- Page 1 and 2: Pilot MANUALplus 4110 NC-software 3
- Page 3 and 4: Pilot ... är en kortfattad använd
- Page 5 and 6: Inställning Ange maskindata („S
- Page 7 and 8: Mätning av verktyg Man fastställe
- Page 9 and 10: Inlärning (cykeldrift) I inlärnin
- Page 11 and 12: Cykler Ställ in arbetsstyckets nol
- Page 13 and 14: Snabbtransport positionering Förfl
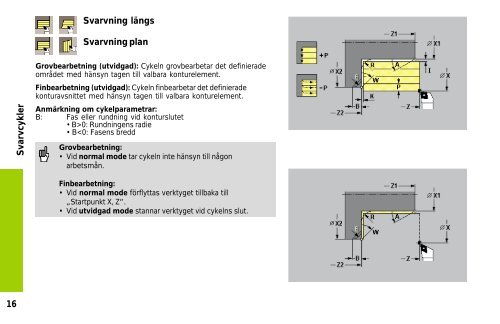
- Page 15: Fas Cykeln skapar en fas som är m
- Page 19 and 20: ICP-svarvning längs ICP-svarvning
- Page 21 and 22: ICP-instickning radiell ICP-instick
- Page 23 and 24: ICP-sticksvarvning radiell ICP-stic
- Page 25 and 26: Fristick U Cykeln skapar ett fristi
- Page 27 and 28: Gänga (längs) efterskärning Cyke
- Page 29 and 30: Gängfristick DIN 76 Fristick DIN 5
- Page 31 and 32: Djuphålsborrning axiell Djuphålsb
- Page 33 and 34: Gängfräsning axiell Cykeln fräse
- Page 35 and 36: Axiell figur Radiell figur Beroende
- Page 37 and 38: Ändfräsning På ändytan fräser
- Page 39 and 40: Linjärt mönster axiellt „Linjä
- Page 41 and 42: Linjärt mönster radiellt „Linj
- Page 43 and 44: DIN-cykel I inmatningsfönstret def
- Page 45 and 46: ICP-konturelement Linjeinmatning: V
- Page 47 and 48: Gängfristick DIN 76 Fristick DIN 5
- Page 49 and 50: Svarvcykler Sida G818 Grovbearbetni
- Page 51 and 52: Stång cylinder/rör G20 G20 beskri
- Page 53 and 54: Linjär rörelse G1 Verktyget förf
- Page 55 and 56: Varvtalsbegränsning för huvudspin
- Page 57 and 58: Adderande korrektur G149 En G149 f
- Page 59 and 60: Absolut nollpunktsförskjutning G59
- Page 61 and 62: Cykelslut G80 G80 avsluta konturbes
- Page 63 and 64: Grovbearbetning kontur längs med n
- Page 65 and 66: Konturparallel grovbearbetning G836
- Page 67 and 68:
Finbearbetningscykel kontur G89 G89
- Page 69 and 70:
Instickning kontur axiell G861 Inst
- Page 71 and 72:
Finbearbetning instick kontur axiel
- Page 73 and 74:
Sticksvarvningscykel axiell G815 St
- Page 75 and 76:
Enkel gängcykel G32 G32 skapar en
- Page 77 and 78:
Metrisk ISO-gänga G35 G35 skapar e
- Page 79 and 80:
Konisk API-gänga G352 G352 skapar
- Page 81 and 82:
Fristickkontur G25 G25 genererar fo
- Page 83 and 84:
Fristick DIN509 E med cylinderbearb
- Page 85 and 86:
Fristick form H G857 G857 skapar et
- Page 87 and 88:
Borrcykel G71 G71 skapar axiella oc
- Page 89 and 90:
Gängning med tapp G36 G36 gängar
- Page 91 and 92:
Startpunkt kontur/snabbtransport p
- Page 93 and 94:
Cirkelbåge på ändyta G102/G103 G
- Page 95 and 96:
Kontur- och figurfräscykel på än
- Page 97 and 98:
Figurdefinition fullcirkel på änd
- Page 99 and 100:
Referensdiameter G120 G120 fastläg
- Page 101 and 102:
Cirkelbåge på mantelyta G102/G103
- Page 103 and 104:
Kontur- och figurfräscykel på man
- Page 105 and 106:
Figurdefinition rektangel på mante
- Page 107 and 108:
Cirkulärt mönster på ändyta G74
- Page 109 and 110:
Verktygsadministration MANUALplus s
- Page 111 and 112:
Neutralt verktyg Verktygsorienterin
- Page 113 and 114:
Gängverktyg Gängverktyg Verktygsp
- Page 115 and 116:
Fräsverktyg Verktygsparametrar X,
- Page 117 and 118:
Ställ in arbetsstyckets nollpunkt
- Page 119:
Översikt cykler Råämne Sida Rå