Schweißtechnik 2009 / 2010 - EW NEU GmbH Worms/Speyer ...
Schweißtechnik 2009 / 2010 - EW NEU GmbH Worms/Speyer ...
Schweißtechnik 2009 / 2010 - EW NEU GmbH Worms/Speyer ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
10| Wissenswertes<br />
10/32<br />
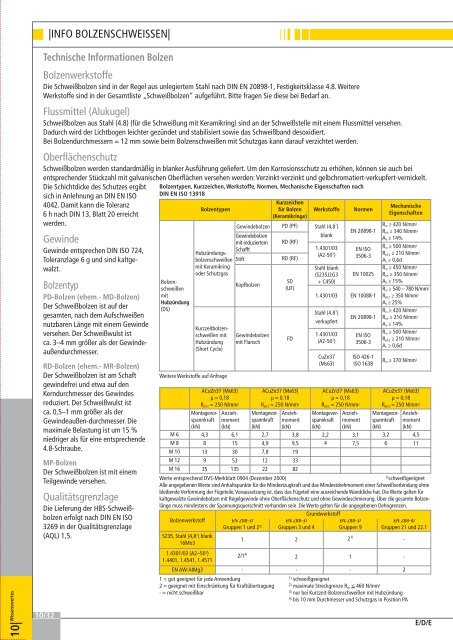
|INFO BOLZENSCHWEISSEN|<br />
Technische Informationen Bolzen<br />
Bolzenwerkstoffe<br />
Die Schweißbolzen sind in der Regel aus unlegiertem Stahl nach DIN EN 20898-1, Festigkeitsklasse 4.8. Weitere<br />
Werkstoffe sind in der Gesamtliste „Schweißbolzen“ aufgeführt. Bitte fragen Sie diese bei Bedarf an.<br />
Flussmittel (Alukugel)<br />
Schweißbolzen aus Stahl (4.8) (für die Schweißung mit Keramikring) sind an der Schweißstelle mit einem Flussmittel versehen.<br />
Dadurch wird der Lichtbogen leichter gezündet und stabilisiert sowie das Schweißband desoxidiert.<br />
Bei Bolzendurchmessern = 12 mm sowie beim Bolzenschweißen mit Schutzgas kann darauf verzichtet werden.<br />
Oberflächenschutz<br />
Schweißbolzen werden standardmäßig in blanker Ausführung geliefert. Um den Korrosionsschutz zu erhöhen, können sie auch bei<br />
entsprechender Stückzahl mit galvanischen Oberflächen versehen werden: Verzinkt-verzinkt und gelbchromatiert-verkupfert-vernickelt.<br />
Die Schichtdicke des Schutzes ergibt<br />
sich in Anlehnung an DIN EN ISO<br />
4042. Damit kann die Toleranz<br />
6 h nach DIN 13, Blatt 20 erreicht<br />
werden.<br />
Gewinde<br />
Gewinde entsprechen DIN ISO 724,<br />
Toleranzlage 6 g und sind kaltgewalzt.<br />
Bolzentyp<br />
PD-Bolzen (ehem.- MD-Bolzen)<br />
Der Schweißbolzen ist auf der<br />
gesamten, nach dem Aufschweißen<br />
nutzbaren Länge mit einem Gewinde<br />
versehen. Der Schweißwulst ist<br />
ca. 3–4 mm größer als der Gewindeaußendurchmesser.<br />
RD-Bolzen (ehem.- MR-Bolzen)<br />
Der Schweißbolzen ist am Schaft<br />
gewindefrei und etwa auf den<br />
Kerndurchmesser des Gewindes<br />
reduziert. Der Schweißwulst ist<br />
ca. 0,5–1 mm größer als der<br />
Gewindeaußen-durchmesser. Die<br />
maximale Belastung ist um 15 %<br />
niedriger als für eine entsprechende<br />
4.8-Schraube.<br />
MP-Bolzen<br />
Der Schweißbolzen ist mit einem<br />
Teilgewinde versehen.<br />
Qualitätsgrenzlage<br />
Die Lieferung der HBS-Schweißbolzen<br />
erfolgt nach DIN EN ISO<br />
3269 in der Qualitätsgrenzlage<br />
(AQL) 1,5.<br />
Hubzündungsbolzenschweißen<br />
Gewindebolzen<br />
Gewindebolzen<br />
mit reduziertem<br />
Schafft<br />
Stift<br />
PD (PF)<br />
RD (RF)<br />
RD (RF)<br />
Rm ≥ 420 N/mm<br />
mit Keramikring<br />
oder Schutzgas<br />
Bolzenschweißen<br />
mit<br />
Hubzündung<br />
(DS)<br />
2<br />
ReH ≥ 340 N/mm2 Stahl (4,8<br />
EN 20898-1<br />
A5 ≥ 14%<br />
1 Bolzentypen<br />
Kurzzeichen<br />
für Bolzen<br />
(Keramikringe)<br />
Werkstoffe Normen<br />
Mechanische<br />
Eigenschaften<br />
)<br />
blank<br />
1.4301/03<br />
(A2-501 )<br />
Stahl blank<br />
(S235J2G3<br />
Kopfbolzen<br />
SD<br />
(UF)<br />
+ C450)<br />
1.4301/03<br />
Kurzzeitbolzenschweißen<br />
mit<br />
Hubzündung<br />
(Short Cycle)<br />
Gewindebolzen<br />
mit Flansch<br />
FD<br />
Stahl (4.81 )<br />
verkupfert<br />
1.4301/03<br />
(A2-501 EN ISO<br />
3506-3<br />
Rm ≥ 500 N/mm<br />
EN 10025<br />
EN 10088-1<br />
)<br />
EN 20898-1<br />
EN ISO<br />
3506-3<br />
2<br />
Rp0,2 ≥ 210 N/mm2 AL ≥ 0,6d<br />
Rm ≥ 450 N/mm2 ReH ≥ 350 N/mm2 A5 ≥ 15%<br />
Rm ≥ 540 – 780 N/mm2 Rp0,2 ≥ 350 N/mm2 A5 ≥ 25%<br />
Rm ≥ 420 N/mm2 ReH ≥ 210 N/mm2 A5 ≥ 14%<br />
Rm ≥ 500 N/mm2 Rp0,2 ≥ 210 N/mm2 Bolzentypen, Kurzzeichen, Werkstoffe, Normen, Mechanische Eigenschaften nach<br />
DIN EN ISO 13918<br />
AL ≥ 0,6d<br />
Weitere Werkstoffe auf Anfrage<br />
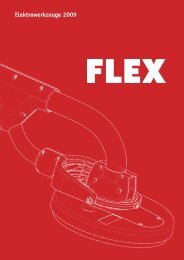
ACuZn37 (Ms63)<br />
μ = 0,18<br />
R p0,2 = 250 N/mm 2<br />
Bolzenwerkstoff EN 288-3/<br />
Gruppen 1 und 22) S235, Stahl (4,8<br />
1<br />
1 ) blank<br />
16Mo3<br />
ACuZn37 (Ms63)<br />
μ = 0,18<br />
R p0,2 = 250 N/mm 2<br />
EN 288-3/<br />
Gruppen 3 und 4<br />
2<br />
CuZn37<br />
(Ms63)<br />
ACuZn37 (Ms63)<br />
μ = 0,18<br />
R p0,2 = 250 N/mm 2<br />
EN 288-3/<br />
Gruppen 9<br />
2 3)<br />
ISO 426-1<br />
ISO 1638<br />
Rm ≥ 370 N/mm 2<br />
ACuZn37 (Ms63)<br />
μ = 0,18<br />
R p0,2 = 250 N/mm 2<br />
MontagevorAnziehMontagevorAnziehMontagevorAnziehMontagevorAnziehspannkraftmomentspannkraftmomentspannkraftmomentspannkraftmoment (kN) (kN) (kN) (kN) (kN) (kN) (kN) (kN)<br />
M 6 4,3 6,1 2,7 3,8 2,2 3,1 3,2 4,5<br />
M 8 8 15 4,9 9,5 4 7,5 6 11<br />
M 10 13 30 7,8 19<br />
M 12 9 53 12 33<br />
M 16 35 135 22 82<br />
Werte entsprechend DVS-Merkblatt 0904 (Dezember 2000)<br />
1) schweißgeeignet<br />
Alle angegebenen Werte sind Anhaltspunkte für die Mindestzugkraft und das Mindestdrehmoment einer Schweißverbindung ohne<br />
bleibende Verformung der Fügeteile.Voraussetzung ist, dass das Fügeteil eine ausreichende Wanddicke hat. Die Werte gelten für<br />
kaltgewalzte Gewindebolzen mit Regelgewinde ohne Oberflächenschutz und ohne Gewindeschmierung. Über die gesamte Bolzenlänge<br />
muss mindestens der Spannungsquerschnitt vorhanden sein. Die Werte gelten für die angegebenen Dehngrenzen.<br />
Grundwerkstoff<br />
EN 288-4/<br />
Gruppen 21 und 22.1<br />
1.4301/03 (A2–501 )<br />
1.4401, 1.4541, 1.4571<br />
2/14) 2 1 -<br />
EN AW-AIMg3 - - - 2<br />
1 = gut geeignet für jede Anwendung<br />
2 = geeignet mit Einschränkung für Kraftübertragung<br />
- = nicht schweißbar<br />
1) schweißgeeignet<br />
2) maximale Streckgrenze Reh < 460 N/mm 2<br />
3) nur bei Kurzzeit-Bolzenschweißen mit Hubzündung<br />
4) bis 10 mm Durchmesser und Schutzgas in Position PA<br />
-<br />
E/D/E




![[PDF] WERKzEUg MaschInEn - E.W. NEU GmbH](https://img.yumpu.com/10359202/1/184x260/pdf-werkzeug-maschinen-ew-neu-gmbh.jpg?quality=85)