APPLIKATIONSVERFAHREN UND - ITW Gema AG
APPLIKATIONSVERFAHREN UND - ITW Gema AG
APPLIKATIONSVERFAHREN UND - ITW Gema AG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Marketing<br />
Der Kettenförderer dient dem Werkstücktransport und somit der<br />
Automatisierung des Beschichtungsablaufes. Je nach Bedürfnis kommen<br />
Einfachstrang-, Kreis- oder „Power & Free“-Förderer zum Einsatz. Für eine<br />
reibungslose Förderung braucht es eine produktionsgerechte<br />
Gehängegestaltung. Eine universelle Verwendung von Haken und<br />
Warenträgern sollte möglich sein. Ein Behängungsplan gestattet aufgrund der<br />
geforderten Kapazität die Ermittlung der Kettenfördergeschwindigkeit. Wie die<br />
Warengehänge aussehen sollten, richtet sich nach der für die Applikation<br />
geeignete Anordnung. Um Produktionsstops zu vermeiden, werden zwei<br />
Gehängesätze empfohlen. So kann ein Satz gereinigt werden, während der<br />
andere gereinigt wird. Bevor die Werkstücke beschichtet werden können,<br />
müssen sie von allen Verunreinigungen wie Fetten, Ölen usw. befreit werden.<br />
Dies geschieht in der Vorbehandlungsanlage, die auf die zu beschichtenden<br />
Werkstücke abzustimmen ist. Von der Qualität der Vorbehandlung hängt das<br />
spätere Beschichtungsergebnis ab. Die Teile müssen trocken und mit max.<br />
40 °C Restwärme in die Beschichtungskabine einlaufen können.<br />
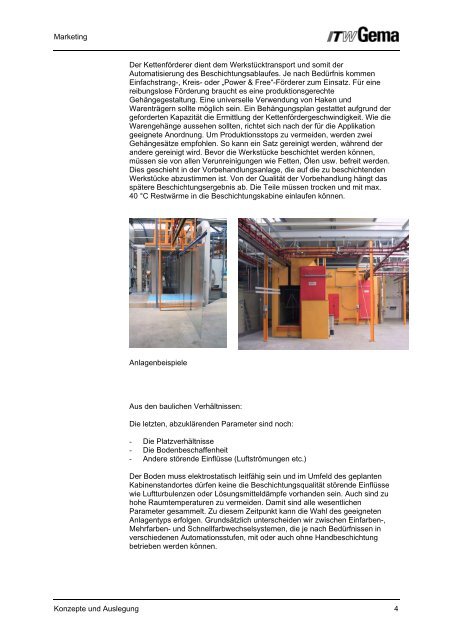
Anlagenbeispiele<br />
Aus den baulichen Verhältnissen:<br />
Die letzten, abzuklärenden Parameter sind noch:<br />
- Die Platzverhältnisse<br />
- Die Bodenbeschaffenheit<br />
- Andere störende Einflüsse (Luftströmungen etc.)<br />
Der Boden muss elektrostatisch leitfähig sein und im Umfeld des geplanten<br />
Kabinenstandortes dürfen keine die Beschichtungsqualität störende Einflüsse<br />
wie Luftturbulenzen oder Lösungsmitteldämpfe vorhanden sein. Auch sind zu<br />
hohe Raumtemperaturen zu vermeiden. Damit sind alle wesentlichen<br />
Parameter gesammelt. Zu diesem Zeitpunkt kann die Wahl des geeigneten<br />
Anlagentyps erfolgen. Grundsätzlich unterscheiden wir zwischen Einfarben-,<br />
Mehrfarben- und Schnellfarbwechselsystemen, die je nach Bedürfnissen in<br />
verschiedenen Automationsstufen, mit oder auch ohne Handbeschichtung<br />
betrieben werden können.<br />
Konzepte und Auslegung 4