MANUALE DI ISTRUZIONI Tipo B-200/BT200 - Kitagawa Europe
MANUALE DI ISTRUZIONI Tipo B-200/BT200 - Kitagawa Europe
MANUALE DI ISTRUZIONI Tipo B-200/BT200 - Kitagawa Europe
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
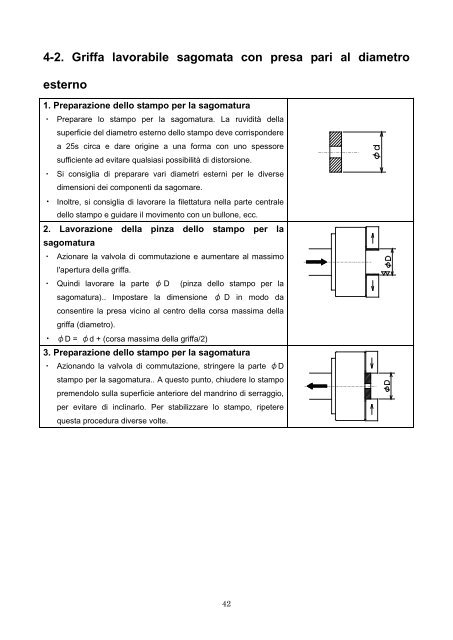
4-2. Griffa lavorabile sagomata con presa pari al diametroesterno1. Preparazione dello stampo per la sagomatura・ Preparare lo stampo per la sagomatura. La ruvidità dellasuperficie del diametro esterno dello stampo deve corrisponderea 25s circa e dare origine a una forma con uno spessoresufficiente ad evitare qualsiasi possibilità di distorsione.・ Si consiglia di preparare vari diametri esterni per le diversedimensioni dei componenti da sagomare.・ Inoltre, si consiglia di lavorare la filettatura nella parte centraledello stampo e guidare il movimento con un bullone, ecc.2. Lavorazione della pinza dello stampo per lasagomatura・ Azionare la valvola di commutazione e aumentare al massimol'apertura della griffa.・ Quindi lavorare la parte φ D (pinza dello stampo per lasagomatura).. Impostare la dimensione φ D in modo daconsentire la presa vicino al centro della corsa massima dellagriffa (diametro).・ φD = φd + (corsa massima della griffa/2)3. Preparazione dello stampo per la sagomatura・ Azionando la valvola di commutazione, stringere la parte φDstampo per la sagomatura.. A questo punto, chiudere lo stampopremendolo sulla superficie anteriore del mandrino di serraggio,per evitare di inclinarlo. Per stabilizzare lo stampo, ripeterequesta procedura diverse volte.42