

Presentazione delle resine - EVAL
Presentazione delle resine - EVAL
Presentazione delle resine - EVAL

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
12<br />
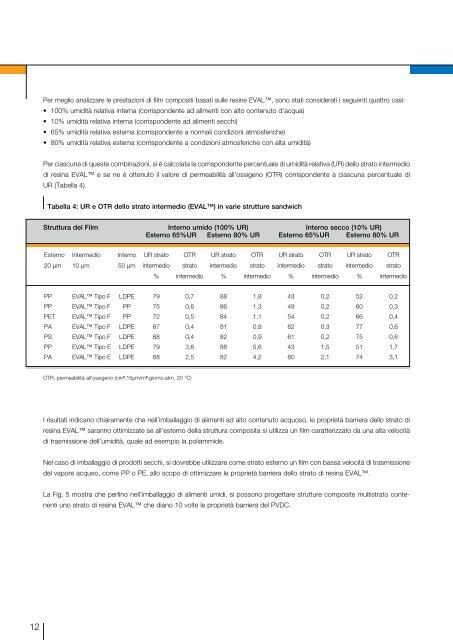
Per meglio analizzare le prestazioni di film compositi basati sulle <strong>resine</strong> <strong>EVAL</strong>, sono stati considerati i seguenti quattro casi:<br />
• 100% umidità relativa interna (corrispondente ad alimenti con alto contenuto d’acqua)<br />
• 10% umidità relativa interna (corrispondente ad alimenti secchi)<br />
• 65% umidità relativa esterna (corrispondente a normali condizioni atmosferiche)<br />
• 80% umidità relativa esterna (corrispondente a condizioni atmosferiche con alta umidità)<br />
Per ciascuna di queste combinazioni, si è calcolata la corrispondente percentuale di umidità relativa (UR) dello strato intermedio<br />
di resina <strong>EVAL</strong> e se ne è ottenuto il valore di permeabilità all’ossigeno (OTR) corrispondente a ciascuna percentuale di<br />
UR (Tabella 4).<br />
Tabella 4: UR e OTR dello strato intermedio (<strong>EVAL</strong>) in varie strutture sandwich<br />
Struttura del Film Interno umido (100% UR) Interno secco (10% UR)<br />
Esterno 65%UR Esterno 80% UR Esterno 65%UR Esterno 80% UR<br />
Esterno<br />
20 µm<br />
Intermedio<br />
10 µm<br />
Interno<br />
50 µm<br />
UR strato<br />
intermedio<br />
%<br />
OTR<br />
strato<br />
intermedio<br />
OTR: permeabilità all’ossigeno (cm³.15µm/m².giorno.atm, 20 °C)<br />
UR strato<br />
intermedio<br />
%<br />
OTR<br />
strato<br />
intermedio<br />
UR strato<br />
intermedio<br />
%<br />
OTR<br />
strato<br />
intermedio<br />
UR strato<br />
intermedio<br />
%<br />
OTR<br />
strato<br />
intermedio<br />
PP <strong>EVAL</strong> Tipo F LDPE 79 0,7 88 1,8 43 0,2 52 0,2<br />
PP <strong>EVAL</strong> Tipo F PP 75 0,6 86 1,3 49 0,2 60 0,3<br />
PET <strong>EVAL</strong> Tipo F PP 72 0,5 84 1,1 54 0,2 66 0,4<br />
PA <strong>EVAL</strong> Tipo F LDPE 67 0,4 81 0,8 62 0,3 77 0,6<br />
PS <strong>EVAL</strong> Tipo F LDPE 68 0,4 82 0,9 61 0,2 75 0,6<br />
PP <strong>EVAL</strong> Tipo E LDPE 79 3,6 88 5,6 43 1,5 51 1,7<br />
PA <strong>EVAL</strong> Tipo E LDPE 68 2,5 82 4,2 60 2,1 74 3,1<br />
I risultati indicano chiaramente che nell’imballaggio di alimenti ad alto contenuto acquoso, le proprietà barriera dello strato di<br />
resina <strong>EVAL</strong> saranno ottimizzate se all’esterno della struttura composita si utilizza un film caratterizzato da una alta velocità<br />
di trasmissione dell’umidità, quale ad esempio la poliammide.<br />
Nel caso di imballaggio di prodotti secchi, si dovrebbe utilizzare come strato esterno un film con bassa velocità di trasmissione<br />
del vapore acqueo, come PP o PE, allo scopo di ottimizzare le proprietà barriera dello strato di resina <strong>EVAL</strong>.<br />
La Fig. 5 mostra che perfino nell’imballaggio di alimenti umidi, si possono progettare strutture composite multistrato contenenti<br />
uno strato di resina <strong>EVAL</strong> che diano 10 volte le proprietà barriera del PVDC.


