MANUALE DI ISTRUZIONI Tipo B-200/BT200 - Kitagawa Europe
MANUALE DI ISTRUZIONI Tipo B-200/BT200 - Kitagawa Europe
MANUALE DI ISTRUZIONI Tipo B-200/BT200 - Kitagawa Europe
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
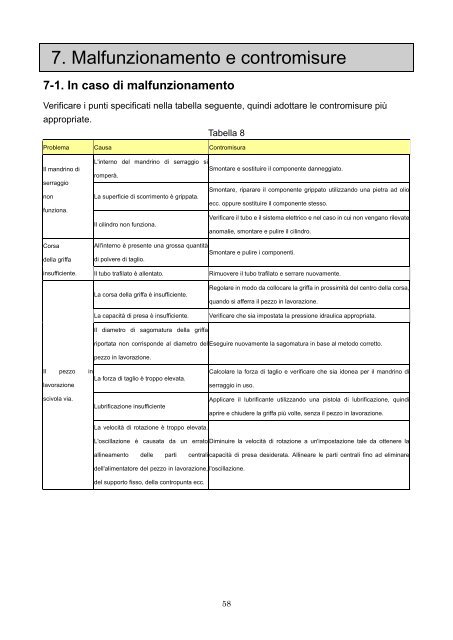
7. Malfunzionamento e contromisure7-1. In caso di malfunzionamentoVerificare i punti specificati nella tabella seguente, quindi adottare le contromisure piùappropriate.Tabella 8Problema Causa ContromisuraIl mandrino diserraggiononfunziona.Corsadella griffaL'interno del mandrino di serraggio siSmontare e sostituire il componente danneggiato.romperà.Smontare, riparare il componente grippato utilizzando una pietra ad olioLa superficie di scorrimento è grippata.ecc. oppure sostituire il componente stesso.Verificare il tubo e il sistema elettrico e nel caso in cui non vengano rilevateIl cilindro non funziona.anomalie, smontare e pulire il cilindro.All'interno è presente una grossa quantitàSmontare e pulire i componenti.di polvere di taglio.insufficiente.Il tubo trafilato è allentato.La corsa della griffa è insufficiente.La capacità di presa è insufficiente.Il diametro di sagomatura della griffaRimuovere il tubo trafilato e serrare nuovamente.Regolare in modo da collocare la griffa in prossimità del centro della corsa,quando si afferra il pezzo in lavorazione.Verificare che sia impostata la pressione idraulica appropriata.riportata non corrisponde al diametro del Eseguire nuovamente la sagomatura in base al metodo corretto.pezzo in lavorazione.Il pezzo inLa forza di taglio è troppo elevata.lavorazioneCalcolare la forza di taglio e verificare che sia idonea per il mandrino diserraggio in uso.scivola via.Lubrificazione insufficienteLa velocità di rotazione è troppo elevata.Applicare il lubrificante utilizzando una pistola di lubrificazione, quindiaprire e chiudere la griffa più volte, senza il pezzo in lavorazione.L'oscillazione è causata da un errato Diminuire la velocità di rotazione a un'impostazione tale da ottenere laallineamento delle parti centrali capacità di presa desiderata. Allineare le parti centrali fino ad eliminaredell'alimentatore del pezzo in lavorazione, l'oscillazione.del supporto fisso, della contropunta ecc.58