WALTER Bohrwerkzeuge - ppw Handel GmbH
WALTER Bohrwerkzeuge - ppw Handel GmbH
WALTER Bohrwerkzeuge - ppw Handel GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
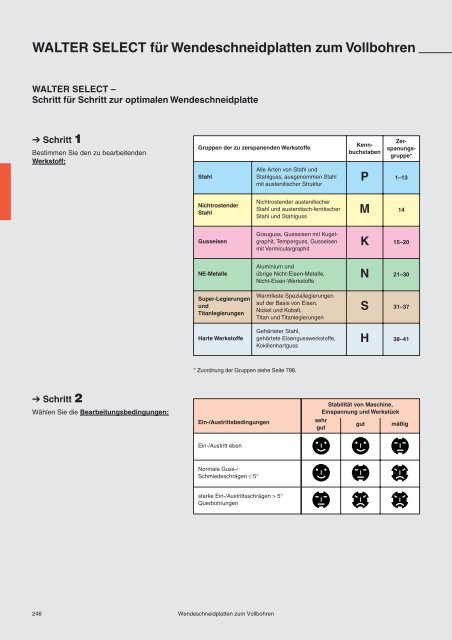
<strong>WALTER</strong> SELECT für Wendeschneidplatten zum Vollbohren<br />
<strong>WALTER</strong> SELECT –<br />
Schritt für Schritt zur optimalen Wendeschneidplatte<br />
➔ Schritt 1<br />
Bestimmen Sie den zu bearbeitenden<br />
Werkstoff:<br />
➔ Schritt 2<br />
Wählen Sie die Bearbeitungsbedingungen:<br />
Gruppen der zu zerspanenden Werkstoffe<br />
Stahl<br />
Nichtrostender<br />
Stahl<br />
Gusseisen<br />
NE-Metalle<br />
Super-Legierungen<br />
und<br />
Titanlegierungen<br />
Harte Werkstoffe<br />
246 Wendeschneidplatten zum Vollbohren<br />
Alle Arten von Stahl und<br />
Stahlguss, ausgenommen Stahl<br />
mit austenitischer Struktur<br />
Nichtrostender austenitischer<br />
Stahl und austenitisch-ferritischer<br />
Stahl und Stahlguss<br />
Grauguss, Gusseisen mit Kugelgraphit,<br />
Temperguss, Gusseisen<br />
mit Vermiculargraphit<br />
Aluminium und<br />
übrige Nicht-Eisen-Metalle,<br />
Nicht-Eisen-Werkstoffe<br />
Warmfeste Speziallegierungen<br />
auf der Basis von Eisen,<br />
Nickel und Kobalt,<br />
Titan und Titanlegierungen<br />
Gehärteter Stahl,<br />
gehärtete Eisengusswerkstoffe,<br />
Kokillenhartguss<br />
* Zuordnung der Gruppen siehe Seite 798.<br />
Ein-/Austrittsbedingungen<br />
Ein-/Austritt eben<br />
Normale Guss-/<br />
Schmiedeschrägen ≤ 5°<br />
starke Ein-/Austrittsschrägen > 5°<br />
Querbohrungen<br />
Kennbuchstaben<br />
Zerspanungsgruppe*<br />
P 1–13<br />
M 14<br />
K 15–20<br />
N 21–30<br />
S 31–37<br />
H 38–41<br />
Stabilität von Maschine,<br />
Einspannung und Werkstück<br />
sehr<br />
gut<br />
gut mäßig