

VM111 Materialen - vormgeven van dunne plaat.pdf - Induteq
VM111 Materialen - vormgeven van dunne plaat.pdf - Induteq
VM111 Materialen - vormgeven van dunne plaat.pdf - Induteq

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
19<br />
Hoofdstuk 5<br />
Metalen voor vervormingsdoeleinden<br />
5.1 Staal<br />
Staal is een ijzer/koolstof legering met in het algemeen<br />
niet meer dan 2,0% koolstof. Bevat de legering meer koolstof<br />
dan noemt men het gietijzer. Gietijzer wordt voornamelijk<br />
in vloeibare toestand vormgegeven. Naast gietijzer<br />
bestaat er ook gietstaal. Dit materiaal kan zowel in vloeibare<br />
toestand als vaste toestand worden vormgegeven.<br />
Als hierna gesproken wordt over staal wordt eigenlijk ongelegeerd<br />
staal bedoeld. Dit is staal met, als vuistregel, in<br />
totaal niet meer dan 1% legeringselementen, de rest is<br />
ijzer en koolstof. Een volledige omschrijving is te vinden<br />
in de norm NEN-EN 10 020.<br />
Voor vervormingsdoeleinden zijn veel soorten staal ontwikkeld.<br />
De eigenschappen <strong>van</strong> het staal zijn afhankelijk<br />
<strong>van</strong> de chemische samenstelling en de gevolgde procesroute.<br />
Tot aan het eind <strong>van</strong> de zeventiger jaren werd het geraffineerde<br />
staal in blokvormen gegoten. Deze grote blokken<br />
werden vervolgens gesmeed, uitgewalst en gegloeid; aldus<br />
ontstonden staal<strong>plaat</strong> en band. Tegenwoordig wordt bij<br />
alle moderne staalfabrieken het staal via een continu gietproces<br />
verwerkt tot dikke plakken die vervolgens (continu)<br />
worden uitgewalst en gegloeid. Een groot voordeel <strong>van</strong><br />
het continu gietproces is, dat het materiaal over de hele<br />
lengte <strong>van</strong> de plak een homogene samenstelling bezit. Iets<br />
wat met het blokgegoten staal niet haalbaar was.<br />
Een nog modernere methode is het zogenoemde Dungieten,<br />
waarbij er zelfs geen plakken meer worden gegoten,<br />
maar er rechtstreeks na het gieten in lijn gewalst wordt.<br />
Hierdoor wordt een nog homogenere samenstelling bereikt<br />
met zeer nauwe diktetoleranties.<br />
Vanwege de continue aard <strong>van</strong> het gietproces worden andere<br />
eisen gesteld aan het vloeibare staal. Indien tijdens<br />
het stollen wervelingen in het nog vloeibare materiaal ontstaan,<br />
bijvoorbeeld door opstijgende gasbellen, bestaat<br />
gevaar voor openbreken <strong>van</strong> de plak, waarna de nog vloeibare<br />
kern vrijkomt. Dit is catastrofaal voor de gietinstallatie.<br />
Om dit te voorkomen wordt het materiaal gekalmeerd;<br />
dit houdt in dat het vloeibare staal wordt gedesoxideerd,<br />
zodat tijdens het stollen geen gasbellen meer kunnen<br />
ontstaan (gedesoxideerd staal wordt ook aangeduid met<br />
de namen rustig of gekalmeerd staal). Meestal wordt dit<br />
gedaan door het toevoegen <strong>van</strong> aluminium. De eigenschappen<br />
<strong>van</strong> deze gekalmeerde staalsoorten verschillen<br />
echter <strong>van</strong> de ongekalmeerde staalsoorten. Dit is merkbaar<br />
tijdens de verwerking. In de rest <strong>van</strong> dit hoofdstuk<br />
wordt uitgegaan <strong>van</strong> ongelegeerd, continugegoten, gekalmeerd<br />
staal.<br />
De technologie <strong>van</strong> het staalmaken is in de afgelopen<br />
decennia in zijn geheel sterk verbeterd. Vooral behandelingen<br />
aan het gesmolten staal, zoals vacuüm ontkolen en<br />
ontzwavelen, dienen in dit verband genoemd te worden.<br />
Een maximum koolstofgehalte <strong>van</strong> 0,02% in staal is in de<br />
praktijk goed haalbaar. Dit is een belangrijk gegeven want<br />
hoewel staal met minder koolstof minder sterk is, is het<br />
beter te vervormen. Ook de kennis en de beheersbaarheid<br />
<strong>van</strong> het staalfabricageproces zijn sterk toegenomen. Het<br />
continugegoten materiaal is daardoor zeker zo goed als<br />
het blokgegoten materiaal.<br />
Na het gieten worden de warme plakken uitgewalst tot<br />
een <strong>dunne</strong> band die vervolgens wordt opgehaspeld. De<br />
walstemperatuur en de temperatuur bij ophaspelen na het<br />
walsen spelen een belangrijke rol bij het verkrijgen <strong>van</strong> de<br />
gewenste structuur en mechanische eigenschappen. Een<br />
deel <strong>van</strong> het warmgewalste materiaal wordt ook in deze<br />
vorm verwerkt (warmgewalst materiaal neemt in belangrijkheid<br />
steeds meer toe). Echter het meeste materiaal<br />
wordt na het warmwalsen verder koud uitgewalst tot de<br />
gewenste einddikte. Na het koudwalsen is door de opgetreden<br />
versteviging het materiaal niet meer vervormbaar.<br />
Om het vervormingsvermogen te herstellen wordt het<br />
materiaal gegloeid. Na het gloeien volgt nog een lichte<br />
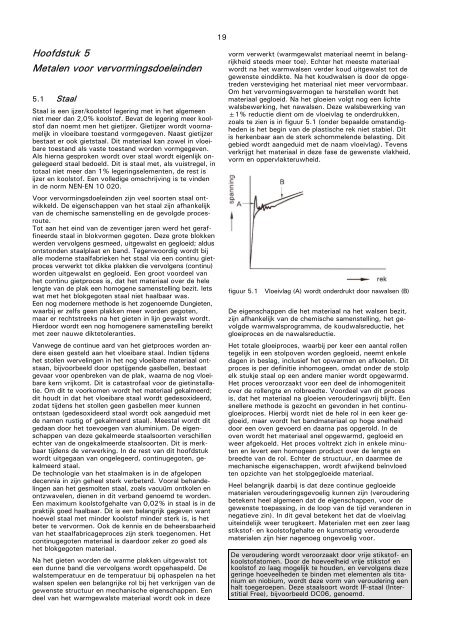
walsbewerking, het nawalsen. Deze walsbewerking <strong>van</strong><br />
±1% reductie dient om de vloeivlag te onderdrukken,<br />
zoals te zien is in figuur 5.1 (onder bepaalde omstandigheden<br />
is het begin <strong>van</strong> de plastische rek niet stabiel. Dit<br />
is herkenbaar aan de sterk schommelende belasting. Dit<br />
gebied wordt aangeduid met de naam vloeivlag). Tevens<br />
verkrijgt het materiaal in deze fase de gewenste vlakheid,<br />
vorm en oppervlakteruwheid.<br />
figuur 5.1<br />
Vloeivlag (A) wordt onderdrukt door nawalsen (B)<br />
De eigenschappen die het materiaal na het walsen bezit,<br />
zijn afhankelijk <strong>van</strong> de chemische samenstelling, het gevolgde<br />
warmwalsprogramma, de koudwalsreductie, het<br />
gloeiproces en de nawalsreductie.<br />
Het totale gloeiproces, waarbij per keer een aantal rollen<br />
tegelijk in een stolpoven worden gegloeid, neemt enkele<br />
dagen in beslag, inclusief het opwarmen en afkoelen. Dit<br />
proces is per definitie inhomogeen, omdat onder de stolp<br />
elk stukje staal op een andere manier wordt opgewarmd.<br />
Het proces veroorzaakt voor een deel de inhomogeniteit<br />
over de rollengte en rolbreedte. Voordeel <strong>van</strong> dit proces<br />
is, dat het materiaal na gloeien verouderingsvrij blijft. Een<br />
snellere methode is gezocht en gevonden in het continugloeiproces.<br />
Hierbij wordt niet de hele rol in een keer gegloeid,<br />
maar wordt het bandmateriaal op hoge snelheid<br />
door een oven gevoerd en daarna pas opgerold. In de<br />
oven wordt het materiaal snel opgewarmd, gegloeid en<br />
weer afgekoeld. Het proces voltrekt zich in enkele minuten<br />
en levert een homogeen product over de lengte en<br />
breedte <strong>van</strong> de rol. Echter de structuur, en daarmee de<br />
mechanische eigenschappen, wordt afwijkend beïnvloed<br />
ten opzichte <strong>van</strong> het stolpgegloeide materiaal.<br />
Heel belangrijk daarbij is dat deze continue gegloeide<br />
materialen verouderingsgevoelig kunnen zijn (veroudering<br />
betekent heel algemeen dat de eigenschappen, voor de<br />
gewenste toepassing, in de loop <strong>van</strong> de tijd veranderen in<br />
negatieve zin). In dit geval betekent het dat de vloeivlag<br />
uiteindelijk weer terugkeert. <strong>Materialen</strong> met een zeer laag<br />
stikstof- en koolstofgehalte en kunstmatig verouderde<br />
materialen zijn hier nagenoeg ongevoelig voor.<br />
De veroudering wordt veroorzaakt door vrije stikstof- en<br />
koolstofatomen. Door de hoeveelheid vrije stikstof en<br />
koolstof zo laag mogelijk te houden, en vervolgens deze<br />
geringe hoeveelheden te binden met elementen als titanium<br />
en niobium, wordt deze vorm <strong>van</strong> veroudering een<br />
halt toegeroepen. Deze staalsoort wordt IF-staal (Interstitial<br />
Free), bijvoorbeeld DC06, genoemd.














