

Sfogliabile CS sett 245

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
0064-0068 2<br />
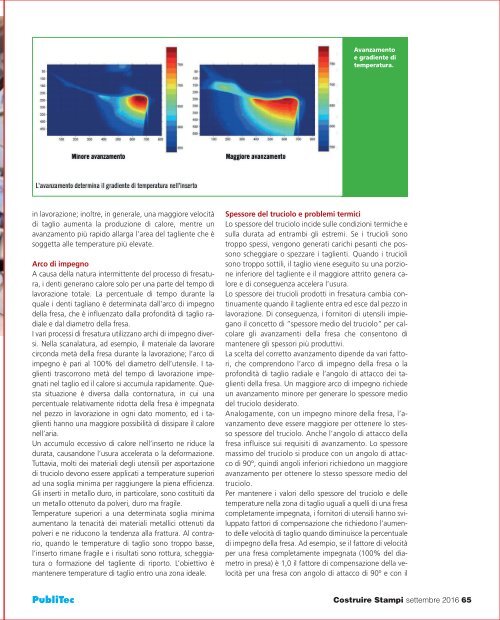
Avanzamento<br />
e gradiente di<br />
temperatura.<br />
in lavorazione; inoltre, in generale, una maggiore velocità<br />
di taglio aumenta la produzione di calore, mentre un<br />
avanzamento più rapido allarga l’area del tagliente che è<br />
soggetta alle temperature più elevate.<br />
Arco di impegno<br />
A causa della natura intermittente del processo di fresatura,<br />
i denti generano calore solo per una parte del tempo di<br />
lavorazione totale. La percentuale di tempo durante la<br />
quale i denti tagliano è determinata dall’arco di impegno<br />
della fresa, che è influenzato dalla profondità di taglio radiale<br />
e dal diametro della fresa.<br />
I vari processi di fresatura utilizzano archi di impegno diversi.<br />
Nella scanalatura, ad esempio, il materiale da lavorare<br />
circonda metà della fresa durante la lavorazione; l’arco di<br />
impegno è pari al 100% del diametro dell’utensile. I taglienti<br />
trascorrono metà del tempo di lavorazione impegnati<br />
nel taglio ed il calore si accumula rapidamente. Questa<br />
situazione è diversa dalla contornatura, in cui una<br />
percentuale relativamente ridotta della fresa è impegnata<br />
nel pezzo in lavorazione in ogni dato momento, ed i taglienti<br />
hanno una maggiore possibilità di dissipare il calore<br />
nell’aria.<br />
Un accumulo eccessivo di calore nell’inserto ne riduce la<br />
durata, causandone l’usura accelerata o la deformazione.<br />
Tuttavia, molti dei materiali degli utensili per asportazione<br />
di truciolo devono essere applicati a temperature superiori<br />
ad una soglia minima per raggiungere la piena efficienza.<br />
Gli inserti in metallo duro, in particolare, sono costituiti da<br />
un metallo ottenuto da polveri, duro ma fragile.<br />
Temperature superiori a una determinata soglia minima<br />
aumentano la tenacità dei materiali metallici ottenuti da<br />
polveri e ne riducono la tendenza alla frattura. Al contrario,<br />
quando le temperature di taglio sono troppo basse,<br />
l’inserto rimane fragile e i risultati sono rottura, scheggiatura<br />
o formazione del tagliente di riporto. L’obiettivo è<br />
mantenere temperature di taglio entro una zona ideale.<br />
Spessore del truciolo e problemi termici<br />
Lo spessore del truciolo incide sulle condizioni termiche e<br />
sulla durata ad entrambi gli estremi. Se i trucioli sono<br />
troppo spessi, vengono generati carichi pesanti che possono<br />
scheggiare o spezzare i taglienti. Quando i trucioli<br />
sono troppo sottili, il taglio viene eseguito su una porzione<br />
inferiore del tagliente e il maggiore attrito genera calore<br />
e di conseguenza accelera l’usura.<br />
Lo spessore dei trucioli prodotti in fresatura cambia continuamente<br />
quando il tagliente entra ed esce dal pezzo in<br />
lavorazione. Di conseguenza, i fornitori di utensili impiegano<br />
il concetto di “spessore medio del truciolo” per calcolare<br />
gli avanzamenti della fresa che consentono di<br />
mantenere gli spessori più produttivi.<br />
La scelta del corretto avanzamento dipende da vari fattori,<br />
che comprendono l’arco di impegno della fresa o la<br />
profondità di taglio radiale e l’angolo di attacco dei taglienti<br />
della fresa. Un maggiore arco di impegno richiede<br />
un avanzamento minore per generare lo spessore medio<br />
del truciolo desiderato.<br />
Analogamente, con un impegno minore della fresa, l’avanzamento<br />
deve essere maggiore per ottenere lo stesso<br />
spessore del truciolo. Anche l’angolo di attacco della<br />
fresa influisce sui requisiti di avanzamento. Lo spessore<br />
massimo del truciolo si produce con un angolo di attacco<br />
di 90º, quindi angoli inferiori richiedono un maggiore<br />
avanzamento per ottenere lo stesso spessore medio del<br />
truciolo.<br />
Per mantenere i valori dello spessore del truciolo e delle<br />
temperature nella zona di taglio uguali a quelli di una fresa<br />
completamente impegnata, i fornitori di utensili hanno sviluppato<br />
fattori di compensazione che richiedono l’aumento<br />
delle velocità di taglio quando diminuisce la percentuale<br />
di impegno della fresa. Ad esempio, se il fattore di velocità<br />
per una fresa completamente impegnata (100% del diametro<br />
in presa) è 1,0 il fattore di compensazione della velocità<br />
per una fresa con angolo di attacco di 90º e con il<br />
PubliTec Costruire Stampi <strong>sett</strong>embre 2016 65

