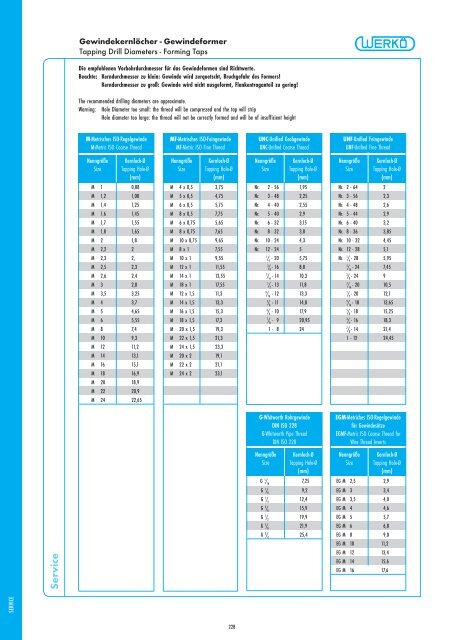
SERVICE Service Gewindekernlöcher - Gewindeformer Tapping Drill Diameters - Forming Taps Die empfohlenen Vorbohrdurchmesser für das Gewindeformen sind Richtwerte. Beachte: Kerndurchmesser zu klein: Gewinde wird zerquetscht, Bruchgefahr des Formers! Kerndurchmesser zu groß: Gewinde wird nicht ausgeformt, Flankentraganteil zu gering! The recommended drilling diameters are approximate. Warning: Hole Diameter too small: the thread will be compressed and the tap will strip Hole diameter too large: the thread will not be correctly formed and will be of insufficient height M-Metrisches ISO-Regelgewinde M-Metric ISO Coarse Thread Nenngröße Size Kernloch-Ø Tapping Hole-Ø (mm) M 1 0,88 M 1,2 1,08 M 1,4 1,25 M 1,6 1,45 M 1,7 1,55 M 1,8 1,65 M 2 1,8 M 2,2 2 M 2,3 2, M 2,5 2,3 M 2,6 2,4 M 3 2,8 M 3,5 3,25 M 4 3,7 M 5 4,65 M 6 5,55 M 8 7,4 M 10 9,3 M 12 11,2 M 14 13,1 M 16 15,1 M 18 16,9 M 20 18,9 M 22 20,9 M 24 22,65 MF-Metrisches ISO-Feingewinde MF-Metric ISO Fine Thread Nenngröße Size Kernloch-Ø Tapping Hole-Ø (mm) M 4 x 0,5 3,75 M 5 x 0,5 4,75 M 6 x 0,5 5,75 M 8 x 0,5 7,75 M 6 x 0,75 5,65 M 8 x 0,75 7,65 M 10 x 0,75 9,65 M 8 x 1 7,55 M 10 x 1 9,55 M 12 x 1 11,55 M 14 x 1 13,55 M 18 x 1 17,55 M 12 x 1,5 11,3 M 14 x 1,5 13,3 M 16 x 1,5 15,3 M 18 x 1,5 17,3 M 20 x 1,5 19,3 M 22 x 1,5 21,3 M 24 x 1,5 23,3 M 20 x 2 19,1 M 22 x 2 21,1 M 24 x 2 23,1 228 UNC-Unifi ed Grobgewinde UNC-Unifi ed Coarse Thread Nenngröße Size Kernloch-Ø Tapping Hole-Ø (mm) Nr. 2 - 56 1,95 Nr. 3 - 48 2,25 Nr. 4 - 40 2,55 Nr. 5 - 40 2,9 Nr. 6 - 32 3,15 Nr. 8 - 32 3,8 Nr. 10 - 24 4,3 Nr. 12 - 24 5 1 /4 - 20 5,75 3 /8 - 16 8,8 7 /16 - 14 10,3 1 /2 - 13 11,8 9 /16 - 12 13,3 5 /8 - 11 14,8 3 /4 - 10 17,9 7 /8 - 9 20,95 1 - 8 24 G-Whitworth Rohrgewinde DIN ISO 228 G-Whitworth Pipe Thread DIN ISO 228 Nenngröße Size G 1 / 16 G 1 / 8 G 1 / 4 G 3 / 8 G 1 / 2 G 5 / 8 G 3 / 4 Kernloch-Ø Tapping Hole-Ø (mm) 7,25 9,2 12,4 15,9 19,9 21,9 25,4 UNF-Unifi ed Feingewinde UNF-Unifi ed Fine Thread Nenngröße Size Kernloch-Ø Tapping Hole-Ø (mm) Nr. 2 - 64 2 Nr. 3 - 56 2,3 Nr. 4 - 48 2,6 Nr. 5 - 44 2,9 Nr. 6 - 40 3,2 Nr. 8 - 36 3,85 Nr. 10 - 32 4,45 Nr. 12 - 28 5,1 1 Nr. /4 - 28 5,95 5 /16 - 24 7,45 3 /8 - 24 9 7 /16 - 20 10,5 1 /2 - 20 12,1 9 /16 - 18 13,65 5 /8 - 18 15,25 3 /4 - 16 18,3 7 /8 - 14 21,4 1 - 12 24,45 EGM-Metriches ISO-Regelgewinde für Gewindesätze EGMF-Metric ISO Coarse Thread for Wire Thread Inserts Nenngröße Size Kernloch-Ø Tapping Hole-Ø (mm) EG M 2,5 2,9 EG M 3 3,4 EG M 3,5 4,0 EG M 4 4,6 EG M 5 5,7 EG M 6 6,8 EG M 8 9,0 EG M 10 11,2 EG M 12 13,4 EG M 14 15,6 EG M 16 17,6
Service Lage der Toleranzfelder Gewindebohrer und Gewindeformer für metrisches ISO-Gewinde / Tolerance classes of Taps & Forming Taps for ISO Metric threads Die DIN EN 22857 legt die Fertigungstoleranzen für das Gewindeteil von Gewindebohrern fest, die zur Herstellung von metrischen ISO-Gewinden mit Toleranzfeld 4H bis 8H und 4G bis 6G verwendet werden. Die folgende Gegenüberstellung zeigt die Zusammenhänge von der zurückgezogenen DIN 802/Teil 1 und der DIN EN 22857, für die Toleranzfelder mit unterschiedlichen Anwendungen der Gewindebohrer. The standard DIN EN 22857 sets out the limits of taps for the production of ISO threads from tolerance of 4H to 8H and 4G to 6G. The following is a comparison of DIN 802 (now obsolete) with the current DIN EN 22857 in respect of thread classification. DIN EN 22857 Anwendungsklasse des Gewindebohrers Application class of tap Benennung / Class Name Kennzeichnung / Designation Klasse 1 / Class 1 ISO 1 Klasse 2 / Class 2 ISO 2 Klasse 3 / Class 3 ISO 3 xxx xxx 229 Toleranzfeld des zu schneidenden Muttergewindes Tap Tolerance 4H 5H 4G 5G 6H 6G 7H 8H 7G 8G DIN 802, Teil 1 (zurückgezogen) DIN 802 Part 1 (obsolete) Toleranzfeld des Gewindebohrers Thread Tolerance Die Kennzeichnung unserer Gewindebohrer-/former erfolgt nach DIN EN 22 857 und unter Hinzufügung der Toleranzklassen (zurückgezogene DIN 802/1). Für die weitere Kennzeichnung gilt unverändert DIN 2197. Beispiel: M 12 für Toleranzfeld des zu schneidenden Muttergewindes 6H nach DIN 22 857 M 12 ISO 2 nach DIN 802, Teil 1 zurückgezogen M 12-6H Unsere Gewindebohrer-/former werden auch weiterhin mit neuer als auch mit alter Kennzeichnung geliefert. Beispiel: M 12 x 1,5 - ISO 2/6H Die Kennzeichnung der nicht von der DIN EN 22857 erfassten Toleranzlagen wie z.B.: 7G, 8G und die X-Toleranzlagen erfolgt unverändert nach der zurückgezogenen DIN 802, Teil 1. (Hierzu ist eine neue Norm in Vorbereitung) Beispiel: M 12 mit zusätzlichem Aufmaß für z.B. Toleranzfeld 6H, des zu schneidenden/formenden Muttergewindes. (siehe auch nachfolgendes Diagramm) M 12 - 6HX The designation of our taps follows DIN EN 22 857. Example: M12 for class 6H Thread To DIN 22 857 M 12 ISO 2 To DIN 802 M 12-6H Our taps are available with new or old designations. Example: M 12 x 1,5 - ISO 2/6H This designation is not according to DIN EN 22857 with the appropriate tolerance band such as 7G or 8G, and the X tolerance band remains unchanged following the obsolete DIN 802 Part 1 ( A new standard is in preparation) Example: M12 with tolerance of thread for example to 6H. (See following diagram) - 6HX 4H 6H 6G 7G SERVICE
- Seite 1 und 2:
So fi nden Sie uns How to fi nd us
- Seite 3 und 4:
Unsere Stärke ist eine leistungsf
- Seite 5 und 6:
Reibahlen / Reamers 173 Handreibahl
- Seite 7 und 8:
Spiralbohrer HSS / HSCo / Twist Dri
- Seite 9 und 10:
Blank / Bright Dampfangelassen / St
- Seite 11 und 12:
Blank / Bright Dampfangelassen / St
- Seite 13 und 14:
Blank / Bright Dampfangelassen / St
- Seite 15 und 16:
Blank / Bright Dampfangelassen / St
- Seite 17 und 18:
Blank / Bright Dampfangelassen / St
- Seite 19 und 20:
Spiralbohrer mit Zylinderschaft HSS
- Seite 21 und 22:
Spiralbohrer mit Zylinderschaft HSS
- Seite 23 und 24:
Spiralbohrer mit Zylinderschaft HSS
- Seite 25 und 26:
Spiralbohrer mit Zylinderschaft HSS
- Seite 27 und 28:
Spiralbohrer mit Morsekegelschaft H
- Seite 29 und 30:
Spiralbohrer mit Morsekegelschaft H
- Seite 31 und 32:
DIN 1899 Kleinstbohrer mit Zylinder
- Seite 33 und 34:
DIN 1897 Spiralbohrer mit Zylinders
- Seite 35 und 36:
DIN 1897 Spiralbohrer mit Zylinders
- Seite 37 und 38:
Werksnorm / Factory Standard Blechb
- Seite 39 und 40:
Werksnorm / Factory Standard NC-Anb
- Seite 41 und 42:
DIN 338 Spiralbohrer mit Zylindersc
- Seite 43 und 44:
DIN 338 Spiralbohrer mit Zylindersc
- Seite 45 und 46:
DIN 338 Spiralbohrer mit Zylindersc
- Seite 47 und 48:
DIN 338 Spiralbohrer mit Zylindersc
- Seite 49 und 50:
DIN 340 Spiralbohrer mit Zylindersc
- Seite 51 und 52:
DIN 340 Spiralbohrer mit Zylindersc
- Seite 53 und 54:
DIN 340 Spiralbohrer mit Zylindersc
- Seite 55 und 56:
DIN 1869 Spiralbohrer mit Zylinders
- Seite 57 und 58:
BS 328 Spiralbohrer mit Zylindersch
- Seite 59 und 60:
DIN 333 Zentrierbohrer HSS, DIN 333
- Seite 61 und 62:
DIN 345 Spiralbohrer mit Morsekegel
- Seite 63 und 64:
DIN 345 Spiralbohrer mit Morsekegel
- Seite 65 und 66:
DIN 346 Spiralbohrer mit größerem
- Seite 67 und 68:
Werksnorm / Factory Standard Spiral
- Seite 69 und 70:
DIN 1870 Spiralbohrer mit Morsekege
- Seite 71 und 72:
Hartmetallspiralbohrer / Carbide Tw
- Seite 73 und 74:
Blank / Bright Dampfangelassen / St
- Seite 75 und 76:
Blank / Bright Dampfangelassen / St
- Seite 77 und 78:
Hartmetallspiralbohrer / Carbide Tw
- Seite 79 und 80:
Hartmetallspiralbohrer / Carbide Tw
- Seite 81 und 82:
DIN 6539 VHM-Spiralbohrer mit Zylin
- Seite 83 und 84:
Werksnorm / Factory Standard NC-Anb
- Seite 85 und 86:
DIN 6537K VHM Spiralbohrer mit Zyli
- Seite 87 und 88:
DIN 6537L VHM Spiralbohrer mit Zyli
- Seite 89 und 90:
DIN 338 VHM Spiralbohrer mit Zylind
- Seite 91 und 92:
DIN 8041 HM-bestückter Spiralbohre
- Seite 93 und 94:
Stufenbohrer HSS / Step Drills HSS
- Seite 95 und 96:
Blank / Bright Dampfangelassen / St
- Seite 97 und 98:
Blank / Bright Dampfangelassen / St
- Seite 99 und 100:
Stufenbohrer HSS / Step Drills HSS
- Seite 101 und 102:
DIN 8374 / 8378 Mehrfasenstufenbohr
- Seite 103 und 104:
DIN 8375 / 8379 Mehrfasenstufenbohr
- Seite 105 und 106:
Werksnorm / Factory Standard Stufen
- Seite 107 und 108:
Senker / Countersinks, Counterbores
- Seite 109 und 110:
Blank / Bright Dampfangelassen / St
- Seite 111 und 112:
Senker HSS / Countersinks and Count
- Seite 113 und 114:
Anwendungsspezifi sche Werkzeuge Sp
- Seite 115 und 116:
DIN 373 Flachsenker mit festem Füh
- Seite 117 und 118:
DIN 375 Flachsenker mit Morsekegels
- Seite 119 und 120:
DIN 334 Kegelsenker 60° mit Zylind
- Seite 121 und 122:
DIN335 Kegelsenker 90° mit Morseke
- Seite 123 und 124:
Werksnorm/ Factory Standard Stufenb
- Seite 125 und 126:
Gewindebohrer DIN Taps DIN Gewindeb
- Seite 127 und 128:
Blank / Bright Dampfangelassen / St
- Seite 129 und 130:
Blank / Bright Dampfangelassen / St
- Seite 131 und 132:
Blank / Bright Dampfangelassen / St
- Seite 133 und 134:
Blank / Bright Dampfangelassen / St
- Seite 135 und 136:
Kurzzeichen / Type Typ / No. Beschr
- Seite 137 und 138:
Kurzzeichen / Type Typ / No. Beschr
- Seite 139 und 140:
DIN 352 Satzgewindebohrer DIN 352 H
- Seite 141 und 142:
DIN 352 Kurze Maschinengewindebohre
- Seite 143 und 144:
DIN 371 / DIN 376 Maschinengewindeb
- Seite 145 und 146:
DIN 371 / DIN 376 Maschinengewindeb
- Seite 147 und 148:
DIN 371 / DIN 376 Maschinengewindeb
- Seite 149 und 150:
DIN 371 / DIN 376 Maschinengewindeb
- Seite 151 und 152:
DIN 371 / DIN 376 Maschinengewindeb
- Seite 153 und 154:
DIN 371 / DIN 376 Maschinengewindef
- Seite 155 und 156:
DIN 357 Maschinengewindebohrer DIN
- Seite 157 und 158:
DIN 2181 Satzgewindebohrer DIN 2181
- Seite 159 und 160:
DIN 374 Maschinengewindebohrer DIN
- Seite 161 und 162:
DIN 374 Maschinengewindebohrer DIN
- Seite 163 und 164:
DIN 374 Maschinengewindebohrer DIN
- Seite 165 und 166:
DIN 374 Maschinengewindebohrer DIN
- Seite 167 und 168:
DIN 371 / DIN 376 Maschinengewindeb
- Seite 169 und 170:
DIN 374 Maschinengewindebohrer DIN
- Seite 171 und 172:
DIN 5156 Maschinengewindebohrer DIN
- Seite 173 und 174:
Reibahlen / Reamers Reibahlen / Rea
- Seite 175 und 176:
Reibahlen Reamers Blank / Bright Da
- Seite 177 und 178: Blank / Bright Dampfangelassen / St
- Seite 179 und 180: Blank / Bright Dampfangelassen / St
- Seite 181 und 182: Reibahlen / Reamers Blank / Bright
- Seite 183 und 184: Reibahlen / Reamers Blank / Bright
- Seite 185 und 186: DIN 206 Handreibahle mit Zylindersc
- Seite 187 und 188: Werksnorm / Factory Standart Handre
- Seite 189 und 190: DIN 208 Maschinenreibahle mit Morse
- Seite 191 und 192: DIN 219 Aufsteckreibahlen, HSS-E, D
- Seite 193 und 194: DIN 9 Kegelreibahle 1:50 mit Zylind
- Seite 195 und 196: DIN 2180 Kegel- Schälreibahle 1:50
- Seite 197 und 198: DIN 8093 Maschinenreibahle mit Zyli
- Seite 199 und 200: DIN 8054 Aufsteckreibahle HM-bestü
- Seite 201 und 202: Sortimente / Sets Sortimente / Sets
- Seite 203 und 204: Sets DIN 338 Spiralbohrer DIN 338 H
- Seite 205 und 206: Service Seite / Page Brutto-Zuschla
- Seite 207 und 208: Service Brutto-Zuschlagliste für R
- Seite 209 und 210: Service Drehzahlreihe - ermittelt a
- Seite 211 und 212: Service Morsekegelschäfte, DIN 228
- Seite 213 und 214: Service Maße Form HA (glatter Zyli
- Seite 215 und 216: Service Maße Form A Measurements F
- Seite 217 und 218: Service Spiralbohrer - Profiltypen
- Seite 219 und 220: Service TiCN - Beschichtung / TiCN
- Seite 221 und 222: Service Ausführung mit Schälansch
- Seite 223 und 224: Service Gewindeformer - Anwendung,
- Seite 225 und 226: Service Gewindearten Übersicht Thr
- Seite 227: Service UNF-Unifi ed Feingewinde UN
- Seite 231 und 232: Service Untermaße zum Reiben Reami
- Seite 233 und 234: Service General Terms of Delivery o
- Seite 235 und 236: Notizen / Notes 235 SERVICE
- Seite 237 und 238: Notizen / Notes 237 SERVICE
- Seite 239 und 240: Notizen / Notes 239 SERVICE