

Presentazione delle resine - EVAL
Presentazione delle resine - EVAL
Presentazione delle resine - EVAL

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
22<br />
Trafile<br />
Le <strong>resine</strong> <strong>EVAL</strong> possono essere utilizzate su normali teste di estrusione dotate di blocco di coestrusione. Non sono<br />
necessarie teste speciali, anche se bisogna assicurarsi che i canali di flusso siano profilati per quanto possibile, specialmente<br />
in presenza di teste di estrusione dal disegno complicato (es. linee di produzione di film in bolla) che potrebbero presentare<br />
un numero maggiore di punti morti e tempi di residenza prolungati. Come menzionato per l’adattatore e per il canale del fuso,<br />
si consiglia di effettuare la cromatura <strong>delle</strong> superfici esposte al fuso di <strong>EVAL</strong>.<br />
Resine <strong>EVAL</strong> del tipo lubrificato<br />
Si raccomanda l’utilizzo di Eval lubrificati del tipo “B” per migliorare la stabilità del flusso della resina nella zona di alimentazione<br />
dell’estrusore, facilitando un output più costante e favorendo un minor consumo energetico.<br />
Temperature di estrusione<br />
Nella lavorazione di un qualsiasi materiale polimerico è importante ottenere una massa omogenea, completamente fusa<br />
e ben miscelata a temperatura uniforme. Inoltre la temperatura deve essere ben controllata allo scopo di minimizzare la<br />
decomposizione termica del polimero in trasformazione. Le <strong>resine</strong> <strong>EVAL</strong> non fanno eccezione a tale regola. I seguenti limiti<br />
minimi e massimi della temperatura di estrusione vanno osservati:<br />
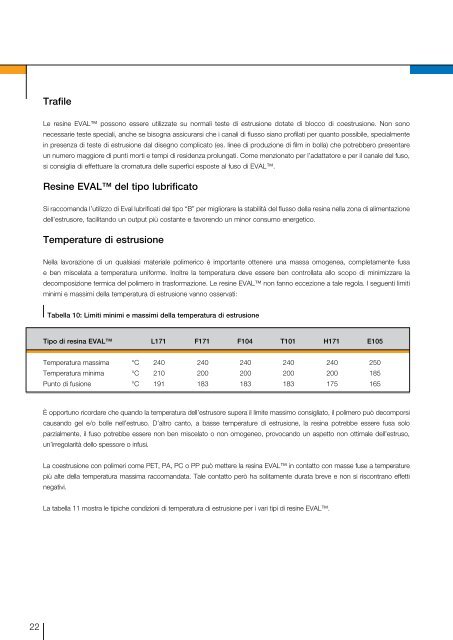
Tabella 10: Limiti minimi e massimi della temperatura di estrusione<br />
Tipo di resina <strong>EVAL</strong> L171 F171 F104 T101 H171 E105<br />
Temperatura massima °C 240 240 240 240 240 250<br />
Temperatura minima °C 210 200 200 200 200 185<br />
Punto di fusione °C 191 183 183 183 175 165<br />
È opportuno ricordare che quando la temperatura dell’estrusore supera il limite massimo consigliato, il polimero può decomporsi<br />
causando gel e/o bolle nell’estruso. D’altro canto, a basse temperature di estrusione, la resina potrebbe essere fusa solo<br />
parzialmente, il fuso potrebbe essere non ben miscelato o non omogeneo, provocando un aspetto non ottimale dell’estruso,<br />
un’irregolarità dello spessore o infusi.<br />
La coestrusione con polimeri come PET, PA, PC o PP può mettere la resina <strong>EVAL</strong> in contatto con masse fuse a temperature<br />
più alte della temperatura massima raccomandata. Tale contatto però ha solitamente durata breve e non si riscontrano effetti<br />
negativi.<br />
La tabella 11 mostra le tipiche condizioni di temperatura di estrusione per i vari tipi di <strong>resine</strong> <strong>EVAL</strong>.


