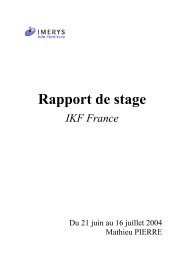
III.3Mesure du courant pour l’insolation <strong>de</strong> la résine et intérêt <strong>de</strong>s tests <strong>de</strong>doseNous travaillons dans le cas présent avec une résine électrosensible, pour laquelle nous connaissonsla dose d’insolation nécessaire (en µC.cm −2 ) ou tout du moins avons une bonne estimation <strong>de</strong> cette<strong>de</strong>rnière 7 .Lithographie optique UV Lithographie électroniqueType <strong>de</strong> résine Sensible aux UV ElectrosensibleUnité <strong>de</strong> la dose mJ.cm −2 µC.cm −2Calcul du temps d’exposition t dwellUV = DoseP surfaciquet dwelle −= Dose×Stepsize2I courantDoses <strong>de</strong>s résines utilisées en <strong>TP</strong> D 1 = 40 mJ.cm −2 D 2 = 175 C.cm −2 à 20 keVParamètres mesurés P surfacique = 11, 2 mW.cm −2 I courant = 139, 6 pATemps d’exposition 3,7 s pour le wafer 125 ps/step(> 13 h wafer 2 pouces)La mesure du courant donne une valeur I courant = 139, 6 pA (avec un diaphragme <strong>de</strong> 20 µm et unetension V acc <strong>de</strong> 20 kV).Bien que nous ayons un ordre <strong>de</strong> gran<strong>de</strong>ur <strong>de</strong> la dose nécessaire pour insoler un échantillon, nouscherchons à déterminer en quoi la qualité <strong>de</strong> la lithographie dépend <strong>de</strong> la forme ou <strong>de</strong> la taille <strong>de</strong>sstructures. De plus, nous savons que la dose dépend également du type <strong>de</strong> substrat utilisé, notammentà cause <strong>de</strong>s électrons rétrodiffusés par le substrat, comme l’illustre la Figure 6 <strong>de</strong> la présente page (onparle d’effets <strong>de</strong> proximité).Figure 6 – Principe <strong>de</strong> la surinsolationdue aux effets <strong>de</strong> proximité.Ainsi, nous effectuerons au cours ce <strong>TP</strong> ce que l’on appelle un test <strong>de</strong> dose, qui consiste à insolerplusieurs fois <strong>de</strong>s motifs correspondant normalement à <strong>de</strong>s motifs qui seraient à réaliser par la suite pourle circuit que nous voudrions imprimer (ce qui ne sera pas effectué durant ce <strong>TP</strong>), le tout avec différentesdoses d’énergie déposée.Pour les besoins du <strong>TP</strong>, nous nous contenterons pour ce test <strong>de</strong> dose d’insoler <strong>de</strong>s ronds et triangles<strong>de</strong> différentes tailles avec différentes doses (i.e. différents temps d’insolation), afin <strong>de</strong> déterminer la dosela plus adaptée et <strong>de</strong> voir les défauts engendrés par un mauvais dosage.Afin <strong>de</strong> ne pas trop tâtonner quant à l’ordre <strong>de</strong> gran<strong>de</strong>ur <strong>de</strong> la dose d’énergie à apporter, nouspartirons d’une valeur connue pour fonctionner décemment D 2 = 175 µC.cm −2 (pour V acc = 20 kV ) 8 .Nous insolerons donc une vingtaine <strong>de</strong> fois chaque type <strong>de</strong> motifs, avec <strong>de</strong>s doses allant <strong>de</strong> 0, 1 × D 2 à2 × D 2 .7. Au moins pour espérer ne pas trop tâtonner lors d’un test <strong>de</strong> dose.8. Une nouvelle fois, cette <strong>de</strong>rnière valeur est tirée <strong>de</strong> l’expérience <strong>de</strong> l’opérateur7
III.4Type <strong>de</strong> substrat à utiliserIl est important pour <strong>de</strong> bons résultats <strong>de</strong> lithographie électronique que le substrat soit conducteur. Eneffet, dans le cas d’un substrat isolant, les électrons projetés par le canon à effet <strong>de</strong> champ s’accumulentau niveau du substrat, et réinsolent la résine par en <strong>de</strong>ssous, ce qui provoque donc une surinsolation <strong>de</strong>smotifs entraînant une mauvaise résolution.Par ailleurs, il ne faut pas non plus que les charges puissent s’accumuler dans le matériau, au point<strong>de</strong> défléchir voire repousser les nouvelles charges, ce qui nécessite une nouvelle fois l’usage d’un substratconducteur.Dans le cas présent, le substrat est en silicium, qui est un semi-conducteur couramment utilisé dansl’industrie électronique, à la conductivité suffisamment élevée.III.5Calibration du champ d’écritureUne autre source <strong>de</strong> défauts dans l’insolation vient d’une contrainte technologique. En effet, il setrouve que le champ d’écriture est rarement suffisamment grand pour ne pas nécessiter d’être déplacéau cours <strong>de</strong> l’insolation. Se pose alors le problème <strong>de</strong>s raccords <strong>de</strong> champ : il ne faut pas insoler <strong>de</strong>uxfois une portion <strong>de</strong> la résine, ni « oublier » certaines zones. C’est-à-dire que les différentes itérations duchamp d’écriture doivent être alignées avec une précision <strong>de</strong> l’ordre du step size, donc typiquement 10 à20 nm !Or, rien qu’avec un grandissement ×1000, nous travaillons avec un champ d’écriture faisant environ100 µm <strong>de</strong> côté. Lorsque l’on sait que la précision typique d’un moteur pas à pas est <strong>de</strong> l’ordre dumicromètre voire du dixième <strong>de</strong> micromètre, on mesure l’ampleur du défi. Cependant, nous allons voirque ce n’est pas la raison première <strong>de</strong>s problèmes évoqués.Il faut bien comprendre que même avec une platine extrêmement précise, le problème <strong>de</strong>meure entier :nous ne pourrons jamais être certains <strong>de</strong>s dimensions du champ d’écriture. Ne serait-ce qu’en raison <strong>de</strong>sfluctuations <strong>de</strong>s caractéristiques <strong>de</strong> l’optique électronique avec les conditions extérieure. Or rien qu’avec<strong>de</strong>s variations d’aire du champ d’écriture <strong>de</strong> l’ordre <strong>de</strong> 0,01 %, <strong>de</strong>s problèmes importants <strong>de</strong> raccords <strong>de</strong>champ sont rencontrés 9 .Quelques exemples <strong>de</strong> problèmes liés aux raccords <strong>de</strong> champ sont illustrés sur la Figure 7 <strong>de</strong> la présentepage. Ces difficultés se rencontrent typiquement lorsque l’on cherche à insoler <strong>de</strong>s motifs présentantà la fois <strong>de</strong> faibles dimensions selon au moins une direction (nécessité d’un positionnement précis) et <strong>de</strong>gran<strong>de</strong>s dimensions selon au moins une autre direction (nécessité <strong>de</strong> déplacer le champ d’écriture).(a) Cas où le champ d’écriture est plus petitque prévu : <strong>de</strong>s zones ne sont pas insoléesentre les différentes positions duchamp, ce qui peut par exemple entraînerl’interruption <strong>de</strong> certaines pistes.(b) Cas où le champ d’écriture est plusgrand que prévu : <strong>de</strong>s portions <strong>de</strong> zonessont insolées plusieurs fois et certainespistes peuvent être interrompues oubien au contraire se chevaucher.Figure 7 – Exemple <strong>de</strong> problèmes pouvant se poser lorsque le champ d’écriture n’a pasexactement les dimensions attendues : les raccords <strong>de</strong> champ ne sont pas tels qu’espérés.Pour pallier à cette difficulté, il est possible d’envisager la mise en place d’une étape <strong>de</strong> calibrationdu champ d’écriture, servant à estimer le plus précisément possible les dimensions réelles du champd’écriture et éviter ainsi les problèmes <strong>de</strong> raccords <strong>de</strong> champ évoqués précé<strong>de</strong>mment.Pour ce faire, nous procédons comme suit, en supposant le mouvement <strong>de</strong> la platine est suffisammentprécis :9. Il s’agit-là du principal problème, <strong>de</strong>s fluctuations <strong>de</strong>s dimensions <strong>de</strong>s motifs <strong>de</strong> l’ordre <strong>de</strong> 0,1 % étant par ailleurs apriori tout à fait acceptables.8