- Seite 1 und 2:
Benutzer-Handbuch MANUALplus 620 NC
- Seite 3:
Bedienfeld der MANUALplus
- Seite 6 und 7:
Neue Funktionen der Software 548328
- Seite 8 und 9:
Neue Funktionen der Software 548328
- Seite 11 und 12:
Über dieses Handbuch Nachfolgend f
- Seite 13:
Inhalt Einführung und Grundlagen 1
- Seite 16 und 17:
2 Hinweise zur Bedienung ..... 49 2
- Seite 18 und 19:
18 3.9 Modus „Programmablauf“ .
- Seite 20 und 21:
20 4.4 Abspanzyklen ..... 144 Werkz
- Seite 22 und 23:
22 4.6 Gewinde- und Freistichzyklen
- Seite 24 und 25:
5 ICP-Programmierung ..... 357 5.1
- Seite 26 und 27:
26 5.14 Konturen der XY-Ebene .....
- Seite 28 und 29:
7 Werkzeug- und Technologie-Datenba
- Seite 30 und 31:
9 Tabellen und Übersichten ..... 5
- Seite 33 und 34:
Einführung und Grundlagen HEIDENHA
- Seite 35 und 36:
1.2 Konfiguration Im Standardumfang
- Seite 37 und 38:
Komplettbearbeitung Mit Funktionen
- Seite 39 und 40:
Grafische Simulation • Grafische
- Seite 41 und 42:
1.5 Erklärung verwendeter Begriffe
- Seite 43 und 44:
1.7 Grundlagen Wegmessgeräte und R
- Seite 45 und 46:
Inkrementale Koordinaten Inkrementa
- Seite 47 und 48:
1.8 Werkzeugmaße Die MANUALplus be
- Seite 49 und 50:
Hinweise zur Bedienung HEIDENHAIN M
- Seite 51 und 52:
2.2 Der MANUALplus Bildschirm Die M
- Seite 53 und 54:
Menüauswahl Die Zifferntasten verw
- Seite 55 und 56:
Listenoperationen Zyklenprogramme,
- Seite 57 und 58:
Rechen-Funktion Arcus-Cosinus Sinus
- Seite 59 und 60:
2.5 Programmtypen Die MANUALplus ke
- Seite 61 und 62:
Ausführliche Fehlermeldungen Die M
- Seite 63 und 64:
Tasten-Logfile Die MANUALplus speic
- Seite 65 und 66:
Arbeiten mit dem TURNguide TURNguid
- Seite 67 und 68:
Funktion • Inhaltsverzeichnis lin
- Seite 69 und 70:
Aktuelle Hilfedateien downloaden Di
- Seite 71 und 72:
Betriebsart Maschine HEIDENHAIN MAN
- Seite 73 und 74:
3.2 Ein- und Ausschalten Einschalte
- Seite 75 und 76:
Ausschalten AUSSCHALTEN Das ordnung
- Seite 77 und 78:
WERKZEUG- UND TECHNOLOGIEDATEN EING
- Seite 79 und 80:
Elemente der Maschinendatenanzeige
- Seite 81 und 82:
Elemente der Maschinendatenanzeige
- Seite 83 und 84:
3.4 Werkzeugliste einrichten Maschi
- Seite 85 und 86:
Revolverliste aus der Datenbank bes
- Seite 87 und 88:
Werkzeug-Aufruf T (englisch Tool) i
- Seite 89 und 90:
3.5 Maschine einrichten Unabhängig
- Seite 91 und 92:
Schutzzone setzen Bei aktiver Schut
- Seite 93 und 94:
C-Achswerte setzen Mit der Funktion
- Seite 95 und 96:
Tischtastsystem kalibrieren Mit der
- Seite 97 und 98:
Ankratzen Beim „Ankratzen“ ermi
- Seite 99 und 100:
Messoptik WERKZEUGMAßE MIT EINER M
- Seite 101 und 102:
3.7 Modus „manueller Betrieb“ B
- Seite 103 und 104:
3.8 Einlernbetrieb (Teach-in) Einle
- Seite 105 und 106:
Werkzeugliste vergleichen Während
- Seite 107 und 108:
Programmausführung Das geladene Ei
- Seite 109 und 110:
Additive Korrekturen Die MANUALplus
- Seite 111 und 112:
Programmlauf im „Dry Run Modus“
- Seite 113 und 114:
3.11 Programmverwaltung Programmaus
- Seite 115 und 116:
Softkeys Dateimanager Projektverwal
- Seite 117 und 118:
3.13 Maßeinheiten Sie betreiben di
- Seite 119 und 120:
Zyklen-Programmierung HEIDENHAIN MA
- Seite 121 und 122:
Hilfebilder Hilfebilder erläutern
- Seite 123 und 124:
Kommentare Einem bestehenden Teach-
- Seite 125 und 126:
Softkeys in der Zyklenprogrammierun
- Seite 127 und 128:
4.2 Rohteilzyklen Rohteilzyklen bes
- Seite 129 und 130:
ICP-Rohteilkontur Rohteil definiere
- Seite 131 und 132:
Eilgang Positionierung Einzelschnit
- Seite 133 und 134:
Linearbearbeitung längs Einzelschn
- Seite 135 und 136:
Linearbearbeitung im Winkel Einzels
- Seite 137 und 138:
Zirkularbearbeitung Einzelschnitte
- Seite 139 und 140:
Fase Einzelschnitte wählen Fase w
- Seite 141 und 142:
Rundung Einzelschnitte wählen Rund
- Seite 143 und 144:
M-Funktionen Maschinenbefehle (M-Fu
- Seite 145 und 146:
Werkzeugposition Beachten Sie die W
- Seite 147 und 148:
Zerspanen längs Abspanzyklen läng
- Seite 149 und 150:
Zerspanen plan Abspanzyklen längs/
- Seite 151 und 152:
Zerspanen längs - Erweitert Abspan
- Seite 153 und 154:
Zerspanen plan - Erweitert Abspanzy
- Seite 155 und 156:
Zerspanen Schlichten längs Abspanz
- Seite 157 und 158:
Zerspanen Schlichten längs - Erwei
- Seite 159 und 160:
Zerspanen Schlichten plan - Erweite
- Seite 161 und 162:
Zerspanen, Eintauchen längs Abspan
- Seite 163 und 164:
Zerspanen, Eintauchen plan Abspanzy
- Seite 165 und 166:
Zerspanen, Eintauchen längs - Erwe
- Seite 167 und 168:
Zerspanen, Eintauchen plan - Erweit
- Seite 169 und 170:
Zerspanen, Eintauchen Schlichten l
- Seite 171 und 172:
T ID S F MT MFS MFE WP Revolverplat
- Seite 173 und 174:
MT MFS MFE WP M nach T: M-Funktion,
- Seite 175 und 176:
MT MFS MFE WP M nach T: M-Funktion,
- Seite 177 und 178:
G47 Sicherheitsabstand (siehe Seite
- Seite 179 und 180:
Zerspanen, ICP-Konturparallel plan
- Seite 181 und 182:
Zerspanen, ICP-Konturparallel Schli
- Seite 183 und 184:
Zerspanen, ICP-Konturparallel Schli
- Seite 185 und 186:
ICP-Zerspanen längs Abspanzyklen l
- Seite 187 und 188:
ICP-Zerspanen plan Abspanzyklen lä
- Seite 189 und 190: ICP-Zerspanen Schlichten längs Abs
- Seite 191 und 192: ICP-Zerspanen Schlichten plan Abspa
- Seite 193 und 194: Beispiele Abspanzyklen Schruppen un
- Seite 195 und 196: Schruppen (Auskammern) unter Verwen
- Seite 197 und 198: 4.5 Stechzyklen Die Gruppe Stechzyk
- Seite 199 und 200: Einstechen radial Stechzyklen wähl
- Seite 201 und 202: Einstechen axial Stechzyklen wähle
- Seite 203 und 204: Einstechen radial - Erweitert Stech
- Seite 205 und 206: Einstechen axial - Erweitert Stechz
- Seite 207 und 208: Einstechen radial Schlichten Stechz
- Seite 209 und 210: Einstechen axial Schlichten Stechzy
- Seite 211 und 212: Einstechen radial Schlichten - Erwe
- Seite 213 und 214: Einstechen axial Schlichten - Erwei
- Seite 215 und 216: ICP-Einstechzyklen radial Stechzykl
- Seite 217 und 218: ICP-Einstechzyklen axial Stechzykle
- Seite 219 und 220: ICP-Einstechen Schlichten radial St
- Seite 221 und 222: ICP-Einstechen Schlichten axial Ste
- Seite 223 und 224: Stechdrehen Die Stechdrehzyklen zer
- Seite 225 und 226: Zyklusausführung 1 errechnet die S
- Seite 227 und 228: Stechdrehen radial - Erweitert Stec
- Seite 229 und 230: Stechdrehen axial - Erweitert Stech
- Seite 231 und 232: Stechdrehen radial Schlichten Stech
- Seite 233 und 234: Stechdrehen axial Schlichten Stechz
- Seite 235 und 236: Stechdrehen radial Schlichten - Erw
- Seite 237 und 238: Stechdrehen axial Schlichten - Erwe
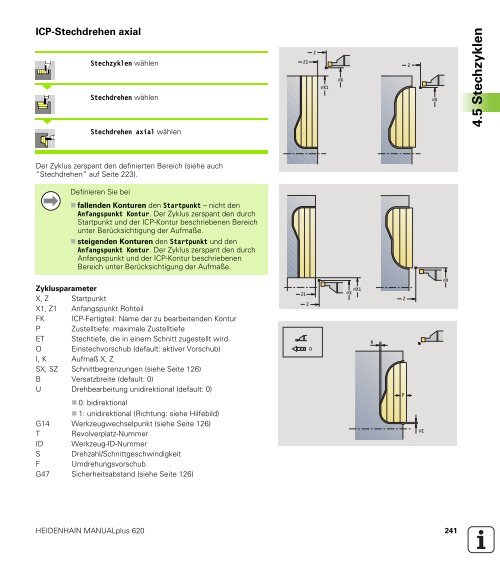
- Seite 239: ICP-Stechdrehen radial Stechzyklen
- Seite 243 und 244: ICP-Stechdrehen radial Schlichten S
- Seite 245 und 246: ICP-Stechdrehen axial Schlichten St
- Seite 247 und 248: Freistechen Form H Stechzyklen wäh
- Seite 249 und 250: Freistechen Form K Stechzyklen wäh
- Seite 251 und 252: MFS MFE WP M am Anfang: M-Funktion,
- Seite 253 und 254: MFS MFE WP M am Anfang: M-Funktion,
- Seite 255 und 256: Einstich innen 4.5 Stechzyklen Die
- Seite 257 und 258: Handradüberlagerung Falls Ihre Mas
- Seite 259 und 260: Letzter Schnitt Nach der Zyklusausf
- Seite 261 und 262: A Zustellwinkel (Bereich: -60° < A
- Seite 263 und 264: GH Versatzart • 0: ohne Versatz
- Seite 265 und 266: GH Versatzart • 0: ohne Versatz
- Seite 267 und 268: GH Bearbeitungsart für Technologie
- Seite 269 und 270: MT MFS MFE WP M nach T: M-Funktion,
- Seite 271 und 272: R Q MT MFS MFE WP Restschnitttiefe
- Seite 273 und 274: Q MT MFS MFE WP Anzahl Leerdurchlä
- Seite 275 und 276: Q MT MFS MFE WP Anzahl Leerdurchlä
- Seite 277 und 278: B Zylinderanschnittlänge (default:
- Seite 279 und 280: MFE WP M am Ende: M-Funktion, die a
- Seite 281 und 282: MT MFS MFE WP M nach T: M-Funktion,
- Seite 283 und 284: Innengewinde und Gewindefreistich D
- Seite 285 und 286: Bohren axial Bohren wählen Bohren
- Seite 287 und 288: Bohren radial Bohren wählen Bohren
- Seite 289 und 290: Tieflochbohren axial Bohren wählen
- Seite 291 und 292:
Zyklusausführung 1 positioniert au
- Seite 293 und 294:
BF MT MFS MFE WP Vorschubdauer: Zei
- Seite 295 und 296:
MFE WP M am Ende: M-Funktion, die a
- Seite 297 und 298:
MFE WP M am Ende: M-Funktion, die a
- Seite 299 und 300:
G14 Werkzeugwechselpunkt (siehe Sei
- Seite 301 und 302:
Tieflochbohren 4.7 Bohrzyklen Das W
- Seite 303 und 304:
Eilgang Positionierung Fräsen Frä
- Seite 305 und 306:
Zyklusausführung 1 schaltet die C-
- Seite 307 und 308:
T ID S F Revolverplatz-Nummer Werkz
- Seite 309 und 310:
Zyklusausführung 1 schaltet die C-
- Seite 311 und 312:
JT Taschenfräsen (Eingabe wird nur
- Seite 313 und 314:
Stirnfräsen Fräsen wählen Stirnf
- Seite 315 und 316:
MFS MFE WP M am Anfang: M-Funktion,
- Seite 317 und 318:
Zyklusausführung 1 schaltet die C-
- Seite 319 und 320:
T ID S F Revolverplatz-Nummer Werkz
- Seite 321 und 322:
Zyklusausführung 1 schaltet die C-
- Seite 323 und 324:
JT Taschenfräsen (Eingabe wird nur
- Seite 325 und 326:
Wendelnut fräsen radial Fräsen w
- Seite 327 und 328:
Fräslaufrichtung beim Konturfräse
- Seite 329 und 330:
Beispiel Fräszyklus Fräsen auf de
- Seite 331 und 332:
Parameter: RB Rückzugsebene. Z-Pos
- Seite 333 und 334:
Parameter: SCK Sicherheitsabstand (
- Seite 335 und 336:
4.9 Bohr- und Fräsmuster Hinweise
- Seite 337 und 338:
Zyklusausführung 1 Positionieren (
- Seite 339 und 340:
Zyklusausführung 1 Positionieren (
- Seite 341 und 342:
Zyklusausführung 1 Positionieren (
- Seite 343 und 344:
Zyklusausführung 1 Positionieren (
- Seite 345 und 346:
Zyklusausführung 1 Positionieren (
- Seite 347 und 348:
Zyklusausführung 1 Positionieren (
- Seite 349 und 350:
Zyklusausführung 1 Positionieren (
- Seite 351 und 352:
Zyklusausführung 1 Positionieren (
- Seite 353 und 354:
Zirkulares Bohrmuster auf der Stirn
- Seite 355 und 356:
4.10 DIN-Zyklen DIN-Zyklus DIN-Zykl
- Seite 357 und 358:
ICP-Programmierung HEIDENHAIN MANUA
- Seite 359 und 360:
Formelemente • Fasen, Rundungen k
- Seite 361 und 362:
5.2 ICP-Editor im Zyklenbetrieb Im
- Seite 363 und 364:
5.3 ICP-Editor in smart.Turn Im sma
- Seite 365 und 366:
Kontur aus der Zyklenbearbeitung la
- Seite 367 und 368:
ICP-KONTUR ERSTELLEN Menütaste Kon
- Seite 369 und 370:
Konturdarstellung Nach der Eingabe
- Seite 371 und 372:
Selektionsfunktionen Die MANUALplus
- Seite 373 und 374:
5.5 ICP-Konturen ändern Die MANUAL
- Seite 375 und 376:
Konturelemente ändern Die MANUALpl
- Seite 377 und 378:
Kontur verschieben Menüpunkt Manip
- Seite 379 und 380:
5.7 Rohteilbeschreibungen Im smart.
- Seite 381 und 382:
Vertikale Linien Richtung der Linie
- Seite 383 und 384:
Kreisbogen Drehrichtung des Kreisbo
- Seite 385 und 386:
Gewindefreistich DIN 76 Freistichpa
- Seite 387 und 388:
Freistich DIN 509 F Freistichparame
- Seite 389 und 390:
Freistich Form H Freistichparameter
- Seite 391 und 392:
5.9 Konturelemente Stirnfläche Mit
- Seite 393 und 394:
Horizontale Linien Stirnfläche Ric
- Seite 395 und 396:
Kreisbogen Stirnfläche Drehrichtun
- Seite 397 und 398:
5.10 Konturelemente Mantelfläche M
- Seite 399 und 400:
Vertikale Linien Mantelfläche Rich
- Seite 401 und 402:
Kreisbogen Mantelfläche Drehrichtu
- Seite 403 und 404:
5.11 C- und Y-Achsbearbeitung in sm
- Seite 405 und 406:
Darstellung der ICP-Elemente im sma
- Seite 407 und 408:
QF HF DF WF BR RB Fräsort: • 0:
- Seite 409 und 410:
Vieleck Stirnfläche Referenzdaten
- Seite 411 und 412:
Bohrung Stirnfläche Die Funktion d
- Seite 413 und 414:
Zirkulares Muster Stirnfläche Refe
- Seite 415 und 416:
QF HF DF WF BR RB Fräsort: • 0:
- Seite 417 und 418:
Vieleck Mantelfläche Referenzdaten
- Seite 419 und 420:
Zirkulare Nut Mantelfläche Referen
- Seite 421 und 422:
Lineares Muster Mantelfläche Refer
- Seite 423 und 424:
EP EPi H Endwinkel (keine Eingabe:
- Seite 425 und 426:
Startpunkt Kontur XY-Ebene Im erste
- Seite 427 und 428:
Linie im Winkel XY-Ebene Richtung d
- Seite 429 und 430:
Fase/Verrundung XY-Ebene Formelemen
- Seite 431 und 432:
Rechteck XY-Ebene Referenzdaten XY-
- Seite 433 und 434:
Lineare Nut XY-Ebene Referenzdaten
- Seite 435 und 436:
Bohrung XY-Ebene Die Bohrung defini
- Seite 437 und 438:
Zirkulares Muster XY-Ebene Referenz
- Seite 439 und 440:
Mehrkantflächen XY-Ebene Die Funkt
- Seite 441 und 442:
TURN PLUS-Attribute In den TURN PLU
- Seite 443 und 444:
Horizontale Linien YZ-Ebene Richtun
- Seite 445 und 446:
Kreisbogen YZ-Ebene Drehrichtung de
- Seite 447 und 448:
Kreis YZ-Ebene Referenzdaten YZ-Ebe
- Seite 449 und 450:
Vieleck YZ-Ebene Referenzdaten YZ-E
- Seite 451 und 452:
Zirkulare Nut YZ-Ebene Referenzdate
- Seite 453 und 454:
Lineares Muster YZ-Ebene Referenzda
- Seite 455 und 456:
Einzelfläche YZ-Ebene Die Funktion
- Seite 457 und 458:
5.16 Bestehende Konturen übernehme
- Seite 459 und 460:
ICP-Editor aktivieren. Datei auswä
- Seite 461 und 462:
Grafische Simulation
- Seite 463 und 464:
Bedienung der Simulation Die Simula
- Seite 465 und 466:
6.2 Simulationsfenster Ansichten ei
- Seite 467 und 468:
6.3 Ansichten Wegdarstellung Eilgan
- Seite 469 und 470:
3D-Ansicht Der Menüpunkt „3D-An
- Seite 471 und 472:
Veränderung des Bildausschnitts mi
- Seite 473 und 474:
Startsatz bei Zyklenprogrammen Bei
- Seite 475 und 476:
6.7 Kontur sichern Erzeugte Kontur
- Seite 477 und 478:
Werkzeug- und Technologie-Datenbank
- Seite 479 und 480:
Werkzeugtypen • Wendeplattenbohre
- Seite 481 und 482:
Werkzeugdaten editieren Werkzeug ne
- Seite 483 und 484:
Multi-Werkzeuge bearbeiten Multi-We
- Seite 485 und 486:
Werkzeug-Standzeitdaten editieren D
- Seite 487 und 488:
Halter-Tabelle In der Halter-Tabell
- Seite 489 und 490:
Mit dem Softkey „Neue Zeile“ k
- Seite 491 und 492:
7.3 Werkzeugdaten Allgemeine Werkze
- Seite 493 und 494:
• Werkzeugtext (QT): Jedem Werkze
- Seite 495 und 496:
Standard-Drehwerkzeuge Neues Werkze
- Seite 497 und 498:
Gewindewerkzeuge Neues Werkzeug wä
- Seite 499 und 500:
NC-Anbohrer Neues Werkzeug wählen
- Seite 501 und 502:
Flachsenker Neues Werkzeug wählen
- Seite 503 und 504:
Gewindebohrer Neues Werkzeug wähle
- Seite 505 und 506:
Gewindefräswerkzeuge Neues Werkzeu
- Seite 507 und 508:
Frässtifte Neues Werkzeug wählen
- Seite 509 und 510:
7.4 Technologie-Datenbank Die Techn
- Seite 511 und 512:
Werkstoff- oder Schneidstoffliste e
- Seite 513 und 514:
Schnittdaten editieren: Tabelle mi
- Seite 515 und 516:
Betriebsart Organisation
- Seite 517 und 518:
8.2 Parameter Parameter-Editor Die
- Seite 519 und 520:
Liste der User-Parameter Spracheins
- Seite 521 und 522:
Einstellungen für die Simulation:
- Seite 523 und 524:
Bearbeitungs-Parameter (Processing)
- Seite 525 und 526:
Globale Fertigteilparameter Globale
- Seite 527 und 528:
Zentrisches Vorbohren - An-/Abfahre
- Seite 529 und 530:
Schruppen - Bearbeitungsstandards B
- Seite 531 und 532:
Schruppen - Bearbeitungsanalyse TUR
- Seite 533 und 534:
Schlichten - Bearbeitungsstandards
- Seite 535 und 536:
Schlichten - Bearbeitungsanalyse Be
- Seite 537 und 538:
Werkzeugwahl, Aufmaße Äquidistant
- Seite 539 und 540:
Messen Die Messparameter werden den
- Seite 541 und 542:
Bohren - Bearbeitung Die Parameter
- Seite 543 und 544:
8.3 Transfer Der „Transfer“ wir
- Seite 545 und 546:
Ethernet-Schnittstelle (bei Softwar
- Seite 547 und 548:
Einstellung Schnittstellen -Liste B
- Seite 549 und 550:
Einstellung Domain Name Server (DNS
- Seite 551 und 552:
Einstellung DHCP Server aktiv auf:
- Seite 553 und 554:
USB-Verbindung Die Betriebsart Orga
- Seite 555 und 556:
Programme (Dateien) übertragen Wah
- Seite 557 und 558:
Parameter übertragen Die Sicherung
- Seite 559 und 560:
Service-Dateien Service-Dateien ent
- Seite 561 und 562:
NC-Programme aus Vorgänger-Steueru
- Seite 563 und 564:
• M-Funktionen werden unveränder
- Seite 565 und 566:
8.4 Service-Pack Wenn Änderungen o
- Seite 567 und 568:
De-Installation des Service-Packs U
- Seite 569 und 570:
Tabellen und Übersichten HEIDENHAI
- Seite 571 und 572:
Gewindeart Q F P R A W Q=12 Ungenor
- Seite 573 und 574:
Q = 11 Whitworth-Rohrgewinde Durchm
- Seite 575 und 576:
Q = 16 NPT US-kegliges Rohrgewinde
- Seite 577 und 578:
9.2 Freistichparameter DIN 76 - Fre
- Seite 579 und 580:
DIN 509 E - Freistichparameter Durc
- Seite 581 und 582:
Benutzer-Funktionen Konfiguration B
- Seite 583 und 584:
Benutzer-Funktionen B-Achsbearbeitu
- Seite 585 und 586:
Benutzer-Funktionen Werkzeug-Datenb
- Seite 587 und 588:
Options- Nummer Option ID Beschreib
- Seite 589 und 590:
Übersicht der Zyklen
- Seite 591 und 592:
10.2 Abspanzyklen Abspanzyklen Seit
- Seite 593 und 594:
10.4 Gewindezyklen Gewindezyklen Se
- Seite 595 und 596:
10.6 Fräszyklen Fräszyklen Seite
- Seite 597 und 598:
A Absolute Koordinaten ... 44 Abspa
- Seite 599 und 600:
I ICP Zirkulares Muster Stirnfläch
- Seite 601 und 602:
Z Zerspanen, längs ... 147 Zerspan
- Seite 603:
DR. JOHANNES HEIDENHAIN GmbH Dr.-Jo