

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
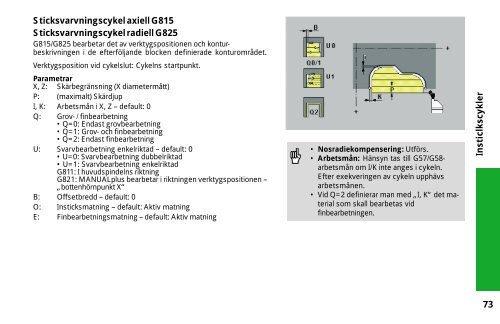
Sticksvarvningscykel axiell G815<br />
Sticksvarvningscykel radiell G825<br />
G815/G825 bearbetar det av verktygspositionen och konturbeskrivningen<br />
i de efterföljande blocken definierade konturområdet.<br />
Verktygsposition vid cykelslut: Cykelns startpunkt.<br />
Parametrar<br />
X, Z: Skärbegränsning (X diametermått)<br />
P: (maximalt) Skärdjup<br />
I, K: Arbetsmån i X, Z – default: 0<br />
Q: Grov- / finbearbetning<br />
Q=0: Endast grovbearbetning<br />
Q=1: Grov- och finbearbetning<br />
Q=2: Endast finbearbetning<br />
U: Svarvbearbetning enkelriktad – default: 0<br />
U=0: Svarvbearbetning dubbelriktad<br />
U=1: Svarvbearbetning enkelriktad<br />
G811: I huvudspindelns riktning<br />
G821: <strong>MANUALplus</strong> bearbetar i riktningen verktygspositionen –<br />
„bottenhörnpunkt X“<br />
B: Offsetbredd – default: 0<br />
O: Insticksmatning – default: Aktiv matning<br />
E: Finbearbetningsmatning – default: Aktiv matning<br />
Nosradiekompensering: Utförs.<br />
Arbetsmån: Hänsyn tas till G57/G58arbetsmån<br />
om I/K inte anges i cykeln.<br />
Efter exekveringen av cykeln upphävs<br />
arbetsmånen.<br />
Vid Q=2 definierar man med „I, K“ det material<br />
som skall bearbetas vid<br />
finbearbetningen.<br />
Insticlkscykler<br />
73














