

Klicken Sie hier für die Ansicht auf dem iPad
Klicken Sie hier für die Ansicht auf dem iPad
Klicken Sie hier für die Ansicht auf dem iPad

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
134<br />
l<br />
USER GUIDE<br />
Werkzeuge <strong>für</strong> <strong>die</strong> Bearbeitung mit Hochdruckkühlung (bis zu 340 bar)<br />
Hochdruckkühlung beim Stechdrehen und<br />
Abstechen<br />
Bei Ein- und Abstechbearbeitungen führt der<br />
Einsatz von Hochdruckkühlung zu hervorragenden<br />
Spanbruchergebnissen sowie höheren Standzeiten<br />
und Schnittparametern.<br />
Bei exotischen Werkstückstoffen wie Inconel oder Titan<br />
ist es normalerweise unmöglich, mit herkömmlicher<br />
Kühlmittelzufuhr von außen <strong>die</strong> Späne zu brechen.<br />
Mit Hochdruckkühlung ist <strong>die</strong> Spankontrolle deutlich<br />
verbessert.<br />
Auch bei der Bearbeitung von legierten und rostfreien<br />
Stählen kann Hochdruckkühlung bei niedrigen<br />
Vorschubwerten <strong>die</strong> Spanbruchprobleme lösen. Der<br />
Einsatz von Hochdruckkühlung reduziert oder eliminiert<br />
sogar im Speziellen bei der Bearbeitung von rostfreien<br />
Stählen und hoch hitzebeständigen Legierungen das<br />
Phänomen der Aufbauschneidenbildung.<br />
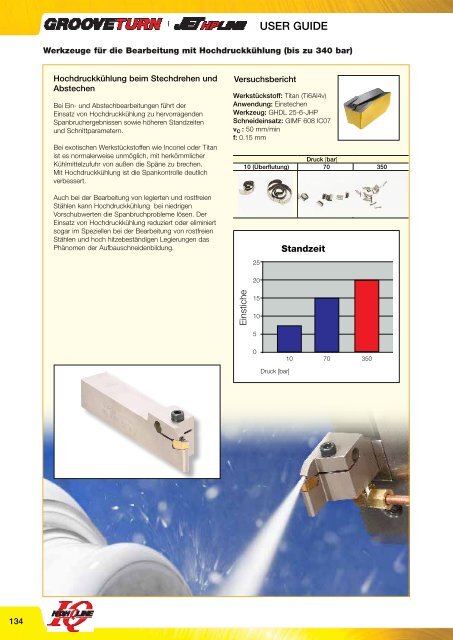
Versuchsbericht<br />
Werkstückstoff: Titan (Ti6Al4v)<br />
Anwendung: Einstechen<br />
Werkzeug: GHDL 25-6-JHP<br />
Schneideinsatz: GIMF 608 IC07<br />
vc : 50 mm/min<br />
f: 0.15 mm<br />
Einstiche<br />
Druck [bar]<br />
10 (Überflutung) 70 350<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Druck [bar]<br />
Standzeit<br />
10 70 350



