.com.sg<br />
ROTHENBERGER-TOOLS SA (PTY) Ltd.<br />
P.O. Box 4360 • Edenvale 1610<br />
165 Vanderbijl Street, Meadowdale Germiston<br />
Gauteng (Johannesburg), South Africa<br />
Tel. + 27 11 / 3 72 96 33 • Fax + 27 11 / 3 72 96 32<br />
info@rothenberger-tools.co.za<br />
ROTHENBERGER S.A.<br />
Ctra. Durango-Elorrio, Km 2 • E-48220 Abadiano (Vizcaya)<br />
(P.O. Box) 117 • E-48200 Durango (Vizcaya)<br />
Tel. + 34 94 / 6 21 01 00 • Fax + 34 94 / 6 21 01 31<br />
export@rothenberger.es • www.rothenberger.es<br />
ROTHENBERGER Schweiz AG<br />
Herostr. 9 • CH-8048 Zürich<br />
Tel. + 41 (0) 44 / 435 30 30 • Fax + 41 (0) 44 / 401 06 08<br />
info@rothenberger-werkzeuge.ch<br />
ROTHENBERGER Tes. Alet ve Mak. San. Tic. Ltd. Sti.<br />
Poyraz Sok. No.: 20/3 - Detay Is Merkezi<br />
TR-34722 Kadiköy-Istanbul<br />
Tel. + 90 / 216 449 24 85 pbx • Fax + 90 / 216 449 24 87<br />
rothenberger@rothenberger.com.tr<br />
ROTHENBERGER UK Limited<br />
2, Kingsthorne Park, Henson Way,<br />
Kettering • GB-Northants NN16 8PX<br />
Tel. + 44 15 36 / 31 03 00 • Fax + 44 15 36 / 31 06 00<br />
info@rothenberger.co.uk<br />
ROTHENBERGER USA LLC<br />
4455 Boeing Drive, USA-Rockford, IL 61109<br />
Tel. + 1 / 8 15 3 97 70 70 • Fax + 1 / 8 15 3 97 82 89<br />
www.rothenberger-usa.com<br />
ROTHENBERGER USA Inc.<br />
Western Regional Office • USA-955 Monterey Pass Road<br />
Monterey Park, CA 91754<br />
Tel. + 13 23 / 2 68 13 81 • Fax + 13 23 / 26 04 97<br />
ROTHENBERGER Agency<br />
OLMAX<br />
2-y Verkhny Mikhailovsky pr-d, 9 build.2<br />
115419 Moscow<br />
Tel. + 7 / 09 57 92 59 44 Fax + 7 / 09 57 92 59 46<br />
olmax@olmax.ru • www.olmax.ru<br />
L8.8613/03.06/F&E<br />
Service Hotline +49 (0) 61 95 / 800 - 638<br />
- 290 / -226<br />
www.rothenberger.com