

3/4 - VÖG - Verein österreichischer Gießereifachleute
3/4 - VÖG - Verein österreichischer Gießereifachleute
3/4 - VÖG - Verein österreichischer Gießereifachleute

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
GIESSEREI-RUNDSCHAU 58 (2011) HEFT 3/4<br />
Minimierung der Schrumpfporositäten in hochbelasteten Zonen,<br />
das Büchsenkonzept sowie die gießtechnische Entwicklung<br />
des Bedplates samt Eingussteilen.<br />
Als Ziel galt es, eine feine Mikrostruktur mit kugelförmigen<br />
eutektischen Phasen zu erreichen, um die Zugfestigkeit, Dehngrenze<br />
und Bruchdehnung sowie Umlaufbiegefestigkeit gegenüber<br />
Standard AlSi12Cu3 deutlich zu steigern.<br />
Dabei wurden folgende Prozessparameter entwickelt:<br />
Gießgeschwindigkeit<br />
Formfüllungszeit<br />
Erstarrungszeit<br />
Materialtemperatur der Eingussteile<br />
Werkzeugtemperatur<br />
Für ein gutes Formfüllungsvermögen über den relativ langsamen<br />
Gießprozess wurden ein großer Anguss und eine optimierte<br />
Struktur des ZKG an der Angussseite realisiert. Dieser wurde<br />
mittels Füll- bzw. Erstarrungssimulation bereits in der virtuellen<br />
Phase parallel mit der Bauteilkonstruktion optimiert.<br />
Die Büchsen werden vor dem Einsetzen vorgeheizt, um das<br />
Formfüllungsvermögen zu steigern und den Korrosionsschutz<br />
der Büchsen vor dem Gießen abzudampfen.<br />
Materialeigenschaften<br />
Das Material entspricht im Wesentlichen dem Standard für<br />
AlSi12Cu3, mit Massnahmen zur Verringerung der Dendritenarmabstände.<br />
Festigkeitswerte der verwendeten Legierung und Gießprozess:<br />
AlSi12Cu3 – T6<br />
Rm: 310 MPa<br />
Rp0.2: 240 MPa<br />
A: >2%<br />
HBW 5/250 >120<br />
Umlaufbiegefestigkeit: 135 MPa<br />
Dendritenarmabstände im Bereich von 15–20 µm und eine extrem<br />
geringe Porosität um die 0,01% in den gezogenen Proben<br />
(Bild 13) bestätigen zusätzlich die guten Festigkeitswerte.<br />
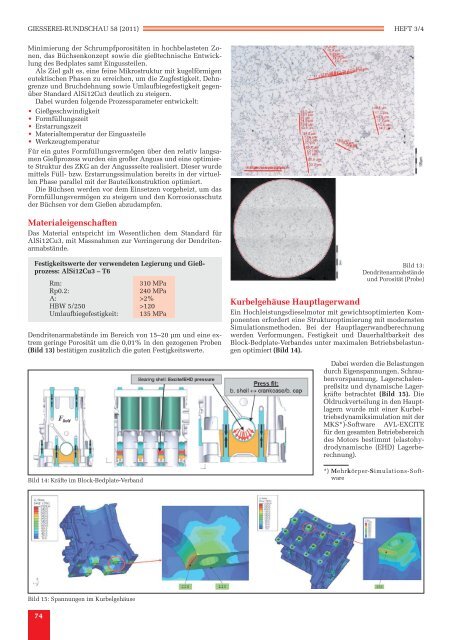
Bild 14: Kräfte im Block-Bedplate-Verband<br />
Bild 15: Spannungen im Kurbelgehäuse<br />
74<br />
Bild 13:<br />
Dendritenarmabstände<br />
und Porosität (Probe)<br />
Kurbelgehäuse Hauptlagerwand<br />
Ein Hochleistungsdieselmotor mit gewichtsoptimierten Komponenten<br />
erfordert eine Strukturoptimierung mit modernsten<br />
Simulationsmethoden. Bei der Hauptlagerwandberechnung<br />
werden Verformungen, Festigkeit und Dauerhaltbarkeit des<br />
Block-Bedplate-Verbandes unter maximalen Betriebsbelastungen<br />
optimiert (Bild 14).<br />
Dabei werden die Belastungen<br />
durch Eigenspannungen, Schraubenvorspannung,Lagerschalenpreßsitz<br />
und dynamische Lagerkräfte<br />
betrachtet (Bild 15). Die<br />
Öldruckverteilung in den Hauptlagern<br />
wurde mit einer Kurbeltriebsdynamiksimulation<br />
mit der<br />
MKS*)-Software AVL-EXCITE<br />
für den gesamten Betriebsbereich<br />
des Motors bestimmt (elastohydrodynamische<br />
(EHD) Lagerberechnung).<br />
*) Mehrkörper-Simulations-Software














