- Page 1:
Bruksanvisning Cykelprogrammering i
- Page 4 and 5:
TNC-typ, mjukvara och funktioner TN
- Page 6 and 7:
TNC-typ, mjukvara och funktioner So
- Page 8 and 9:
Nya funktioner i programvara 340 49
- Page 10 and 11:
Nya funktioner i programvara 340 49
- Page 12 and 13:
Ändrade funktioner i programvara 3
- Page 15:
Innehåll Grunder / Översikt 1 Anv
- Page 18 and 19:
2 Använda bearbetningscykler .....
- Page 20 and 21:
4 Bearbetningscykler: Gängning / G
- Page 22 and 23:
6 Bearbetningscykler: Mönsterdefin
- Page 24 and 25:
8 Bearbetningscykler: Cylindermante
- Page 26 and 27:
10 Bearbetningscykler: Planing ....
- Page 28 and 29:
28 11.9 BEARBETNINGSPLAN (Cykel 19,
- Page 30 and 31:
13 Arbeta med avkännarcykler .....
- Page 32 and 33:
15 Avkännarcykler: Automatisk uppm
- Page 34 and 35:
16 Avkännarcykler: Automatisk kont
- Page 36 and 37:
17 Avkännarcykler: Specialfunktion
- Page 38 and 39:
19 Avkännarcykler: Automatisk uppm
- Page 40 and 41:
1.1 Introduktion 1.1 Introduktion O
- Page 42 and 43:
1.2 Tillgängliga cykelgrupper Öve
- Page 44 and 45:
2.1 Arbeta med bearbetningscykler 2
- Page 46 and 47:
2.1 Arbeta med bearbetningscykler A
- Page 48 and 49:
2.1 Arbeta med bearbetningscykler C
- Page 50 and 51:
2.2 Programnormalvärden för cykle
- Page 52 and 53:
2.2 Programnormalvärden för cykle
- Page 54 and 55:
2.2 Programnormalvärden för cykle
- Page 56 and 57:
2.3 Mönsterdefinition PATTERN DEF
- Page 58 and 59:
2.3 Mönsterdefinition PATTERN DEF
- Page 60 and 61:
2.3 Mönsterdefinition PATTERN DEF
- Page 62 and 63:
2.3 Mönsterdefinition PATTERN DEF
- Page 64 and 65:
2.4 Punkttabeller Hoppa över enski
- Page 66 and 67:
2.4 Punkttabeller Anropa cykel i ko
- Page 69 and 70:
Bearbetningscykler: Borrning
- Page 71 and 72:
3.2 CENTRERING (Cykel 240, DIN/ISO:
- Page 73 and 74:
3.3 BORRNING (cykel 200) Cykelförl
- Page 75 and 76:
3.4 BROTSCHNING (Cykel 201, DIN/ISO
- Page 77 and 78:
3.5 URSVARVNING (Cykel 202, DIN/ISO
- Page 79 and 80:
Cykelparametrar U Säkerhetsavstån
- Page 81 and 82:
3.6 UNIVERSALBORRNING (Cykel 203, D
- Page 83 and 84:
Cykelparametrar U Säkerhetsavstån
- Page 85 and 86:
3.7 BAKPLANING (Cykel 204, DIN/ISO:
- Page 87 and 88:
Cykelparametrar U Säkerhetsavstån
- Page 89 and 90:
3.8 UNIVERSAL-DJUPBORRNING (Cykel 2
- Page 91 and 92:
Cykelparametrar U Säkerhetsavstån
- Page 93 and 94:
3.9 BORRFRÄSNING (cykel 208) Cykel
- Page 95 and 96:
Cykelparametrar U Säkerhetsavstån
- Page 97 and 98:
Cykelparametrar U Säkerhetsavstån
- Page 99 and 100:
3.11 Programmeringsexempel Exempel:
- Page 101 and 102:
Exempel: Använda borrcykler i komb
- Page 103 and 104:
Bearbetningscykler: Gängning / Gä
- Page 105 and 106:
4.2 GÄNGNING NY med flytande gäng
- Page 107 and 108:
4.3 SYNKRONISERAD GÄNGNING utan fl
- Page 109 and 110:
Cykelparametrar U Säkerhetsavstån
- Page 111 and 112:
Beakta vid programmeringen! Maskine
- Page 113 and 114:
4.5 Grunder för gängfräsning Fö
- Page 115 and 116:
4.6 GÄNGFRÄSNING (Cykel 262, DIN/
- Page 117 and 118:
Cykelparametrar U Nominell diameter
- Page 119 and 120:
Beakta vid programmeringen! Att bea
- Page 121 and 122:
U Koord. arbetsstyckets yta Q203 (a
- Page 123 and 124:
Beakta vid programmeringen! Program
- Page 125 and 126:
U Djup framsida Q358 (inkrementalt)
- Page 127 and 128:
Beakta vid programmeringen! Program
- Page 129 and 130:
U Koord. arbetsstyckets yta Q203 (a
- Page 131 and 132:
Beakta vid programmeringen! Program
- Page 133 and 134:
U Säkerhetsavstånd Q200 (inkremen
- Page 135 and 136:
Q204=0 ;2. SAEKERHETSAVST. 0 måste
- Page 137 and 138:
Bearbetningscykler: Fickfräsning /
- Page 139 and 140:
5.2 REKTANGULÄR FICKA (Cykel 251,
- Page 141 and 142:
Cykelparametrar U Bearbetningsomfå
- Page 143 and 144:
U Banöverlapp faktor Q370: Q370 x
- Page 145 and 146:
Beakta vid programmeringen! Vid ina
- Page 147 and 148:
U Säkerhetsavstånd Q200 (inkremen
- Page 149 and 150:
Beakta vid programmeringen! Vid ina
- Page 151 and 152:
U Djup Q201 (inkrementalt): Avstån
- Page 153 and 154:
5.5 CIRKULÄRT SPÅR (Cykel 254, DI
- Page 155 and 156:
U Bearbetningsomfång (0/1/2) Q215:
- Page 157 and 158:
U Säkerhetsavstånd Q200 (inkremen
- Page 159 and 160:
Beakta vid programmeringen! Förpos
- Page 161 and 162:
U Matning fräsning Q207: Verktyget
- Page 163 and 164:
Beakta vid programmeringen! Förpos
- Page 165 and 166:
U Djup Q201 (inkrementalt): Avstån
- Page 167 and 168:
7 CYCL DEF 256 REKTANGULAER TAPP Cy
- Page 169 and 170:
Bearbetningscykler: Mönsterdefinit
- Page 171 and 172:
6.2 PUNKTMÖNSTER PÅ CIRKEL (Cykel
- Page 173 and 174:
U Säkerhetsavstånd Q200 (inkremen
- Page 175 and 176:
Cykelparametrar U Startpunkt 1. axe
- Page 177:
7 CYCL DEF 220 MOENSTER CIRKEL Cyke
- Page 180 and 181:
7.1 SL-cykler 7.1 SL-cykler Grunder
- Page 182 and 183:
7.1 SL-cykler Översikt Cykel Softk
- Page 184 and 185:
7.3 Överlagrade konturer 7.3 Över
- Page 186 and 187:
7.3 Överlagrade konturer ”Summa
- Page 188 and 189:
7.4 KONTURDATA (Cykel 20, DIN/ISO:
- Page 190 and 191:
7.5 FÖRBORRNING (Cykel 21, DIN/ISO
- Page 192 and 193:
7.6 GROVSKÄR (Cykel 22, DIN/ISO: G
- Page 194 and 195:
7.6 GROVSKÄR (Cykel 22, DIN/ISO: G
- Page 196 and 197:
7.7 FINSKÄR DJUP (Cykel 23, DIN/IS
- Page 198 and 199:
7.8 FINSKÄR SIDA (Cykel 24, DIN/IS
- Page 200 and 201:
7.9 KONTURTÅG (Cykel 25, DIN/ISO:
- Page 202 and 203:
7.10 KONTURTÅGDATA (Cykel 270, DIN
- Page 204 and 205:
7.11 Programmeringsexempel 8 CYCL D
- Page 206 and 207:
7.11 Programmeringsexempel 8 CYCL D
- Page 208 and 209:
7.11 Programmeringsexempel Exempel:
- Page 211 and 212:
Bearbetningscykler: Cylindermantel
- Page 213 and 214:
8.2 CYLINDERMANTEL (Cykel 27, DIN/I
- Page 215 and 216:
Cykelparametrar U Fräsdjup Q1 (ink
- Page 217 and 218:
Beakta vid programmeringen! Maskine
- Page 219 and 220:
8.4 CYLINDERMANTEL kamfräsning (Cy
- Page 221 and 222:
Cykelparametrar U Fräsdjup Q1 (ink
- Page 223 and 224:
Beakta vid programmeringen! Maskine
- Page 225 and 226:
8.6 Programmeringsexempel Exempel:
- Page 227 and 228:
Exempel: Cylindermantel med cykel 2
- Page 229 and 230:
Bearbetningscykler: Konturficka med
- Page 231 and 232:
Delkonturernas egenskaper TNC:n to
- Page 233 and 234:
Ange komplex konturformel Via softk
- Page 235 and 236:
Konturbeskrivningsprogram 1: Ficka
- Page 237 and 238:
Exempel: Grov- och finbearbetning a
- Page 239 and 240:
Konturbeskrivningsprogram: 0 BEGIN
- Page 241 and 242:
Bearbetningscyklernas egenskaper T
- Page 243 and 244:
Bearbetningscykler: Planing
- Page 245 and 246: 10.2 BEARBETNING MED 3D-DATA (cykel
- Page 247 and 248: 10.3 PLANING (Cykel 230, DIN/ISO: G
- Page 249 and 250: 10.4 LINJALYTA (Cykel 231, DIN/ISO:
- Page 251 and 252: Cykelparametrar U Startpunkt 1. axe
- Page 253 and 254: 10.5 PLANFRÄSNING (Cykel 232, DIN/
- Page 255 and 256: Beakta vid programmeringen! Ange s
- Page 257 and 258: U Säkerhetsavstånd Q200 (inkremen
- Page 259: 7 L X+-25 Y+0 R0 FMAX M3 Förpositi
- Page 262 and 263: 11.1 Grunder 11.1 Grunder Översikt
- Page 264 and 265: 11.2 NOLLPUNKT-förskjutning (Cykel
- Page 266 and 267: 11.3 NOLLPUNKTS-förskjutning med n
- Page 268 and 269: 11.3 NOLLPUNKTS-förskjutning med n
- Page 270 and 271: 11.3 NOLLPUNKTS-förskjutning med n
- Page 272 and 273: 11.5 SPEGLING (Cykel 8, DIN/ISO: G2
- Page 274 and 275: 11.6 VRIDNING (Cykel 10, DIN/ISO: G
- Page 276 and 277: 11.7 SKALFAKTOR (Cykel 11, DIN/ISO:
- Page 278 and 279: 11.8 SKALFAKTOR AXELSP. (cykel 26)
- Page 280 and 281: 11.9 BEARBETNINGSPLAN (Cykel 19, DI
- Page 282 and 283: 11.9 BEARBETNINGSPLAN (Cykel 19, DI
- Page 284 and 285: 11.9 BEARBETNINGSPLAN (Cykel 19, DI
- Page 286 and 287: 11.9 BEARBETNINGSPLAN (Cykel 19, DI
- Page 288 and 289: 11.10 Programmeringsexempel 11.10 P
- Page 291 and 292: Cykler: Specialfunktioner
- Page 293 and 294: 12.2 VÄNTETID (Cykel 9, DIN/ISO: G
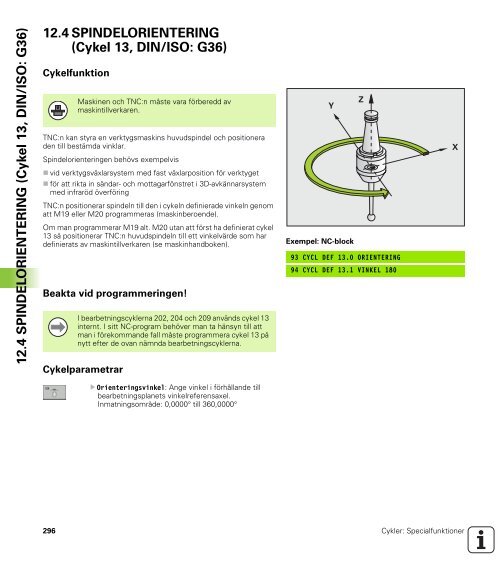
- Page 295: Cykelparametrar U Programnamn: Ange
- Page 299 and 300: Beakta vid programmeringen! Vid myc
- Page 301 and 302: Arbeta med avkännarcykler
- Page 303 and 304: Avkännarcykler i driftarterna Manu
- Page 305 and 306: 13.2 Innan du börjar arbeta med av
- Page 307 and 308: Brytande avkännarsystem, avkännin
- Page 309 and 310: Avkännarcykler: Automatisk uppmät
- Page 311 and 312: Likheter mellan avkännarcyklerna f
- Page 313 and 314: Cykelparametrar U 1:a Mätpunkt 1:a
- Page 315 and 316: 14.3 GRUNDVRIDNING via två hål (C
- Page 317 and 318: U Presetnummer i tabell Q305: Ange
- Page 319 and 320: Cykelparametrar U 1:a tapp: Centrum
- Page 321 and 322: 14.5 GRUNDVRIDNING kompensering via
- Page 323 and 324: U Säkerhetshöjd Q260 (absolut): K
- Page 325 and 326: 14.7 Uppriktning av ett arbetsstyck
- Page 327 and 328: Cykelparametrar U Mitt 1:a axel Q32
- Page 329: Exempel: Uppmätning av grundvridni
- Page 332 and 333: 15.1 Grunder 15.1 Grunder Översikt
- Page 334 and 335: 15.1 Grunder Lagra beräknad utgån
- Page 336 and 337: 15.2 UTGÅNGSPUNKT MITT SPÅR (Cyke
- Page 338 and 339: 15.2 UTGÅNGSPUNKT MITT SPÅR (Cyke
- Page 340 and 341: 15.3 UTGÅNGSPUNKT MITT KAM (Cykel
- Page 342 and 343: 15.4 UTGÅNGSPUNKT INVÄNDIG REKTAN
- Page 344 and 345: 15.4 UTGÅNGSPUNKT INVÄNDIG REKTAN
- Page 346 and 347:
15.5 UTGÅNGSPUNKT UTVÄNDIG REKTAN
- Page 348 and 349:
15.5 UTGÅNGSPUNKT UTVÄNDIG REKTAN
- Page 350 and 351:
15.6 UTGÅNGSPUNKT INVÄNDIG CIRKEL
- Page 352 and 353:
15.6 UTGÅNGSPUNKT INVÄNDIG CIRKEL
- Page 354 and 355:
15.7 UTGÅNGSPUNKT UTVÄNDIG CIRKEL
- Page 356 and 357:
15.7 UTGÅNGSPUNKT UTVÄNDIG CIRKEL
- Page 358 and 359:
15.8 UTGÅNGSPUNKT UTVÄNDIGT HÖRN
- Page 360 and 361:
15.8 UTGÅNGSPUNKT UTVÄNDIGT HÖRN
- Page 362 and 363:
15.8 UTGÅNGSPUNKT UTVÄNDIGT HÖRN
- Page 364 and 365:
15.9 UTGÅNGSPUNKT INVÄNDIGT HÖRN
- Page 366 and 367:
15.9 UTGÅNGSPUNKT INVÄNDIGT HÖRN
- Page 368 and 369:
15.10 UTGÅNGSPUNKT HÅLCIRKELCENTR
- Page 370 and 371:
15.10 UTGÅNGSPUNKT HÅLCIRKELCENTR
- Page 372 and 373:
15.11 UTGÅNGSPUNKT I AVKÄNNARAXEL
- Page 374 and 375:
15.12 UTGÅNGSPUNKT CENTRUM 4 HÅL
- Page 376 and 377:
15.12 UTGÅNGSPUNKT CENTRUM 4 HÅL
- Page 378 and 379:
15.13 UTGÅNGSPUNKT I EN AXEL (Cyke
- Page 380 and 381:
15.13 UTGÅNGSPUNKT I EN AXEL (Cyke
- Page 382 and 383:
15.13 UTGÅNGSPUNKT I EN AXEL (Cyke
- Page 385 and 386:
Avkännarcykler: Automatisk kontrol
- Page 387 and 388:
Spara mätresultat i protokoll TNC:
- Page 389 and 390:
Mätresultat i Q-parametrar TNC:n l
- Page 391 and 392:
Övervakning av verktygsbrott Funkt
- Page 393 and 394:
16.3 UTGÅNGSPUNKT Polär (Cykel 1,
- Page 395 and 396:
Cykelparametrar U 1:a Mätpunkt 1:a
- Page 397 and 398:
16.5 MÄTNING HÅL (Cykel 421, DIN/
- Page 399 and 400:
U Mäthöjd i avkännaraxel Q261 (a
- Page 401 and 402:
16.6 MÄTNING UTVÄNDIG CIRKEL (Cyk
- Page 403 and 404:
U Mäthöjd i avkännaraxel Q261 (a
- Page 405 and 406:
16.7 MÄTNING INVÄNDIG REKTANGEL (
- Page 407 and 408:
U Säkerhetsavstånd Q320 (inkremen
- Page 409 and 410:
16.8 MÄTNING UTVÄNDIG REKTANGEL (
- Page 411 and 412:
U Säkerhetsavstånd Q320 (inkremen
- Page 413 and 414:
16.9 MÄTNING INVÄNDIG BREDD (Cyke
- Page 415 and 416:
U Mätprotokoll Q281: Definierar om
- Page 417 and 418:
Cykelparametrar U 1:a Mätpunkt 1:a
- Page 419 and 420:
16.11 MÄTNING KOORDINAT (Cykel 427
- Page 421 and 422:
U Mätprotokoll Q281: Definierar om
- Page 423 and 424:
Beakta vid programmeringen! Före c
- Page 425 and 426:
U Mätprotokoll Q281: Definierar om
- Page 427 and 428:
Beakta vid programmeringen! Före c
- Page 429 and 430:
U Säkerhetsavstånd Q320 (inkremen
- Page 431 and 432:
Q285=0 ;MIN-GRAENS 1:A SIDAN Q286=0
- Page 433:
Q284=90.15;MAX-GRAENS 1:A SIDAN St
- Page 436 and 437:
17.1 Grunder 17.1 Grunder Översikt
- Page 438 and 439:
17.3 TS KALIBRERING LÄNGD (Cykel 9
- Page 440 and 441:
17.4 MÄTNING (Cykel 3) Cykelparame
- Page 442 and 443:
17.5 MÄTNING 3D (Cykel 4, FCL 3-fu
- Page 444 and 445:
17.6 MÄTNING AXELFÖRSKJUTNING (av
- Page 446 and 447:
17.7 SNABB AVKÄNNING (Cykel 441, D
- Page 449 and 450:
Avkännarcykler: Automatisk uppmät
- Page 451 and 452:
18.2 Förutsättningar För att kun
- Page 453 and 454:
Cykelparametrar Protokollfunktion U
- Page 455 and 456:
5 Slutligen positionerar TNC:n rota
- Page 457 and 458:
Maskin med axlar som har hirth-kopp
- Page 459 and 460:
Upplysning beträffande noggrannhet
- Page 461 and 462:
Glapp Med vändglapp menar man ett
- Page 463 and 464:
Cykelparametrar U Mode (0=Kontroll/
- Page 465 and 466:
U Startvinkel C-axel Q419 (absolut)
- Page 467 and 468:
Spridning TNC:n använder sig av be
- Page 469 and 470:
Om du lämnar kvar kalibreringskula
- Page 471 and 472:
Cykelparametrar U Exakt radie kalib
- Page 473 and 474:
Justering av växlingsbara huvuden
- Page 475 and 476:
Driftkompensering Under bearbetning
- Page 477:
Protokollfunktion Vid exekvering av
- Page 480 and 481:
19.1 Grunder 19.1 Grunder Översikt
- Page 482 and 483:
19.1 Grunder Med MP6507 ställs ber
- Page 484 and 485:
19.1 Grunder Visa mätresultat I de
- Page 486 and 487:
19.3 Kalibrera TT 449 utan kabel (C
- Page 488 and 489:
19.4 Mätning av verktygslängd (Cy
- Page 490 and 491:
19.5 Mätning av verktygsradie (Cyk
- Page 492 and 493:
19.6 Komplett mätning av verktyg (
- Page 494 and 495:
Index S SL-cykler Cykel Kontur ...
- Page 496 and 497:
Översiktstabell Cykelnummer 204 Ba
- Page 498 and 499:
Översiktstabell Cykelnummer 420 Ar