Dampfseitiges Oxidationsverhalten austenitischer Kesselrohre
Dampfseitiges Oxidationsverhalten austenitischer Kesselrohre
Dampfseitiges Oxidationsverhalten austenitischer Kesselrohre

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
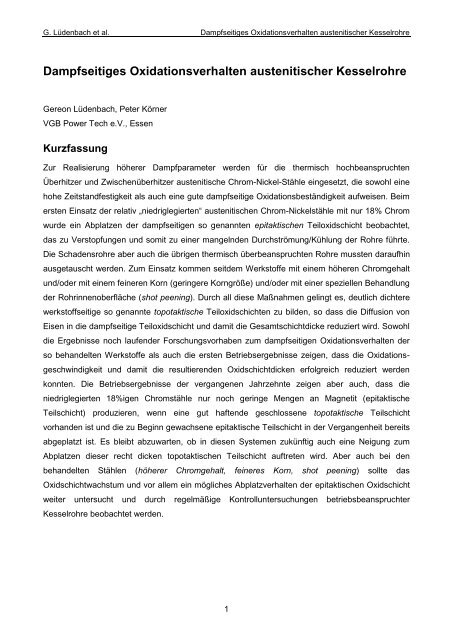
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
<strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Gereon Lüdenbach, Peter Körner<br />
VGB Power Tech e.V., Essen<br />
Kurzfassung<br />
Zur Realisierung höherer Dampfparameter werden für die thermisch hochbeanspruchten<br />
Überhitzer und Zwischenüberhitzer austenitische Chrom-Nickel-Stähle eingesetzt, die sowohl eine<br />
hohe Zeitstandfestigkeit als auch eine gute dampfseitige Oxidationsbeständigkeit aufweisen. Beim<br />
ersten Einsatz der relativ „niedriglegierten“ austenitischen Chrom-Nickelstähle mit nur 18% Chrom<br />
wurde ein Abplatzen der dampfseitigen so genannten epitaktischen Teiloxidschicht beobachtet,<br />
das zu Verstopfungen und somit zu einer mangelnden Durchströmung/Kühlung der Rohre führte.<br />
Die Schadensrohre aber auch die übrigen thermisch überbeanspruchten Rohre mussten daraufhin<br />
ausgetauscht werden. Zum Einsatz kommen seitdem Werkstoffe mit einem höheren Chromgehalt<br />
und/oder mit einem feineren Korn (geringere Korngröße) und/oder mit einer speziellen Behandlung<br />
der Rohrinnenoberfläche (shot peening). Durch all diese Maßnahmen gelingt es, deutlich dichtere<br />
werkstoffseitige so genannte topotaktische Teiloxidschichten zu bilden, so dass die Diffusion von<br />
Eisen in die dampfseitige Teiloxidschicht und damit die Gesamtschichtdicke reduziert wird. Sowohl<br />
die Ergebnisse noch laufender Forschungsvorhaben zum dampfseitigen <strong>Oxidationsverhalten</strong> der<br />
so behandelten Werkstoffe als auch die ersten Betriebsergebnisse zeigen, dass die Oxidations-<br />
geschwindigkeit und damit die resultierenden Oxidschichtdicken erfolgreich reduziert werden<br />
konnten. Die Betriebsergebnisse der vergangenen Jahrzehnte zeigen aber auch, dass die<br />
niedriglegierten 18%igen Chromstähle nur noch geringe Mengen an Magnetit (epitaktische<br />
Teilschicht) produzieren, wenn eine gut haftende geschlossene topotaktische Teilschicht<br />
vorhanden ist und die zu Beginn gewachsene epitaktische Teilschicht in der Vergangenheit bereits<br />
abgeplatzt ist. Es bleibt abzuwarten, ob in diesen Systemen zukünftig auch eine Neigung zum<br />
Abplatzen dieser recht dicken topotaktischen Teilschicht auftreten wird. Aber auch bei den<br />
behandelten Stählen (höherer Chromgehalt, feineres Korn, shot peening) sollte das<br />
Oxidschichtwachstum und vor allem ein mögliches Abplatzverhalten der epitaktischen Oxidschicht<br />
weiter untersucht und durch regelmäßige Kontrolluntersuchungen betriebsbeanspruchter<br />
<strong>Kesselrohre</strong> beobachtet werden.<br />
1
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
1 Einleitung<br />
In Deutschland wurden bereits Ende der 1950er Jahre beheizte <strong>Kesselrohre</strong> aus austenitischen<br />
Chrom-Nickel Stählen verwendet, insbesondere in Kraftwerken der chemischen Industrie. Hierbei<br />
handelte es sich um Kraftwerke, die mit fossilen Brennstoffen befeuert wurden und deren Frisch-<br />
dampfparameter 600°C und 300 bar betrugen [1-8]. In den Kraftwerken der Energiewirtschaft<br />
etablierten sich im gleichen Zeitraum für die thermisch hoch beanspruchten Überhitzer und<br />
Zwischenüberhitzer der warmfeste martensitische 12%-Chromstahl X20CrMoV12-1 sowie der<br />
ferritisch-bainitische 2,5%-Chromstahl 10CrMo9-10. Da beide Systeme meist die gleiche<br />
Dampftemperatur produzieren unterliegen auch die beiden Werkstoffe einer vergleichbaren<br />
thermischen Belastung, so dass aufgrund des niedrigeren Chromgehaltes der 10CrMo9-10 nach<br />
der gleichen Betriebszeit deutlich dickere Oxidschichten aufweist der X20. Das Abplatzen von<br />
dampfseitig gewachsenen Oxidschichten wird viel häufiger bei Zwischenüberhitzerrohren aus dem<br />
Werkstoff 10CrMo9-10 beobachtet. Dies hängt einerseits ab von den deutlichen dickeren<br />
Oxidschichten aber auch von der Dimension der Rohre. Während Überhitzerrohre kleine<br />
Durchmesser und große Wanddicken aufweisen, sind die Durchmesser der Zwischenüberhitzer-<br />
rohre eher groß und die Wanddicken etwas geringer. Dies bedeutet, dass die Dehnung in der<br />
Grenze zwischen Oxidschicht und Metall als Folge einer Biegebeanspruchung, wie sie z.B. durch<br />
häufiges An- und Abfahren des Kessels hervorgerufen wird, in Zwischenüberhitzerrohren größer<br />
ist. Grundsätzlich kommt es in Anlagen verstärkt zu Problemen durch Magnetitpartikel, die häufiger<br />
an- und abgefahren werden bzw. häufigen Lastwechseln unterliegen. Die Oxidpartikel finden sich<br />
z.B. in den Entwässerungsleitungen speziell in den Entwässerungsventilen aber auch in den<br />
Turbinenventilen wieder und beeinträchtigen dort die Funktion der Ventile bzw. können zu<br />
abrasivem Materialabtrag führen. Mit der Verwendung <strong>austenitischer</strong> Chrom-Nickel Stähle für<br />
Überhitzer- und Zwischenüberhitzer der „neuen“ Kraftwerksgeneration ist das dampfseitige<br />
<strong>Oxidationsverhalten</strong> bzw. Abplatzverhalten dieser Oxidschichten in den Fokus des Interesses<br />
gerückt. Aufgrund des deutlich höheren thermischen Ausdehnungskoeffizienten der Austenite (18<br />
x 10 -6 K -1 ) gegenüber dem der ferritisch-martensitischen Stähle (12 x 10 -6 K -1 ) entstehen in der<br />
Grenzschicht zwischen Werkstoff und Oxidschicht bzw. innerhalb der Oxidschichten selbst<br />
Scherspannungen, die zur Delamination bzw. zum Abplatzen der Oxidschicht bzw. Teilen der<br />
Oxidschicht führen. Neben den bereits erwähnten Problemen, die in den nachgeschalteten<br />
Systemen des Dampferzeugers auftreten, ist das Problem der Verstopfung von <strong>Kesselrohre</strong>n<br />
durch die abgeplatzten Magnetitschollen besonders hervorzuheben. Platzen erhebliche Mengen<br />
der Oxidschicht relativ zeitgleich ab und können diese konstruktionsbedingt nicht mit der<br />
Dampfströmung aus der Heizfläche abtransportiert werden, kann es zu zahlreichen Verstopfungen<br />
und als Folge dessen zur thermischen Überbeanspruchung der Rohre und zu Rohrreißern<br />
kommen.<br />
2
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
1.1 <strong>Dampfseitiges</strong> Oxidschichtwachstum<br />
Eisen und Eisenlegierungen bilden auf der mit Heißdampf beaufschlagten Oberfläche<br />
geschlossene Oxidschichten, die in der Regel eine sehr gute Haftfestigkeit aufweisen und<br />
aufgrund der eingeschränkten Diffusionsmöglichkeit für Sauerstoff- und Eisenatomen die weitere<br />
Oxidation mit zunehmender Schichtdicke stark reduzieren. Das <strong>Oxidationsverhalten</strong> von ferritisch-<br />
martensitischen Stählen gegenüber dem von austenitischen Stählen unterscheidet sich nicht<br />
wesentlich. Grundsätzlich kommt es zunächst zur Adsorbtion von Sauerstoffionen an der Bauteil-<br />
oberfläche. Über spezielle Gitterfehlstellen sind die Sauerstoffionen in der Lage, in das<br />
oberflächennahe Werkstoffvolumen einzudringen und dort mit Eisen und bestimmten Legierungs-<br />
elementen Eisen- bzw. Metalloxid zu bilden. Gleichzeitig diffundieren aber auch Eisenionen und<br />
bestimmte Metallionen aus dem oberflächennahen Werkstoffvolumen an die Bauteiloberfläche und<br />
reagieren dort mit Sauerstoff zu Eisenoxid [Magnetit (Fe3O4)] bzw. Metalloxid. Ausgehend von der<br />
ehemaligen Werkstoffoberfläche wächst also die Oxidschicht sowohl in den Werkstoff als auch in<br />
die Dampfphase (Bild 1).<br />
Bild 1: Schematische Darstellung des Oxidschichtwachstums auf Stahloberflächen im Heißdampf<br />
sowie metallografischer Längsschliff durch ein mit Heißdampf beaufschlagtes Kesselrohr<br />
Hierbei wird die in den Werkstoff eingewachsene Schicht als topotaktische Teiloxidschicht und die<br />
auf die Werkstoffoberfläche aufgewachsene Schicht als epitaktische Teiloxidschicht bezeichnet.<br />
Charakteristisch für chromlegierte Stähle ist das Phänomen, dass Chrom sich ausschließlich<br />
innerhalb der topotaktischen Schicht befindet und dort mit dem Eisen ein Eisen-Chrom-Spinell der<br />
Form [(Fe,Cr)3O4] bildet, während es sich bei der epitaktischen Schicht um eine reine<br />
Magnetitschicht (Fe3O4) handelt. Meist befindet sich auf der dampfberührten Oberfläche der<br />
epitaktischen Magnetitschicht noch ein mehr oder weniger geschlossene Schicht aus Hämatit<br />
(Fe2O3). Auch strukturell unterscheiden sich beide Schichten sehr stark. Die topotaktische Schicht<br />
3
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
ist relativ kompakt und homogen aufgebaut und zeigt noch deutlich die Kornstruktur des<br />
Grundwerkstoffs aus dem sie entstanden ist. Die epitaktische Schicht hingegen ist aus<br />
säulenartigen Stengelkristallen aufgebaut, die senkrecht zur Oberfläche in die Dampfphase<br />
gewachsen sind.<br />
1.2 Zusammenhang zwischen Temperatur und Oxidschichtdicke<br />
Wie bereits erwähnt, nimmt die Oxidationsgeschwindigkeit mit zunehmender Oxidschichtdicke<br />
deutlich ab. Dieser Zusammenhang lässt sich mit Hilfe des parabolischen Zeitgesetzes nach<br />
Tamann beschreiben (Bild 2).<br />
Bild 2: Schematische Darstellung des parabolischen Zeitgesetzes nach Tamann, mit der auch die<br />
Oxidation von Stahloberflächen in Heißdampf beschrieben werden kann.<br />
Der hieraus ableitbare zeitliche Zusammenhang ist jedoch auch temperaturabhängig, da mit<br />
zunehmender Temperatur auch die Oxidationsgeschwindigkeit ansteigt. Generell ergibt sich die<br />
Berechnungstemperatur konvektiv beheizter Rohre gemäß TRD 301 aus der jeweiligen<br />
Bezugstemperatur, d.h. der aus der wärmetechnischen Auslegung abgeleiteten Dampftemperatur<br />
und einem Temperaturzuschlag von 35 K. Dieser Temperaturzuschlag trägt sowohl einer<br />
möglichen rauchgasseitigen Schieflage als auch der Rohrwandtemperaturerhöhung durch<br />
dampfseitiges Oxidschichtwachstum Rechnung. D.h. die Rohrwandtemperatur beheizter Rohre<br />
nimmt mit zunehmender Betriebszeit zu, was auf der thermischen Isolation der Schicht beruht. Das<br />
Ausmaß dieser Rohrwandtemperaturerhöhung hängt unter anderem ab von der Wärmeleitfähigkeit<br />
der Oxidschicht, der rauchgasseitigen Wärmestromdichte, der Massenstromdichte des Dampfes<br />
und dem Wärmeübergangskoeffizienten zwischen Dampf und Oxidschicht.<br />
Für die ferritisch-bainitischen und martensitischen Kesselstähle sind in der Literatur<br />
unterschiedliche „temperaturabhängige Zunderkonstanten“ veröffentlicht worden, die entweder auf<br />
den Untersuchungsergebnissen aus kurzzeitigen (wenige hundert bzw. tausend Stunden)<br />
4
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Laborversuchen basieren oder aus der Untersuchung langzeitig (mehrere zehntausend bzw.<br />
hunderttausend Stunden) betriebener <strong>Kesselrohre</strong> abgeleitet wurden. Beide Vorgehensweisen<br />
sind aber mit Unsicherheiten behaftet. Treten Wachstumsstörungen, wie z.B. Delaminationen oder<br />
Abplatzungen größere Bereiche der Schicht ab, ist der Zusammenhang zwischen Betriebszeit,<br />
Oxidschichtdicke und Rohrwandtemperatur nicht mehr ausreichend sicher abzuschätzen (Bild 3).<br />
Bild 3: Beispielhafte Darstellung einer Oxidschicht von der dampfberührten Rohrinnenoberfläche<br />
eines Zwischenüberhitzerrohres aus dem Werkstoff 10CrMo9-10, die im Laufe der Betriebszeit<br />
mehrfach delaminierte, wobei die entstandenen Spalte erneut mit Oxid gefüllt wurden.<br />
1.3 Abplatzverhalten der Oxidschicht<br />
Wie bereits angedeutet wurde, neigen die beheizten <strong>Kesselrohre</strong> aus den austenitischen Stählen<br />
aufgrund ihres größeren thermischen Ausdehnungsverhaltens in besonderem Maße zum<br />
Abplatzen der Oxidschicht, insbesondere der epitaktischen Teiloxidschicht. Ein Abplatzen der<br />
gesamten Schicht wird nicht bzw. nur in seltenen Fällen beobachtet. Aus der Untersuchung der<br />
<strong>Kesselrohre</strong> aus den relativ „niedriglegierten“ austenitischen Chrom-Nickel-Stählen mit nur 18%<br />
Chrom (z.B. der 1.4910, TP 347 HF) kann abgeleitet werden, dass das erstmalige Abplatzen der<br />
epitaktischen Magnetitschicht erst ab einer gewissen Oxidschichtdicke auftritt. In konkreten Fällen<br />
wurde schon ein umfangreiches Abplatzen von 30µm dicken Teilschichten beobachtet. Da jedoch<br />
das Abplatzen außer von der Oxidschichtdicke auch in erheblichem Maße von der mechanischen<br />
Scherspannung abhängt, die sich im Interface zwischen der topotaktischen und der epitaktischen<br />
Schicht bei entsprechender äußerer mechanischer aber auch thermischer Beanspruchung<br />
ausbildet, wird es nicht möglich sein, eine kritische Oxidschichtdicke zu definieren um, den<br />
Zeitpunkt des Abplatzens vorherzusagen zu können.<br />
Aus den Erfahrungsberichten der ersten austenitischen Kraftwerke [1-8] ist nicht ersichtlich, dass<br />
Schäden oder Beeinträchtigungen des Betriebsablaufs durch abgeplatzte Magnetitschichten<br />
aufgetreten sind. Sehr wohl zeigen aber die Untersuchungen von ausgebauten Rohren nach<br />
langjähriger Betriebsbeanspruchung, dass die Oxidschichten nicht mehr den sonst üblichen<br />
5
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
zweischichtigen Aufbau aufweisen, sondern das auf der gesamten Rohrinnenoberfläche die<br />
epitaktische Teiloxidschicht vollständig abgeplatzt ist (Bild 4).<br />
Bild 4: Metallografischer Querschliff eines Zwischenüberhitzerrohres aus dem Werkstoff 1.4910<br />
nach einer Betriebszeit von ca. 45.000 Bh (Dampftemperatur ca. 550°C).<br />
Im linken Teilbild sind die Reste der noch anhaftenden oder Bereiche der bereits neu<br />
gebildeten epitaktischen Teiloxidschicht rot markiert.<br />
Üblicherweise finden sich relativ gleichmäßig dicke und gut haftende topotaktische<br />
Teiloxidschichten auf der Rohrinnenoberfläche, auf denen sich nur geringe Mengen an<br />
Magnetitinseln befinden. Hierbei handelt es sich entweder um Reste der alten oder bereits<br />
Bereiche einer sich neu bildenden epitaktischen Magnetitschicht. Nachdem jedoch die epitaktische<br />
Teilschicht erstmalig abgeplatzt ist, verläuft die Bildung einer neuen epitaktischen Teilschicht<br />
aufgrund der sehr wirksamen Diffusionsbarriere der Eisenatome durch die ja noch vorhandene<br />
topotaktische Schicht mit stark reduzierter Geschwindigkeit. Gleichzeitig wächst die topotaktische<br />
Schicht mit etwas schneller, da die Diffusionsbarriere der abgeplatzten Schicht fehlt. Es werden<br />
dann im weiteren Betrieb nur noch relativ dünne neue epitaktische Schichten gebildet, so dass in<br />
der weiteren Betriebszeit kaum noch nennenswerte Mengen an Magnetitpartikel anfallen (Bild 5).<br />
Vermutlich ist auch die Haftfestigkeit der sich immer wieder neu bildenden Schichten (Bild 5b+c)<br />
deutlich schlechter als die der sich zu Beginn gebildeten Schicht (Bild 5a), so dass sich keine<br />
geschlossenen Schichten mehr ausbilden und nur noch inselartige Reste verbleiben.<br />
6
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Bild 5: Schematische Darstellung des dampfseitigen Oxidschichtwachstums bei <strong>Kesselrohre</strong>n aus<br />
austenitischem Chrom-Nickel-Stahl mit Chromgehalten von ca. 17-18%<br />
2 Schadensbeispiele<br />
2.1 Esbjergværket und Skærbækværket<br />
Mit dem Abplatzen von dampfseitigen Oxidschichten in austenitischen Endüberhitzer- und<br />
Zwischenüberfitzerrohren sind in 1998 im Esbjergværket, Block 3 der damaligen ELSAM<br />
umfangreiche Erfahrungen gemacht worden, die auch in den VGB-Gremien (Fachausschuss<br />
Werkstoffe & Qualitätssicherung) intensiv diskutiert und auch veröffentlicht wurden [9]. Die<br />
Dampfparameter des überkritischen Dampferzeugers mit einer Leistung von 400 MW betragen<br />
250 bar und 560 °C. Während der Eintrittsbereich des Endüberhitzers mit dem martensitischen<br />
12%igen Chromstahl EM12 ausgeführt ist, schließt sich hieran der Austrittsbereich mit Rohren aus<br />
dem austenitischen 18%igen Chromstahl TP347HFG an (Bild 6).<br />
Bild 6: Zeichnungen der Überhitzer aus den Kraftwerken Esbjergværket (a) und Skærbækværket<br />
(b), in denen Rohrreißer als Folge von Verstopfungen durch abgeplatzte und abgelagerte<br />
Magnetitpartikel aufgetreten sind [9].<br />
7
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Nach 45.000 Betriebsstunden ereignete sich ein Rohrreißer in der martensitischen Berohrung,<br />
wohingegen die austenitischen Rohre im Austrittsbereich nur aufgeweitet wurden. Der Schaden<br />
konnte auf Verstopfungen im Bereich der Rohrbögen durch Magnetitpartikel zurückgeführt werden.<br />
Die Magnetitpartikel wurden intensiv untersucht und es wurde festgestellt, dass es sich hierbei um<br />
die dampfseitige (epitaktische) Teiloxidschicht der austenitischen Rohre handelt, bei denen diese<br />
Schicht gänzlich fehlte. Offensichtlich sind die Schichten während des Betriebes abgeplatzt und<br />
während der Revision mit Hilfe der durchgeführten Wasserdruckprüfung in den Eintrittsbereich<br />
(Sammler und Rohre) geschwemmt worden. Beim Wiederanfahren der Anlage war die<br />
Dampfströmung nicht in der Lage, die Partikel aus dem System auszutragen, so dass es<br />
insbesondere in den Rohrbögen vor dem senkrechten Teil der Heizfläche zu einer Ansammlung<br />
der Partikel und letztendlich zu den Verstopfungen kam.<br />
Ein weiterer vergleichbarer Schaden ereignete sich auch im Block 3 der Skærbækværket,<br />
ebenfalls im waggerechten Eintrittsbereich des Endüberhitzers. Hierbei handelte es sich auch um<br />
den austenitischen 18%igen Chromstahl TP347, der in dem überkritischen gasgefeuerten 400 MW<br />
Block (290 bar/580°C) zum Einsatz kam.<br />
2.1.1 BoA I in Niederaußem<br />
Im Jahre 2003 kam es ca. vier Wochen nach der Inbetriebnahme des 1.000 MW-Blockes in<br />
Niederaußem zu einem ersten Rohrreißer im Endüberhitzer ÜH5 [10]. Der Schaden konnte auf<br />
eine thermische Überhitzung als Folge einer mangelnden Durchströmung des Rohres<br />
zurückgeführt werden. Die Ursache für die mangelnde Durchströmung war eine Verstopfung des<br />
Rohres durch Magnetitpartikel, die von der Rohrinnenoberfläche der austenitischen<br />
Heizflächenrohre abgeplatzt waren. In den Überhitzern ÜH2, ÜH4 und ÜH5 sowie in dem<br />
Zwischenüberhitzer ZÜ3 ist der austenitische Chrom-Nickel-Stahl 1.4910 (X3CrNiMoN1713)<br />
eingesetzt. Umfangreiche Untersuchungen mit Hilfe der Durchstrahlungsprüfung an Rohrbögen<br />
konnten weitere Verstopfungen durch Magnetitschichtpartikel festgestellt werden (Bild 7). Im Laufe<br />
der durchgeführten Schadensanalyse wurde festgestellt, dass auch in diesem Falle die<br />
durchgeführte Wasserdruckprüfung dazu geführt hat, dass sich große Mengen der Magnetitpartikel<br />
in den unteren Rohrbögen sammeln konnten. Dies erklärt jedoch nicht das plötzliche Auftreten<br />
derart großer Mengen an Magnetit. Unterschiedliche Ursachen hierfür wurden diskutiert, wie z.B.<br />
mechanisch induziertes Abplatzen durch Reinigung der Rohraußenoberfläche, die<br />
Wasserdruckprüfung selbst, schnelle Temperaturwechsel oder eine Aufkonzentration der Partikel<br />
vor der Umkehrung, wenn die Partikel nicht mit der Dampfströmung abtransportiert wurden. Gegen<br />
letzteres spricht jedoch die Tatsache, dass auch bei Altanlagen Magnetit abplatzt, die problemlos<br />
mit der Dampfströmung abtransportiert werden (sonst würden sie nicht die oben beschriebenen<br />
Probleme in den nachgeschalteten Systemen verursachen).<br />
8
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Bild 7: Ergebnis der Untersuchungen an ausgebauten Rohren aus dem Überhitzer 5 [10]<br />
Als Konsequenz aus diesen Schäden sind die Rohre in den betroffenen Überhitzern und<br />
Zwischenüberhitzern gegen einen Werkstoff (DMV310N) ausgetauscht worden, der aufgrund<br />
seines höheren Chromanteils (>22%) eine wesentlich bessere Oxidationsbeständigkeit aufweist<br />
und dadurch deutlich geringere Oxidschichtdicken bildet. Die Ergebnisse an Rohrabschnitten, die<br />
nach ca. 40.000 Bh ausgebaut wurden, weisen eine Gesamtschichtdicke in der Größenordnung<br />
von ca. 25µm auf, wobei noch kein Abplatzen der epitaktischen Teiloxidschicht beobachtet wurde.<br />
Mit zunehmender Gesamtschichtdicke sollte die Neigung zum Abplatzen der epitaktischen<br />
Teilschicht zunehmen, so dass die Gefahr eines kollektiven Aplatzens bei Vorliegen<br />
entsprechender Randbedingungen (Reinigungsmaßnahmen der Rohraußenoberfläche, Wasser-<br />
druckprüfung, schnelle Temperaturwechsel usw.) grundsätzlich gegeben ist.<br />
2.1.2 Tusimice<br />
In 2010 traten ebenfalls vergleichbare Schäden in einem tschechischen Braunkohlekraftwerk mit<br />
einer Leistung von 200MW auf. In Bild 8 ist der hängende Endüberhitzer mit den in den unteren<br />
Rohrbögen gefundenen Magnetitschichten dargestellt. Die Untersuchung der Schichtpartikel im<br />
Rasterelektronenmikroskop ergab eine mittlere Schichtdicke von ca. 55µm mit einer relativ<br />
geringen Streuung. Dies zeigt, dass die Schichten alle relativ zeitgleich abgeplatzt sind. Es<br />
handelte sich ausschließlich um reine Magnetit(Fe3O4)-Schichten, d.h. um die dampfseitig<br />
gewachsenen epitaktischen Teilschichten der Überhitzerrohre.<br />
9
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Bild 8: Zeichnung des hängenden Überhitzers, in denen die Rohrreißer aufgetreten sind und in<br />
denen in den Rohrbögen große Mengen an Magnetitpartikel gefunden wurden (rechtes<br />
unteres Teilbild. Die rasterelektronenmikroskopische Aufnahme der Bruchfläche eines<br />
solchen Partikels (linkes obere Teilbild) weist eine stengelige Bruchstruktur und eine<br />
Schichtdicke von ca. 55µm auf.<br />
Durch weitere Untersuchungen an heraus geschnittenen Rohren konnte nachgewiesen werden,<br />
dass auf der Rohrinnenoberfläche nur noch die topotaktische Teilschicht vorhanden war.<br />
Überraschenderweise zeigten Untersuchungen an Rohren aus dem Zwischenüberhitzer (ebenfalls<br />
X6CrNiMo17-13), der mit der gleichen Dampftemperatur beaufschlagt wird aber im<br />
Rauchgasstrom dem Endüberhitzer nachgeschaltet ist, keine Abplatzungen. Ob die etwas<br />
geringere Schichtdicke (ca. 70µm Gesamtschichtdicke) oder die naturgemäß geringere Wärme-<br />
belastung/Temperaturänderungsgeschwindigkeiten ein Abplatzen der Schicht bisher verhindert<br />
hat, kann noch nicht abschließend abgeleitet werden. Generell ist jedoch die Gefahr im<br />
Endüberhitzer zunächst gebannt, da nahezu die gesamte epitaktische Teilschicht in den Rohren<br />
fehlt. Im Zwischenüberhitzer dagegen besteht die Gefahr, dass es wie bereits im Überhitzer<br />
geschehen, ebenfalls zum Abplatzen mit den bekannten Folgeerscheinungen kommt.<br />
10
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
3 Diskussion und Fazit<br />
Es konnte gezeigt werden, dass einerseits langjährige gute Betriebserfahrungen mit dem Einsatz<br />
von austenitischen Chrom-Nickel-Stählen in Kraftwerksanlagen vorliegen. Bei diesen Stählen<br />
handelt es sich ausnahmslos um die „niedriglegierten“ Stähle mit weniger als 18% Chrom, bei<br />
denen nach längerer Betriebszeit auf der Rohrinnenoberfläche nur noch die werkstoffnahe<br />
topotaktische Teiloxidschicht vorhanden ist, auf der wiederum dampfseitig nur eine geringe Menge<br />
an nachgewachsener epitaktischer Teilschicht haftet. Dass es in diesen Kraftwerken offensichtlich<br />
zu keiner Beeinträchtigung durch die abgeplatzten Schichtbereiche gekommen ist, lässt sich auf<br />
einen kontinuierlichen Abplatzvorgang mit entsprechendem Abtransport der Partikel mit der<br />
Dampfströmung erklären. Die dann verbleibende topotaktische Teilschicht besitzt offensichtlich<br />
eine gute Haftfestigkeit zum metallischen Grundwerkstoff und neigt unter moderaten<br />
Beanspruchungen nicht zum Abplatzen. Darüber hinaus reicht offensichtlich die Diffusions-<br />
hemmung der Eisenatome aus, um die Geschwindigkeit der nachwachsenden epitaktischen<br />
Teilschicht und somit deren Menge wirkungsvoll zu reduzieren. Die Schäden in der jüngeren<br />
Vergangenheit haben aber auch gezeigt, dass die Austenite mit weniger als 18% Chrom aufgrund<br />
ihrer geringeren Oxidationsbeständigkeit sehr schnell relativ dicke Gesamtoxidschichten bilden, so<br />
dass eine große Menge der dampfseitigen epitaktischen Teilschicht abplatzen kann. Dies kann zu<br />
Verstopfungen führen, wenn zusätzlich noch weitere Randbedingungen erfüllt sind, wie z.B.<br />
� ein Ereignis, dass das Abplatzen großer Mengen in einem kurzen Zeitraum verursacht<br />
� Betriebszustände, die den Abtransport der Partikel mit der Dampfströmung verhindert bzw.<br />
Ereignisse, die zu einer Anhäufung dieser Partikel in kritischen Bereichen (Rohrbögen) der<br />
Heizflächenrohre führt<br />
Die seit den Schäden umgesetzten Maßnahmen zur Reduzierung der dampfseitiegn Oxidation<br />
<strong>austenitischer</strong> <strong>Kesselrohre</strong> lassen sich im Wesentlichen auf die Modifikation der topotaktischen<br />
Teilschicht zurückführen, die im Wesentlichen durch mehr Anteile an Chromoxid (Cr2O3) die<br />
Diffusion der Eisenatome behindert und somit die Wachstumsgeschwindigkeit und damit auch die<br />
Dicke der epitaktischen Teilschicht reduziert. Dies gelingt durch:<br />
� Erhöhung des Chromgehaltes<br />
� Verringerung der Korngröße zur Verbesserung der Chromdiffusion<br />
� Einbringen von Versetzungen in die oberflächennahe Schicht durch plastische Gefüge-<br />
deformation („shot peening“)<br />
4 Ausblick<br />
In den Anlagen, in denen noch die „niedriglegierten“ Austenite mit weniger als 18%Cr eingesetzt<br />
wurden und in denen es bereits zum großflächigen Abplatzen der epitaktischen Schicht gekommen<br />
11
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
ist, ist zukünftig nicht mit weiteren Problemen zu rechnen. Dennoch wird in diesen Fällen<br />
empfohlen, dass weitere <strong>Oxidationsverhalten</strong> durch regelmäßige Rohrprobenuntersuchungen zu<br />
kontrollieren. Die Heizflächen, in denen es nachweisbar noch nicht zum Abplatzen gekommen ist,<br />
sind für zukünftige Abplatzungen besonders gefährdet, insbesondere wenn die<br />
Gesamtschichtdicke bereits zwischen 50 und 100µm beträgt. In beiden Fällen empfehlen wir, nach<br />
besonderen Ereignissen, wie z.B. einer durchgeführten Wasserdruckprüfung stichprobenweise<br />
kritische Bereiche (Rohrbögen im unteren Bereich der Heizflächen von Rohren, die in der 6°°-<br />
Position vom Sammler abgehen) mit Hilfe der Durchstrahlungsprüfung auf Verstopfungen zu<br />
kontrollieren.<br />
In den Anlagen, in denen Austenite eingesetzt werden, die aufgrund ihres angehobenen<br />
Chromgehaltes (>20%) und/oder einer shot-peening-Behandlung und/oder einer Kornfeinung eine<br />
wesentliche Verbesserung der Oxidationsbeständigkeit erfahren haben, besteht aus unserer Sicht<br />
derzeit keine Gefährdung durch abplatzende Magnetitschichten. In jedem Falle empfehlen wir aber<br />
auch hier, das <strong>Oxidationsverhalten</strong> durch regelmäßige Rohrprobenuntersuchungen zu<br />
kontrollieren. Wenn sich in diesen Rohren Gesamtschichtdicken zwischen 50 und 100µm ergeben<br />
sollten und es noch nicht zum Abplatzen der epitaktischen Magnetitschicht gekommen ist, besteht<br />
ebenfalls die Gefahr, dass durch ein besonderes Ereignis große Mengen abplatzen und<br />
entsprechende Schäden verursachen.<br />
5 Literatur<br />
[1] G. Noetlin: „Das neue Kraftwerk Hüls- eine Anlage mit 300at/600°C Frischdampfzustand“<br />
Mitteilungen der Vereinigung der Grosskesselbesitzer. Heft 55, August 1958<br />
[2] A. Engl: „Der Einsatz <strong>austenitischer</strong> Stähle im neuen Kraftwerk Hüls“ Mitteilungen der<br />
Vereinigung der Grosskesselbesitzer. Heft 55, August 1958<br />
[3] I. Claas: „Neuere Beobachtungen und Erkenntnisse über das Verhalten von ferritischen und<br />
austenitischen Kesselstählen“ Mitteilungen der VGB, Heft 80, Oktober 1962<br />
[4] M. Hinrich, W. Ruttmann, H.R. Kautz, H. Gerlach: „Untersuchung <strong>austenitischer</strong><br />
Überhitzerrohre nach mehrjährigem Kesselbetrieb“ Mitteilungen der VGB, Heft 93,<br />
Dezember 1964<br />
[5] K. Baumann, J. Schulte, G. Waltenberger: „Betriebserfahrungen mit<br />
Hochtemperaturanlagen im Hinblick auf die Lebensdauererwartung“ VGB Kraftwerkstechnik<br />
58, Heft 10, Oktober 1978<br />
[6] G. Waltenberger: „30 Jahre Betrieb der ersten 600°C-<br />
HochtemperaturanlagenDampfkesselanlage“ VGB Kraftwerkstechnik 63, Heft 8, August<br />
1983<br />
[7] G. Waltenberger, P. Mattern: „Einsatz <strong>austenitischer</strong> Werkstoffe in Dampfkesseln“ VGB<br />
Kraftwerkstechnik 1, 1990, S. 68-76<br />
[8] G. Waltenberger, P. Mattern: „Einsatz <strong>austenitischer</strong> Werkstoffe in Dampfkesseln“ VGB<br />
Kraftwerkstechnik 1, 1990, S. 68-76<br />
12
G. Lüdenbach et al. <strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
[9] O. H. Larson, R.B. Frandsen & R. Blum: „Exfoilation of steam side oxides from austenitic<br />
superheaters“ VGB-Konferenz “Werkstoffe im Kraftwerk”, Dortmund 2004<br />
[10] R. Uerlings : „Wasserdampfseitige Oxidabplatzungen am 1.4910 (X3CrMoN17-13)<br />
Vorgetragen auf dem VGB-Workshop „Wasser im Kraftwerk“ am 14. Juni 2010 in Erfurt<br />
13
Folie 1<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
<strong>Dampfseitiges</strong> <strong>Oxidationsverhalten</strong><br />
Kraftwerke im Wettbewerb<br />
30./31. März 2011, Karlsruhe<br />
<strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
G. Lüdenbach, P. Körner<br />
VGB Power Tech e.V
Gliederung<br />
Folie 2<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
� <strong>Dampfseitiges</strong> Oxidschichtwachstum (schematisch)<br />
� Parabolisches Zeitgesetz der Oxidation<br />
� Abplatzverhalten der Oxidschicht<br />
� Beispiele<br />
� Diskussion / Schlussfolgerungen<br />
� Ausblick
Folie 3<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
<strong>Dampfseitiges</strong> Oxidschichtwachstum / 9%iger Chromstahl<br />
Rohrwand<br />
Heißdampf<br />
H 2O<br />
topotaktisch<br />
e - Fe 2+ / Fe 3+ O 2-<br />
epitaktisch<br />
Die Dicke der Hämatitschicht<br />
kann deutlich variieren<br />
Magnetit<br />
(Fe 3O 4)<br />
Hämatit<br />
(Fe 2O 3)<br />
Beispiel: Kesselrohr<br />
„schwarz-weiß-Verbindung“<br />
Längsschliff<br />
martensitischer<br />
Rohrwerkstoff<br />
Heißdampf<br />
Ni-SG
Schichtdicke<br />
Folie 4<br />
T = const.<br />
dTop � kD<br />
Betriebszeit<br />
�t<br />
d Top = Dicke der topotaktischen Oxidschicht<br />
k D = Zunderkonstante in Dampf<br />
t = Betriebszeit<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Oxidschichtaufbau: „Tamann´sches“ Zundergesetz<br />
Magnetitbildungsreaktion<br />
3 Fe + 4 H 2 O -> Fe 3 O 4 + 4 H 2<br />
(� < 570°C)<br />
!<br />
��k<br />
*<br />
kD D<br />
�<br />
d<br />
2<br />
Top<br />
t<br />
� f �exp<br />
0<br />
� Q<br />
R�T<br />
Zunderkonstante ist<br />
temperaturabhängig !
Oxidschichtaufbau: „Elementverteilung“<br />
BSE-Bild<br />
Folie 5<br />
Rohrwand<br />
topotaktisch<br />
epitaktisch<br />
Dampf<br />
Eisen<br />
Das Element Chrom diffundiert nicht aus dem Werkstoff,<br />
sondern verbleibt in der topotaktischen Teiloxidschicht<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Sauerstoff Chrom
„Zustandsuntersuchung“<br />
… betriebsbeanspruchter ZÜ-Schottenrohre<br />
aus X8CrNiTi18-10 (1.4941) nach<br />
ca. 180.000 Bh (äØ 57,0 mm x 4 mm Wd / 48 bar)<br />
Metall<br />
Oxid<br />
Dampf<br />
Folie 6<br />
angeströmt<br />
abgeströmt<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
900-950°C<br />
540-545 °C<br />
Die meisten Proben wiesen sowohl auf<br />
der an- als auch abgeströmten Seite<br />
vergleichbare Rohrinnenbeläge auf
„Zustandsuntersuchung“<br />
Oxidschichtaufbau / „Elementverteilung“<br />
angeströmt<br />
Folie 7<br />
100µm<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Metall (Rohrwand)<br />
Sauerstoff Eisen Chrom<br />
topotaktische Oxidschicht (Fe,Cr,) 3O 4<br />
epitaktische Oxidschicht Fe 3O 4
„Zustandsuntersuchung“<br />
Oxidschichtaufbau / „Elementverteilung“<br />
abgeströmt<br />
Folie 8<br />
100µm<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Metall (Rohrwand)<br />
Sauerstoff Eisen Chrom<br />
topotaktische Oxidschicht (Fe,Cr,) 3O 4<br />
epitaktische Oxidschicht Fe 3O 4
„Zustandsuntersuchung“<br />
Oxidschichtaufbau / „Elementverteilung“<br />
Folie 9<br />
angeströmt<br />
abgeströmt<br />
100µm<br />
Betriebszeit: 180.000 Bh<br />
Dampftemp.: 540°C<br />
Rohrwandt.: +35°C = 575°C<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
100µm<br />
Schichtdicke [µm]<br />
angeströmt abgeströmt<br />
gesamt 130 100<br />
topotaktisch 120 50<br />
epitaktisch 10 50<br />
Bei der Interpretation der Oxidschichtdicken muss die verfahrensbedingt<br />
höhere Rohrwandtemperatur der abgeströmten Seite mit berücksichtigt werden
Folie 10<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
„DAMPFSEITIGE OXIDATION AUSTENITISCHER STÄHLE “<br />
mit ca. 17% Chrom<br />
ursprüngliche<br />
Metalloberfläche<br />
� thermischer Ausdehnungskoeffizient von Austenit ist höher als von Ferrit<br />
und viel höher als von Magnetit<br />
(Ferrit = 12*10 -6 ; Nickel = 15*10 -6 ; Austenit = 18*10 -6 ) [mm/mm*K -1 ]<br />
� gute Haftung der topotaktischen Teilschicht zum Metall<br />
� Scherspannungen zwischen topotaktischer u. epitaktischer „Teilschicht“<br />
führen zum Abplatzen der epitaktischen Schicht<br />
epitaktisch Fe 3O 4<br />
topotaktisch (Fe,Cr) 3O 4<br />
<strong>austenitischer</strong> Chrom-Nickel-Stahl
nach X.000 h nach weiteren<br />
X.000 h<br />
Folie 11<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
„DAMPFSEITIGE OXIDATION AUSTENITISCHER STÄHLE “<br />
� Generelles „Abplatzverhalten“<br />
nach weiteren<br />
X.000 h<br />
� bis zum ersten Abplatzen sind beide Teilschichten gleich dick<br />
nach weiteren<br />
X.000 h<br />
� die Oxidschicht behindert die Diffusion und bestimmt die Wachstumsgeschwindigkeit<br />
� mit zunehmender Schichtdicke nimmt die Neigung zum Abplatzen ebenfalls zu<br />
� Nach dem Abplatzen der epitaktischen Teilschicht<br />
wachsen beide Teilschichten etwas schneller als vor dem Abplatzen<br />
� die nachwachsenden epitaktischen Teilschichten besitzen eine geringe Haftfestigkeit<br />
� die Schichtdicken des jeweils „nachwachsenden“ Magnetits werden stetig kleiner
Schadensbeispiel: Dänische Kraftwerke<br />
Esbjergværket<br />
Dampf: 250 bar / 560 °C<br />
Betriebszeit: 45.000 bar<br />
Rohrreißer im Eintrittsbereich<br />
� Geradrohre vor den Rohrbögen<br />
� jeweils in den Rohren, die in der<br />
6°°-Position im Austrittssammler<br />
abgehen<br />
Folie 12<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Skærbækværket / Nordjyllandsværket<br />
Dampf: 290 bar / 580°C<br />
Betriebszeit: ca. 30.000 Bh<br />
Rohrreißer im Eintrittsbereich<br />
O.H. Larson, R.B. Frandsen u. R. Blum:<br />
„Exfoliation of steam side oxides from austenitic superheaters“<br />
VGB-Konferenz, 2004 „Werkstoffe und Schweißen im Kraftwerk“
Folie 13<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Schadensbeispiel: KW Niederaußem, Bl. K (BoA I)<br />
R. Uerlings:<br />
„Wasserdampfseitige Oxidabplatzungen am 1.4910 (X3CrMoN17-13)“<br />
VGB-Workshop „Wasser im Kraftwerk“ am 14. Juni 2010 in Erfurt “
Schadensbeispiel: KW Tusimice<br />
HD-Druck: 181 bar<br />
HD-Dampftemperatur: 575°C<br />
HZÜ-Druck: 36 bar<br />
HZÜ-Dampftemperatur: 580°C<br />
Betriebszeit: ca. 8.000h<br />
Verstopfungen der unteren Rohrbögen<br />
durch abgeplatzte Magnetitpartikel<br />
Folie 14<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
X10CrMoVNb9-1<br />
(T91)<br />
X6CrNiMo17-13<br />
(1.4910)
Schadensbeispiel: KW Tusimice<br />
Folie 15<br />
XRD:<br />
Mineralphasen-<br />
bestimmung<br />
REM / EDS:<br />
Bruchstruktur und<br />
chemische Zusammensetzung<br />
Fe 3O 4 (ca. 85%)<br />
(Fe,Cr) 3O 4<br />
Fe 2O 3 (ca. 15%)<br />
2-Theta [°]<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
50 µm<br />
chem. Zusammensetzung<br />
23% Sauerstoff<br />
75% Eisen<br />
2% Dampfinhaltsstoffe<br />
und weitere Leg.-elemente<br />
(Al, Si, S, Ca, Cr)
Schadensbeispiel: KW Tusimice<br />
Überhitzer<br />
großflächige Abplatzungen<br />
der epitaktischen Oxidschicht<br />
in allen untersuchten Rohren<br />
Folie 16<br />
Überhitzer<br />
1.4910<br />
T D = 575°C<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Zwischen-<br />
überhitzer<br />
1.4910<br />
T D = 580°C<br />
keine Abplatzungen bisher aufgetreten.<br />
Gesamte Oxidschicht ist noch vorhanden
Schadensbeispiel: KW Tusimice<br />
Folie 17<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Überhitzer, angeströmt Zwischenüberhitzer, angeströmt<br />
HD-Druck: 181 bar<br />
HD-Dampftemperatur: 575°C<br />
HZÜ-Druck: 36 bar<br />
HZÜ-Dampftemperatur: 580°C<br />
Betriebszeit: ca. 8.000h<br />
Schichtdicke [µm]<br />
HD HZÜ<br />
gesamt 90 70<br />
topotaktisch 80 30<br />
epitaktisch 10 40
Erfahrungen: KW Marl (1958)<br />
Weder von Abplatzungen noch von Problemen<br />
mit abgeplatzten Partikeln wird berichtet<br />
G. Noetlin: „Das neue Kraftwerk Hüls- eine Anlage mit 600at/600°C Frischdampfzustand“<br />
Mitteilungen der Vereinigung der Grosskesselbesitzer. Heft 55, August 1958<br />
Folie 18<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
300 bar / 600°C
Erfahrungen: KW Lippendorf (2004)<br />
Folie 19<br />
200µm<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Daten<br />
Bezeichnung: Zwischenüberhitzer<br />
Werkstoff: X3 CrNiMoN 17-134<br />
(1.4910)<br />
Abmessungen: 57 äØ x 4 mm Wd<br />
Dampftemperatur: 581°C<br />
Betriebsdruck: 66,7 bar<br />
Betriebszeit: 34.000 Bh<br />
Ergebnisse der routinemäßigen Untersuchung<br />
� nur noch die „topotaktische“ Teiloxidschicht vorhanden<br />
� stellenweise die Reste noch anhaftender „epitaktischer“ Schicht<br />
oder bereits inselartige neue „epitaktische“ Schichtbereiche<br />
Schichtdicke [µm]<br />
angeströmt abgeströmt<br />
gesamt 130-140 -<br />
topotaktisch 130 -<br />
epitaktisch ca. 10 -<br />
Weder von Abplatzungen noch<br />
von Problemen mit abgeplatzten<br />
Partikeln wird berichtet
Schadensursache(n)<br />
1. Zeitgleiches Abplatzen großer Magnetitmengen<br />
Folie 20<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
2. Unzureichender Abtransport mit der Dampfströmung<br />
3. „Aufkonzentration“ der Partikel in bevorzugten Rohren<br />
und bevorzugten Positionen<br />
1. mechanische Beanspruchung<br />
(Vibrationen, Biegebeanspruchung)<br />
thermomechanische Beanspruchung<br />
(hohe Wärmebelastung => Gradienten)<br />
2. konstruktiv bedingte Höhendifferenz ???<br />
3. Wasserdruckprobe
Schadensursache(n)<br />
nach einer Wasserdruckprobe sind besonders<br />
die Rohre betroffen, die in der 6°°-Position<br />
abgehen<br />
Offensichtlich sammeln sich die Magnetitpartikel<br />
im Austrittssammler und werden beim Ablassen<br />
des Wassers nach der Wasserdruckprobe<br />
in bevorzugte Heizflächenrohre abgeführt<br />
Folie 21<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong>
Folie 22<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Maßnahmen zu Verbesserung der dampfseitigen Oxidations-<br />
beständigkeit <strong>austenitischer</strong> Cr-Ni-Stähle durch …<br />
1. Erhöhung des Chromgehaltes<br />
• höherer Chromgehalt => erhöhte Chromdiffusion in die Reaktionszone<br />
=> Bildung von Chromoxid [Cr 2O 3]<br />
• Chromoxid => höhere Diffusionsbehinderung der Eisendiffusion an die Oberfläche<br />
=> verringerte Magnetitbildung => geringere Abplatzmenge<br />
Cr 2O 3<br />
nur lokale Cr2O3-Ausscheidungen im Bereich von ehemaligen<br />
Korngrenzen<br />
geschlossene Cr2O3-Schicht z.B. beim AC66 (32%Cr)<br />
• 1.4910 (17% Cr) Chromgehalt
Folie 23<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Maßnahmen zu Verbesserung der dampfseitigen Oxidations-<br />
beständigkeit <strong>austenitischer</strong> Cr-Ni-Stähle durch …<br />
1. Erhöhung des Chromgehaltes und<br />
2. Verringerung der Korngröße<br />
epitaktisch Fe 3O 4<br />
topotaktisch (Fe,Cr) 3O 4<br />
Chromoxid [Cr 2O 3]<br />
<strong>austenitischer</strong> Chrom-Nickel-Stahl<br />
geringer Korngröße<br />
Geringere Korngröße => mehr Körner => Erhöhung der Korngrenzenflächen<br />
=> Verbesserung der Chromdiffusion => geschlossene Chromoxidschicht
Folie 24<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Maßnahmen zu Verbesserung der dampfseitigen Oxidations-<br />
beständigkeit <strong>austenitischer</strong> Cr-Ni-Stähle durch …<br />
1. Erhöhung des Chromgehaltes und/oder<br />
2. Verringerung der Korngröße und/oder<br />
3. Erhöhung der Defektdichte in den oberflächennahen Körnern durch<br />
„Shot Peening“<br />
Stahlpartikel<br />
höhere Defektdichte (Versetzungen)<br />
=> Verbesserung der Chromdiffusion<br />
…. usw.
Diskussion / Schlussfolgerungen<br />
Folie 25<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Die Maßnahmen zur Verbesserung der Oxidationsbeständigkeit<br />
<strong>austenitischer</strong> Cr-Ni-Stähle sind…<br />
� Erhöhung des Chromgehaltes<br />
� Verringerung der Korngröße<br />
� Erhöhung der Defektdichte in der Oberfläche (Shot Peening)<br />
Diese Maßnahmen führen zu dünnen Gesamtschichtdicken.<br />
Wenn jedoch Gesamtschichtdicken von ca. 100 bis 150µm erreicht werden<br />
und beide Teilschichten (topotaktische und epitaktische) in gleichen<br />
Mengenverhältnissen vorhanden sind, können Abplatzungen auftreten.
Diskussion / Schlussfolgerungen / Ausblick<br />
Folie 26<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Trotz der etwas größeren Gesamtschichtdicke weist der Zustand „links“ eine<br />
geringere Gefährdung auf als der Zustand „rechts“<br />
Empfehlung: „regelmäßige“ (alle 5 bis 10 Jahre) Rohrprobenuntersuchungen
Folie 27<br />
<strong>Oxidationsverhalten</strong> <strong>austenitischer</strong> <strong>Kesselrohre</strong><br />
Vielen Dank<br />
für Ihre<br />
Aufmerksamkeit<br />
die Folien sind erhältlich unter<br />
www.vgb.org<br />
-> operative Dienste<br />
-> Werkstofflabor