

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
96<br />
Bearbetning ändyta<br />
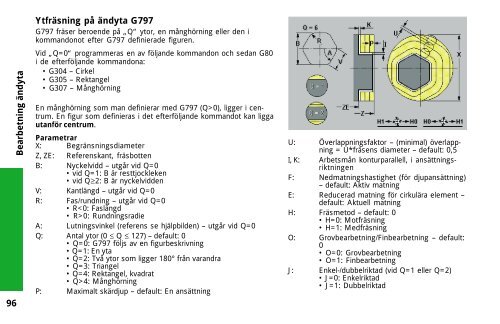
Ytfräsning på ändyta G797<br />
G797 fräser beroende på „Q“ ytor, en månghörning eller den i<br />
kommandonot efter G797 definierade figuren.<br />
Vid „Q=0“ programmeras en av följande kommandon och sedan G80<br />
i de efterföljande kommandona:<br />
G304 – Cirkel<br />
G305 – Rektangel<br />
G307 – Månghörning<br />
En månghörning som man definierar med G797 (Q>0), ligger i centrum.<br />
En figur som definieras i det efterföljande kommandot kan ligga<br />
utanför centrum.<br />
Parametrar<br />
X: Begränsningsdiameter<br />
Z, ZE: Referenskant, fräsbotten<br />
B: Nyckelvidd – utgår vid Q=0<br />
vid Q=1: B är resttjockleken<br />
vid Q‡2: B är nyckelvidden<br />
V: Kantlängd – utgår vid Q=0<br />
R: Fas/rundning – utgår vid Q=0<br />
R0: Rundningsradie<br />
A: Lutningsvinkel (referens se hjälpbilden) – utgår vid Q=0<br />
Q: Antal ytor (0 † Q † 127) – default: 0<br />
Q=0: G797 följs av en figurbeskrivning<br />
Q=1: En yta<br />
Q=2: Två ytor som ligger 180° från varandra<br />
Q=3: Triangel<br />
Q=4: Rektangel, kvadrat<br />
Q>4: Månghörning<br />
P: Maximalt skärdjup – default: En ansättning<br />
U: Överlappningsfaktor – (minimal) överlappning<br />
= U*fräsens diameter – default: 0,5<br />
I, K: Arbetsmån konturparallell, i ansättningsriktningen<br />
F: Nedmatningshastighet (för djupansättning)<br />
– default: Aktiv matning<br />
E: Reducerad matning för cirkulära element –<br />
default: Aktuell matning<br />
H: Fräsmetod – default: 0<br />
H=0: Motfräsning<br />
H=1: Medfräsning<br />
O: Grovbearbetning/Finbearbetning – default:<br />
0 O=0: Grovbearbetning<br />
O=1: Finbearbetning<br />
J: Enkel-/dubbelriktad (vid Q=1 eller Q=2)<br />
J=0: Enkelriktad<br />
J=1: Dubbelriktad














