
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Installation<br />
R<br />
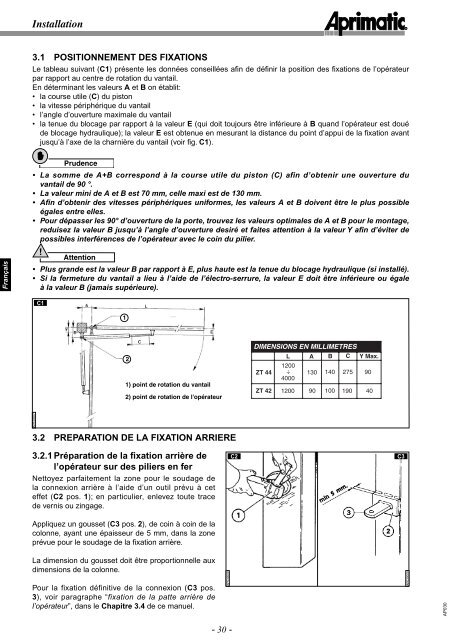
3.1 POSITIONNEMENT DES FIXATIONS<br />
Le tableau suivant (C1) présente les données conseillées afi n de défi nir la position des fi xations de l’opérateur<br />
par rapport au centre de rotation du vantail.<br />
En déterminant les valeurs A et B on établit:<br />
• la course utile (C) du piston<br />
• la vitesse périphérique du vantail<br />
• l’angle d’ouverture maximale du vantail<br />
• la tenue du blocage par rapport à la valeur E (qui doit toujours être inférieure à B quand l’opérateur est doué<br />
de blocage hydraulique); la valeur E est obtenue en mesurant la distance du point d’appui de la fi xation avant<br />
jusqu’à l’axe de la charnière du vantail (voir fi g. C1).<br />
Français<br />
Prudence<br />
• La somme de A+B correspond à la course utile du piston (C) afin d’obtenir une ouverture du<br />
vantail de 90 °.<br />
• La valeur mini de A et B est 70 mm, celle maxi est de 130 mm.<br />
• Afin d’obtenir des vitesses périphériques uniformes, les valeurs A et B doivent être le plus possible<br />
égales entre elles.<br />
• Pour dépasser les 90° d’ouverture de la porte, trouvez les valeurs optimales de A et B pour le montage,<br />
reduisez la valeur B jusqu’à l’angle d’ouverture desiré et faites attention à la valeur Y afin d’éviter de<br />
possibles interférences de l’opérateur avec le coin du pilier.<br />
!<br />
Attention<br />
• Plus grande est la valeur B par rapport à E, plus haute est la tenue du blocage hydraulique (si installé).<br />
• Si la fermeture du vantail a lieu à l’aide de l’électro-serrure, la valeur E doit être inférieure ou égale<br />
à la valeur B (jamais supérieure).<br />
C1<br />
1<br />
2<br />
1) point de rotation du vantail<br />
2) point de rotation de l'opérateur<br />
DIMENSIONS EN MILLIMETRES<br />
L A B C Y Max.<br />
ZT 44<br />
1200<br />
÷ 130 140 275 90<br />
4000<br />
ZT 42 1200 90 100 190 40<br />
AP030007<br />
3.2 PREPARATION DE LA FIXATION ARRIERE<br />
3.2.1 Préparation de la fixation arrière de<br />
l’opérateur sur des piliers en fer<br />
Nettoyez parfaitement la zone pour le soudage de<br />
la connexion arrière à l’aide d’un outil prévu à cet<br />
effet (C2 pos. 1); en particulier, enlevez toute trace<br />
de vernis ou zingage.<br />
Appliquez un gousset (C3 pos. 2), de coin à coin de la<br />
colonne, ayant une épaisseur de 5 mm, dans la zone<br />
prévue pour le soudage de la fi xation arrière.<br />
C2<br />
C3<br />
La dimension du gousset doit être proportionnelle aux<br />
dimensions de la colonne.<br />
Pour la fixation définitive de la connexion (C3 pos.<br />
3), voir paragraphe “fixation de la patte arrière de<br />
l’opérateur”, dans le Chapitre 3.4 de ce manuel.<br />
AP030008<br />
AP030009<br />
AP030<br />
- 30 -