Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Techniky a technológie<br />
Pavol BEŇO, Viliam LEŽDÍK*<br />
Oprava porúch s únikom plynu<br />
na vysokotlakovom plynovode<br />
pomocou delenej tlakovej objímky<br />
Cieľom článku je poukázať na spôsob<br />
opravy oceľových plynovodov s únikom<br />
plynu pomocou tlakovej objímky s<br />
tesnením, hrdlom a zátkou (resp. guľovým<br />
uzáverom). Tento spôsob opravy prezentujeme<br />
z dôvodu možnosti širšieho využívania<br />
nielen pri opravách zabezpečovaných<br />
stredi<strong>sk</strong>ami údržby SPP - distribúcia, a.s.<br />
(SPP-D), ale aj pri zabezpečovaní opráv z externého<br />
prostredia.<br />
Opisovaný spôsob opravy je úspešne<br />
zapracovaný ako jeden z možných spôsobov<br />
opráv do technického pravidla<br />
TPP 702 11 Opravy vysokotlakových plynovodov<br />
z ocele.<br />
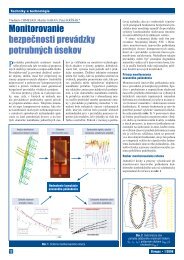
Obr. 1 Pór vo zvarovom spoji spojený<br />
s únikom plynu<br />
Posúdenie súčasného stavu<br />
Na dlhodobo prevádzkovaných potrubiach<br />
je možné identifikovať množstvo<br />
chýb vedúcich k haváriám potrubných<br />
systémov. Chyby a poruchy potrubí sú<br />
najčastejšie objavené či už pri diagnostike,<br />
pravidelných revíziách, alebo náhodne<br />
vďaka prácam vykonávaných v blízkosti<br />
degradovaného potrubia. Jednou<br />
z najčastejších chýb je nekvalitne vyhotovený<br />
zvar, najčastejšie kombinácia pórov,<br />
neprevareného koreňa až do takej miery,<br />
že na danom mieste je identifikovaný<br />
únik plynu (pozri príklad na obr. 1).<br />
Pri identifikovaní opísaných defektov<br />
alebo poškodenia potrubia je dôležité<br />
rozhodnutie, či je nutné celé poškodené<br />
potrubie vymeniť za nové alebo poruchu<br />
opraviť pomocou dostupných technológií<br />
umožňujúcich opravu bez prerušenia<br />
dodávky média. Výmena celého poškodeného<br />
potrubia si vyžaduje odstávku<br />
prepravovaného média, čo v súčasnosti<br />
z pohľadu spotrebiteľ<strong>sk</strong>ých požiadaviek<br />
na dodávku energií nie je jednoduché.<br />
Danému problému sa dá predísť<br />
práve využitím opráv bez prerušenia prevádzky<br />
potrubia. Jedna z týchto technológií<br />
opráv je aj oprava tlakovou objímkou<br />
s tesnením, hrdlom a zátkou (resp.<br />
s integrovaným guľovým uzáverom).<br />
Tlaková objímka<br />
s tesnením, hrdlom a zátkou<br />
Delené objímky sa používajú na trvalé<br />
opravy vysokotlakových potrubí na prepravu<br />
plynu, ropy a iných látok bez prerušenia<br />
dodávky prepravovaného média.<br />
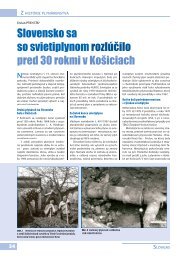
Schéma delenej objímky s guľovým uzáverom<br />
a tesnením je na obr. 2.<br />
Objímka je zložená z deleného oceľového<br />
plášťa, hrdla a zátky, resp. guľového<br />
uzáveru, tesnenia a tepelnoizolačnej fólie.<br />
Postup opravy pomocou tlakovej objímky<br />
je opísaný aj v TPP 702 11 kap. 6.5<br />
kde je stanovené:<br />
• objímka musí preniesť plné tlakové zaťaženie<br />
z MOP (Maximum Operating<br />
Pressure - maximálneho prevádzkového<br />
tlaku) aké je v opravovanom potrubí,<br />
pričom potrubie musí vykazovať<br />
väčšiu mieru únosnosti, ako je požadovaná<br />
normou STN EN 1594. To znamená,<br />
že objímka musí byť dimenzovaná s<br />
dostatočnou pevnostnou rezervou, čo<br />
je nutné preukázať výpočtom,<br />
• pred opravou je potrebné vykonať meranie<br />
nekruhovitosti,<br />
• hrúbka steny plášťa objímky môže byť<br />
menšia ako hrúbka steny pôvodného<br />
potrubia za predpokladu použitia materiálu<br />
objímky s vyššou medzou klzu,<br />
pri zaručení zvariteľnosti a mechanických<br />
vlastností kútových zvarov. Bežne<br />
sa používa objímka s rovnakou hrúbkou<br />
steny, alebo ešte väčšou a z rovnakého<br />
materiálu alebo jeho ekvivalentu,<br />
ako je opravované potrubie,<br />
Obr. 2 Schéma<br />
objímky<br />
s guľovým<br />
uzáverom<br />
a tesnením<br />
Legenda:<br />
1, 2 - delená<br />
objímka,<br />
3 - vystreďovacie<br />
medzikružie,<br />
4, 6 - krycie<br />
navarovacie dno,<br />
5 - hrdlo,<br />
7 - guľový uzáver,<br />
8 - tesnenie,<br />
9 - tepelnoizolačná<br />
fólia<br />
20 Slovgas
• neodporúča sa použitie objímky dlhšej<br />
ako 4 × D.<br />
Postup pri aplikácii technológie opravy<br />
Pri oprave je potrebné dodržať tieto zásady:<br />
• zmerať koncentráciu úniku plynu v<br />
mieste opravy,<br />
• znížiť tlak plynu na min. požadovanú<br />
hodnotu prípadne nižšiu, vzhľadom na<br />
druh, charakter chyby, jej predpokladané<br />
správanie sa pri postupe opravy a<br />
prevádzkové podmienky,<br />
• posúdiť charakter a veľkosť poškodenia<br />
potrubia, vykonať vizuálnu kontrolu<br />
(VT), kontrolu ultrazvukom (UT) a magneticko-práškovú<br />
kontrolu (MT), resp.<br />
kapilárnu kontrolu (PT), <strong>sk</strong>úšky a merania<br />
hrúbky steny v mieste budúcich<br />
zvarov, vylúčiť možnosť lamelácie,<br />
• zmerať dĺžku chyby v pozdĺžnom a<br />
osovom smere rúry a porovnať s rozmermi<br />
objímky,<br />
• na očistený povrch odizolovaného potrubia<br />
v mieste chyby priložiť polplášť<br />
objímky s tesnením, viditeľne označiť<br />
okraje a následne opakovane <strong>sk</strong>ontrolovať<br />
vzdialenosť tesnenia polplášťa<br />
objímky od okraja chyby, podľa<br />
označenia zlícovať polplášte objímky<br />
a upevniť strmeňmi alebo upevňovacími<br />
pásmi,<br />
• na potrubie, cez uzáver v polplášti objímky<br />
odviesť unikajúci plyn do bezpečnej<br />
vzdialenosti od miesta poruchy<br />
(úniku plynu),<br />
• <strong>sk</strong>ontrolovať tesnosť medzi stenou potrubia,<br />
inštalovanou objímkou a tesnosť<br />
spojov na potrubí odvádzajúcom<br />
plyn z miesta poruchy<br />
• opätovne zmerať koncentráciu úniku<br />
plynu v mieste inštalovanej objímky,<br />
• zostehovať objímku v pozdĺžnych<br />
zvaroch a v jednom z obvodových<br />
zvarov podľa stanoveného postupu<br />
zvárania - WPS (Welding Procedure<br />
Specification),<br />
• zvariť polplášte objímky pozdĺžnymi<br />
zvarmi podľa WPS,<br />
• sústavne kontrolovať koncentráciu<br />
plynu v okrajoch objímky,<br />
• vhodným spôsobom vykonať predohrev<br />
objímky a potrubia (ak je potrebné)<br />
v šírke minimálne 100 mm od<br />
jej okraja a od budúceho obvodového<br />
zvaru objímky na potrubí podľa<br />
technologického postupu a WPS,<br />
• pri realizácii kútového zvaru dodržať<br />
postup zvárania obvodového kútového<br />
zvaru (dvaja zvárači proti sebe pri<br />
DN ≥ 300, stehovanie, techniku zvárania<br />
a poradie ukladania húseníc a<br />
ukončenia zvarov podľa WPS)<br />
• privariť objímku podľa pokynov výrobcu<br />
a WPS,<br />
1 / 2013<br />
• vykonať technologickým postupom<br />
predpísaný rozsah kontrol nedeštruktívnych<br />
kontrol - NDT (Nondestructive<br />
Testing) zvarov metódou<br />
VT a UT pre <strong>sk</strong>úšky pozdĺžnych<br />
zvarov metódou a VT a MT, resp. PT<br />
<strong>sk</strong>úšky obvodových zvarov,<br />
• demontovať uzáver s potrubím odvádzajúcim<br />
unikajúci plyn z objímky<br />
• nasadiť na uzáver zátku, resp. zátku<br />
na hrdle zavariť podľa WPS ako je zobrazené<br />
na obr. 3,<br />
• na hrdlo so zátkou, resp. na uzáver<br />
so zátkou nasadiť krycie navarovacie<br />
dno a privariť na objímku podľa WPS,<br />
• tepelne porušiť vnútorné tesnenie<br />
podľa pokynov výrobcu objímky,<br />
napr. zvarom vedeným cez vrchnú<br />
časť objímky,<br />
• vykonať technologickým postupom<br />
predpísaný rozsah kontrol NDT na<br />
zátke, resp. (dne) metódou VT a <strong>sk</strong>úšky<br />
na povrchové trhliny zvarov metódou<br />
MT alebo PT,<br />
• <strong>sk</strong>ontrolovať tesnosť zvarov <strong>sk</strong>úškou<br />
tesnosti pri prevádzkovom tlaku plynu,<br />
• vykonať <strong>sk</strong>úšky po oprave zváraním v<br />
zmysle legislatívy SR.<br />
Techniky a technológie<br />
Praktická časť<br />
V roku 2011 boli úspešne od<strong>sk</strong>úšané prvé<br />
delené tlakové objímky pri opravách porúch<br />
(chybných zvarov s únikom plynu)<br />
na VTL plynovodoch stredi<strong>sk</strong>ami ťažkej<br />
údržby v súčinnosti a koordinácii zvárač<strong>sk</strong>ých<br />
technológov sekcie údržby a merania<br />
(DU).<br />
Postup zvárania stanovovala príslušná<br />
WPS. Všetky zvary boli vyhotovené metódou<br />
MMA, obalenou elektródou Ø2,5<br />
OK 48.00. Delená objímka bola privarená<br />
6-vrstvovým obvodovým kútovým zvarom<br />
(pozri obr. 4). Zváralo sa v polohe na<br />
zváranie rúr smerom hore (PH) jedným<br />
zváračom.<br />
Pomocou delených objímok sa taktiež<br />
realizovali opravy porúch s únikom plynu<br />
na prírubách, keď nebolo možné plynovod<br />
odstaviť. V roku 2012 sa spracovali technické<br />
a výkresové podklady a zabezpečil<br />
sa výber dodávateľa prostredníctvom sekcie<br />
obstarávania SPP - D, t. j. zabezpečili sa<br />
podmienky širšieho a plynulého využívania<br />
prostredníctvom rámcovej zmluvy.<br />
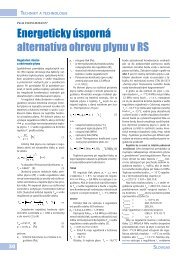
Na obr. 5 je nový typ opraváren<strong>sk</strong>ej<br />
objímky (sústružené objímky), ako aj sys-<br />
Obr. 3<br />
Príklad privarenej<br />
zátky na hrdle delenej<br />
objímky<br />
Obr. 4<br />
Zváranie (stehovanie)<br />
obvodového zvaru<br />
delenej objímky<br />
- kladenie vrstiev<br />
obvodového zvaru<br />
21
Techniky a technológie<br />
tém uzatvárania delených objímok.<br />
Záver<br />
Autori v článku opísali jednu z možných<br />
opráv chýb plynovodov spojených s únikom<br />
plynu, a to konkrétne opravu delenými<br />
objímkami. Praktická časť prezentuje<br />
reálne postupy opravy plynovodu na vysokotlakovom<br />
plynovode, pri ktorých bolo<br />
cieľom zí<strong>sk</strong>ať čo najviac informácií o procese<br />
zvárania delenej objímky a výsledky použiť<br />
pri posúdení spoľahlivosti takto inštalovaných<br />
objímok v technickej praxi.<br />
Lektor: doc. Ing. Miloš Mičian, PhD.,<br />
ŽU v Žiline<br />
* Ing. Pavol Beňo,<br />
doc. Ing. Viliam Leždík, PhD,<br />
Vladimír Mikláš, Tibor Šebök,<br />
SPP - distribúcia, a.s.<br />
pavol.beno@spp-distribucia.<strong>sk</strong>,<br />
viliam.lezdik@spp.distribucia.<strong>sk</strong>,<br />
vladimir.miklas@spp-distribucia.<strong>sk</strong>,<br />
tibor.sebok@spp-distribucia.<strong>sk</strong><br />
Literatúra<br />
[1] TPP 702 11 Opravy vysokotlakových plynovodov z ocele.<br />
SPA Bratislava, 2011.<br />
[2] KOŇÁR, R., MIČIAN, M., HOPKO, A.: Analysis of boundary<br />
conditions for the simulation of welding at the repair<br />
of gas pipelines with steel sleeve. In: Communications:<br />
Obr. 5<br />
Nový typ delených<br />
objímok (vľavo)<br />
a dvojitý systém<br />
uzatvárania (vpravo hore)<br />
scientific letters of the University of Žilina.<br />
ISSN 1335-4205., Vol. 13, No. 4 (2011), s. 36 - 39.<br />
[3] KOŇÁR, R. - MORAVEC, M. - MIČIAN, M: Simulation of<br />
welding in the repair of gas pipelines with steel sleeves.<br />
In: ACC journal. ISSN 1803-9782. Vol. 17,<br />
(1/2011/iss. A), s. 32 - 42.