C4_Corrige_ESPT - CNR - SM
C4_Corrige_ESPT - CNR - SM
C4_Corrige_ESPT - CNR - SM

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
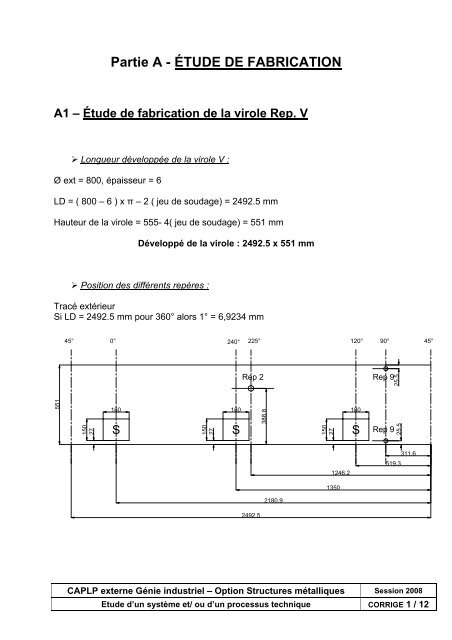
Partie A - ÉTUDE DE FABRICATION<br />
A1 – Étude de fabrication de la virole Rep. V<br />
‣ Longueur développée de la virole V :<br />
Ø ext = 800, épaisseur = 6<br />
LD = ( 800 – 6 ) x π – 2 ( jeu de soudage) = 2492.5 mm<br />
Hauteur de la virole = 555- 4( jeu de soudage) = 551 mm<br />
Développé de la virole : 2492.5 x 551 mm<br />
‣ Position des différents repères :<br />
Tracé extérieur<br />
Si LD = 2492.5 mm pour 360° alors 1° = 6,9234 mm<br />
45° 0° 240°<br />
225°<br />
120°<br />
90° 45°<br />
Rep 2<br />
Rep 9<br />
25.5<br />
551<br />
150<br />
27<br />
180<br />
S<br />
150<br />
27<br />
180<br />
S<br />
388.8<br />
150<br />
27<br />
180<br />
S Rep 9<br />
25.5<br />
311.6<br />
519.3<br />
1246.2<br />
1350<br />
2180.9<br />
2492.5<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 1 / 12
‣ Vérification du volume :<br />
Sachant que 1 m 3 = 1000 litres<br />
Volume de la virole :<br />
Ø int = 800 – 12 = 788<br />
H = 555<br />
V = π x 0.788² x 0.555 = 0.270 m 3 = 270 litres<br />
4<br />
Volume du fond :<br />
Fond elliptique Ø 800, ep 8<br />
V = 69.5 litres<br />
Volume total :<br />
V = 270 + 69.5 x 2 = 409 litres<br />
409 litres > 400litres, le volume du réservoir est vérifié.<br />
‣ Masse de la virole :<br />
Dimensions de la virole : 2492.5 x 551 x 6<br />
Masse volumique de l’acier : 7.85<br />
Masse de la virole = 2.4925 x 0.551 x 0.006 x 7.85<br />
Masse de la virole = 64.7 kg<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 2 / 12
‣ Manutention et roulage :<br />
Hypothèse : on considère que les machines et les moyens de manutention ( pont,<br />
pince, ventouses…) sont aux normes et en bon état.<br />
Opération /<br />
phase<br />
Approvisionner<br />
la cisaille<br />
Chanfreinage<br />
Si chanfreinage<br />
à la meuleuse<br />
roulage<br />
Risques Moyens de prévention Type de<br />
prévention<br />
- chute de la - balisage de la zone<br />
pièce<br />
de travail du pont Collective<br />
- balan de la - utilisation de pinces<br />
charge sur le<br />
adaptées<br />
pont<br />
- formation de<br />
l’opérateur<br />
Individuelle<br />
- EPI adaptés (casque<br />
- risques liés à la<br />
manutention<br />
- chute de la<br />
pièce<br />
- risques de<br />
projection des<br />
particules<br />
- risques liés au<br />
mouvement de<br />
la pièce et à sa<br />
géométrie<br />
changeante<br />
- risques liés à la<br />
manutention<br />
lors de la sortie<br />
des rouleaux<br />
gants….)<br />
- plan de travail stable<br />
et à hauteur<br />
- EPI adaptés<br />
- pont roulant et<br />
supports spécifiques<br />
réglables sur la<br />
rouleuse<br />
- balisage de la zone<br />
de translation de la<br />
tôle<br />
- EPI adaptés<br />
- Formation de<br />
l’opérateur<br />
Individuelle<br />
A la<br />
conception<br />
Collective<br />
Individuelle<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 3 / 12
A2 – Étude du débit des cornières du support Rep. S<br />
Voir DR1/11<br />
A3 – Fabrication des anneaux de levage Rep. AL<br />
‣ Procédé de conformation :<br />
Ø 60<br />
MISE EN FORME A CHAUD SUR<br />
MONTAGE<br />
rond Ø 12<br />
- débit<br />
- chauffe<br />
- mise en position sur le montage<br />
- cintrage à l’aide d’une pince<br />
- évacuation<br />
140<br />
42<br />
70<br />
‣ Longueur de débit :<br />
LD= 70 + (60 + 12 ) x π + 70<br />
LD = 366.2 mm<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 4 / 12
A4 – Cintrage du tube Rep. 2<br />
42<br />
442.8<br />
57.2<br />
R163<br />
694.3<br />
694.3 -57.2 - 42 = 595.1<br />
45°<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 5 / 12
‣ Longueur développée :<br />
LD= (442.8 – 163 ) + ( π x 163 ) + 595.1 – 163<br />
2<br />
LD = 976.9 mm<br />
‣ Mise en position :<br />
Hypothèse : cote A = 35<br />
Cm = cote désirée – A = 442.8 – 35 = 407.8 mm<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 6 / 12
A5 – Pliage de la plaque signalétique Rep. PS<br />
‣ Valeur de la cote X :<br />
120<br />
77,78<br />
91,92<br />
55<br />
383<br />
400<br />
393.1<br />
929<br />
Ø ext 800<br />
155<br />
X = 929 – 91.92 – 383 – 393.1<br />
X = 60.98 mm<br />
X = 61 mm<br />
‣ Mise en position :<br />
Voir DR 3/11<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 7 / 12
A6 - Support S : assemblage platine / cornière<br />
1<br />
4<br />
2<br />
3<br />
5<br />
4' - 5'<br />
6'<br />
6<br />
3' 1' - 2'<br />
4'<br />
1 - 2<br />
1'<br />
3<br />
5'<br />
3'<br />
6<br />
4 - 5<br />
2'<br />
6'<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 8 / 12
A7 – Assemblage de tous les éléments du réservoir<br />
Voir DR 5/11<br />
A8 - Les cotes impératives<br />
‣ Repère 9 sur la virole :<br />
67 500<br />
Cotes mises en position lorsque la virole est installée sur le vireur en utilisant des<br />
cales et un niveau.<br />
‣ Repère 2 sur le corps :<br />
896<br />
Cote mise en position lors de l’assemblage du réservoir sur ses 3 supports en veillant<br />
a conserver la verticalité du réservoir.<br />
Partie B - TRAÇAGE<br />
Voir documents réponse DR6/11, 7/11, 8/11<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 9 / 12
Partie C - MÉTALLURGIE<br />
C1 - Assemblage support réservoir Rep. S<br />
Taux de dilution : 40%<br />
On suppose : la surface diluée de la cornière = surface diluée de la fourrure<br />
Calcul des équivalents chrome et nickel<br />
Désignation Cr eq Ni eq<br />
Fourrure F X2 CrNi 17.12.2 20.5 12.85<br />
Cornière S 235JR 0.41 3.3<br />
1 FLAMINOX 25 15.45<br />
2 RCN 29.10 30.75 16.3<br />
3 RCN 308L 20.275 11.24<br />
4 RCN 25.20 28.125 24.85<br />
Point M<br />
Voir DR 9/11<br />
Choix de l’électrode :<br />
Le taux de ferrite de la soudure doit être compris entre 10 et 3%. Les électrodes<br />
FLAMINOX (N°1) et SAFINOX 29.10 (N°2) conviennent cependant l’électrode<br />
FLAMINOX (N°1) sera choisi (4% de ferrite), insensible à la fissuration à chaud et<br />
moins onéreuse que la N°2, cette dernière étant plus alliée.<br />
C2 - Assemblage piquage A / fond<br />
‣ Préparation des bords : DR10/11<br />
Ø114.3<br />
60°<br />
piquage A<br />
6.02<br />
ep 8<br />
fond<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 10 / 12
‣ DMOS DR 11/11<br />
Descriptif de mode opératoire de soudage du constructeur ou du fabricant (DMOS)<br />
Lieu :......................................................................<br />
DMOS référence N° :.............................................<br />
PV-QMOS N° : ......................................................<br />
Constructeur ou fabricant : ....................................<br />
Nom du soudeur : .................................................<br />
Procédé de soudage : ..........................................<br />
Type de joint : .......................................................<br />
Détails de préparation de joint : ...........................<br />
Schéma de préparation<br />
EXAMINATEUR OU ORGANI<strong>SM</strong>E D ' INSPECTION: ............<br />
..................................................................................................<br />
Méthode de préparation et nettoyage :.....................................<br />
..................................................................................................<br />
Spécification matériau de base : ..............................................<br />
Epaisseur du matériau de base :..............................................<br />
Diamètre du matériau de base : ..............................................<br />
Position de soudage : ..............................................................<br />
Disposition des passes<br />
ep ep 8 8<br />
60°<br />
60°<br />
6.02<br />
6.02<br />
2<br />
1<br />
2<br />
2<br />
2<br />
Paramètres de soudage:<br />
Passe<br />
N°<br />
Procédé<br />
Dimension<br />
métal d'apport<br />
Courant<br />
A<br />
Voltage<br />
V<br />
Type de courant<br />
Polarité<br />
Alimentation en fil<br />
Vitesse d'avance<br />
Energie de soudage<br />
1<br />
2<br />
131<br />
131<br />
Métal d' apport codification :..............................................<br />
marque et type: .......................................<br />
Reprise spéciale ou séchage: ..........................................<br />
Gaz de protection/flux :endroit :........................................<br />
envers: .........................................<br />
Débit de gaz endroit : ........................................<br />
envers : .......................................<br />
Type d' électrode de tungstène/dimension : .....................<br />
Détails de gougeage ou du support envers : ....................<br />
Température de préchauffage : ........................................<br />
Température entre passes : .............................................<br />
Autres informations :..................................................<br />
...................................................................................<br />
par ex : balayage (largeur minimale ) oscillation :......<br />
...................................................................................<br />
*Fréquence , temporisation :.....................................<br />
*Soudage pulsé détails : ..........................................<br />
*Distance de maintien : ............................................<br />
*Détail du plasma : ..................................................<br />
*Angle de torche : ....................................................<br />
Traitement thermique après soudage ou vieillissement:...............................................................................................................<br />
Temps ,Température ,Méthode : ..................................................................................................................................................<br />
Vitesses de montée en température et de refroidissement:..........................................................................................................<br />
L 'assemblage de qualification décrit ci-dessus a été soudé en présence de : ............................................................................<br />
Constructeur ou fabricant<br />
Nom, date et signature :<br />
Examinateur ou organisme d 'inspection<br />
Nom ,date et signature:<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 11 / 12
‣ Qualification soudeur :<br />
EN 287-1 , 131 , T, FW , W11 , S , ; t6 , D100 , PB , ssnb<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique CORRIGE 12 / 12
GAMME DE FABRICATION<br />
CLIENT •<br />
DESSIN DE FABRICATION N°:<br />
DOSSIERN°:<br />
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1<br />
OBJET •<br />
ENSEMBLE:<br />
Réservoir<br />
SOUS-ENSEMBLE•<br />
ELEMENT N° •<br />
DESIGNATION<br />
MATIERE<br />
NOMBRED'ELEMENTS<br />
Repère<br />
P h W h O p<br />
Désignation<br />
Tôle ép 4<br />
1 1 1 1 1 1 1 1 1 1 1 1 I I I I I I I I I I I 1 1 1 1 1 1 I I<br />
Croquis et Montage d'usinage<br />
261,2<br />
Contrôle<br />
des<br />
cotes<br />
Temps<br />
T.p. T.r. T.m.<br />
261,2<br />
57,2<br />
Cm2 = 57,2<br />
G n , 5•;35<br />
CA/PLPGENIEINDUSTRIEL<br />
OPTIONSTRUCTURE<strong>SM</strong>ETALLIQUES<br />
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1<br />
Session2008<br />
DR3/11
y2<br />
CA/PLP Genie Industriel<br />
Structures Metalliques<br />
EPURE DE LA PLAQUE DE FERMETURE<br />
DR 6/11<br />
70,53°<br />
a'<br />
Le second changement de plan<br />
parallèle aux faces de la plaque<br />
permet de la voir en vraie grandeur<br />
y3<br />
y1<br />
45°<br />
60°<br />
ANGLE DE<br />
COUPE<br />
Le troisième changement de plan<br />
permet de voir l'angle d'usinage du<br />
chanfrein en vraie grandeur par vue en<br />
bout de l'arête du dièdre formé par les<br />
faces concernées<br />
Le premier changement de<br />
plan pemet de voir le plan<br />
de la platine en raccourci<br />
total : on voit donc<br />
l'épaisseur de la plaque de<br />
fermeture<br />
45°<br />
a<br />
R142,81
CALCUL PLAQUE DE FERMETURE<br />
Z<br />
Nature de la courbe de raccordement viroleplaque,<br />
et calcul de ses dimensions<br />
caractéristiques :<br />
Il s’agit d’une ellipse résultant de l’intersection<br />
d’un plan (face inférieure de la plaque) avec un<br />
cylindre<br />
45°<br />
1<br />
45°<br />
X<br />
Y<br />
Y<br />
Calcul de l’angle AB-AC et de l’angle de coupe :<br />
Il suffit de calculer l’angle des vecteurs AB et<br />
AC.<br />
Il nous faut déterminer d’abord les<br />
coordonnées des vecteurs dans un repère<br />
OXYZ .<br />
L’angle de deux vecteurs est indépendant de la<br />
NORME (la longueur) de chacun des vecteurs.<br />
Dans ce cas particulier, les vecteurs sont<br />
définis par leurs projections et les angles de<br />
ces projections avec les directions du repère<br />
orthonormé. Commençons par le vecteur AC. Il<br />
nous suffit de se fixer la coordonnée yac par<br />
exemple en lui donnant la valeur la plus simple,<br />
donc 1. Si la projection Horizontale de l’angle<br />
est 45° (c’est le cas car la cornière est<br />
verticale), la coordonnée xac = yac =1. Il en<br />
est de même pour zac (même raisonnement).<br />
Donc le vecteur AC a comme coordonnées :<br />
AC ( 1 , 1 , 1 ). AB a les mêmes coordonnées<br />
mais avec xab = -1.<br />
AB ( -1 , 1 , 1 )<br />
cosθ =<br />
XX’+YY’+ZZ’ = -1+1+1<br />
||V1|| * ||V2|| (1+1+1)² (1+1+1)²<br />
*<br />
soit cosθ = 1 donc θ = 70,53°<br />
3<br />
CAPLP externe Génie industriel – Option Structures métalliques Session 2008<br />
Etude d’un système et/ ou d’un processus technique DR 7/11