Abschlussbericht - PTB
Abschlussbericht - PTB
Abschlussbericht - PTB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Nr.: 05 /09<br />
BMWi<br />
Kurztitel des Projekts:<br />
<strong>Abschlussbericht</strong><br />
Aufnahme und Elimination kurzperiodischer Fehler bei<br />
kartesischen Koordinatenmessgeräten<br />
Bundesanstalt:<br />
<strong>PTB</strong><br />
Projektbeginn: 1.9.2010 Projektende 31.12.2011<br />
1 Projektergebnisse<br />
1.1 Wissenschaftlich-technische Ergebnisse<br />
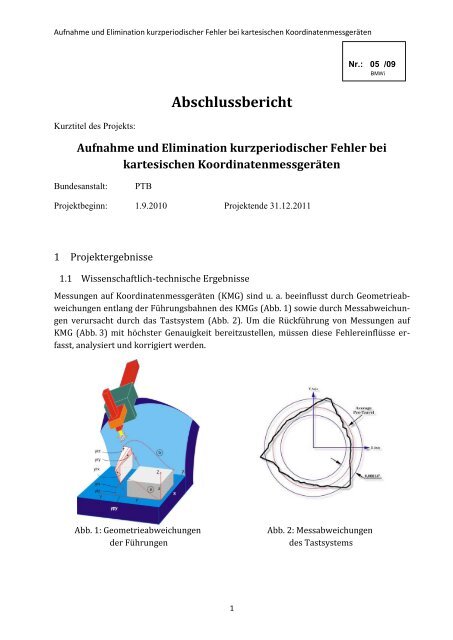
Messungen auf Koordinatenmessgeräten (KMG) sind u. a. beeinflusst durch Geometrieabweichungen<br />
entlang der Führungsbahnen des KMGs (Abb. 1) sowie durch Messabweichungen<br />
verursacht durch das Tastsystem (Abb. 2). Um die Rückführung von Messungen auf<br />
KMG (Abb. 3) mit höchster Genauigkeit bereitzustellen, müssen diese Fehlereinflüsse erfasst,<br />
analysiert und korrigiert werden.<br />
Abb. 1: Geometrieabweichungen<br />
der Führungen<br />
Abb. 2: Messabweichungen<br />
des Tastsystems<br />
1
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Abb. 3: Rückführung von 3D-Messungen auf Koordinatenmessgeräten<br />
1.1.1 Ermittlung von kurzperiodischen Fehlern der Führungsbahnen<br />
Kurzperiodische Abweichungen können durchaus signifikant sein. Hier wird der Ansatz<br />
verfolgt, die Abweichungen durch Messung an einer geneigten Fläche zu ermitteln. I. A. besteht<br />
dabei das Problem, eindeutig zwischen kurzwelligen Messabweichungen aus dem<br />
Positionsmesssystem und solchen aus der Geradheitsabweichung der Führungsbahnen zu<br />
unterscheiden.<br />
G<br />
<br />
<br />
<br />
G<br />
<br />
Abb. 4: Überlagerung von kurzwelligen Maßstabsabweichungen (a) und Geradheitsabweichungen<br />
(b) bei Messung entlang eines geneigten Lineals<br />
Unter der Annahme konstanter Abweichungen mit den Wellenlängen M für den Maßstab<br />
und G für die Geradheit und den zugehörigen Amplituden AM und AG ergeben sich an einem<br />
mit kleinem Winkel gegen die Führung geneigten Lineal die Wellenlängen bzw. Amplituden<br />
2
Abweichung in µm<br />
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
wobei<br />
gesetzt werden kann, wenn sehr klein gewählt wird. Wird das Lineal unter<br />
zwei Winkeln 1 und 2 gemessen, verändert sich die Wellenlänge der Geradheitsabweichung<br />
kaum, während sich die Wellenlänge der Maßstabsabweichung linear mit der<br />
Änderung des Winkels ändert. Entsprechend der Theorie wurden Geradheitsmessungen<br />
an verschiedenen geneigten Normalen parallel zu den Verfahrachsen des KMGs durchgeführt.<br />
Die Neigung und Länge des aufgenommenen Profils orientieren sich dabei an der längsten<br />
Wellenlänge M (z. B. 0,2 mm), die erfasst werden soll und die sich auch nach Möglichkeit<br />
in voller Länge im Profil abbilden soll. Die maximal mögliche Messlänge entlang eines<br />
Profils wird dabei durch die Länge des Normals bestimmt. Unter diesen Randbedingungen<br />
wurde eine Messlänge von 100 mm festgelegt, die unter den Neigungen von 0,1° und 0,2°<br />
an gleicher Stelle im Messvolumen gemessen wurden.<br />
Ein erster Ansatz, die Geradheitsmessungen mittels Fast Fourier Transform (FFT) zu analysieren<br />
und per Vergleich der Wellenlängenspektren den Anteil zu ermitteln, der aus den<br />
Maßstabsabweichung stammt, führte nicht zum Ziel. Signifikante Unterschiede zwischen<br />
den Wellenspektren unterschiedlicher Neigung konnten nicht detektiert werden.<br />
Als zielführend erwies sich hingegen, die gemessenen Geradheitsabweichungen in einem<br />
ersten Schritt zu filtern, um insbesondere hochfrequente Schwingungen mit einem<br />
Gaußfilter bis zu einer Grenzwellenlänge S abzuschwächen. Die Grenzwellenlänge S richtet<br />
sich dabei nach der kleinsten gesuchten Wellenlänge M. In Anhängigkeit vom Winkel <br />
gilt S M//p mit p > 1, wobei p meist 2 gewählt wurde. Aufgrund des Signal-Rausch-Verhältnisses<br />
erwiesen sich das Abtastintervall von 0,01 mm (im Scanning-Modus) bzw. 0,1<br />
mm (bei Einzelpunktantastung) als ausreichend klein im Vergleich zu den Intervallen 0,5<br />
mm und 1 mm. Abb. 5 zeigt beispielhaft ein im Einzelpunktmodus gemessenes Oberflächenprofil<br />
(blau) bei einer Linealneigung von 0,1° und rot das mit einem Gaußfilter gefilterte<br />
Geradheitsprofil (S = 5 mm).<br />
0.2<br />
Profil / Einzelpunktmessung 0.1 mm / Neigung 0.1° / 2 von 5<br />
0.1<br />
0.0<br />
-0.1 470 490 510 530 550 570<br />
-0.2<br />
-0.3<br />
Profillänge in mm<br />
Abb. 5: Oberflächenprofil entlang eines Lineals (blau) und tiefpassgefiltertes Profil (rot)<br />
3
Abweichung in µm<br />
Korrelation<br />
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Zum Auffinden von Periodizitäten wurde dann in einem zweiten Schritt die Korrelation des<br />
gefilterten Profils mit sich selbst bei unterschiedlichen Verschiebungen zwischen den<br />
Stützstellen berechnet. Das Ergebnis ist eine Autokorrelationsfunktion wie in Bild 6 dargestellt.<br />
Die Nulldurchgänge, Maxima bzw. Minima dieser Funktion lassen sich in einfacher<br />
Weise detektieren. Die Abstände dazwischen spiegeln die Wellenlänge wider. In dem<br />
gezeigten Beispiel beträgt im Mittel<br />
, woraus sich für den kurzperiodischen<br />
Teilungsfehler ergibt. Die Einzelwerte von variierten zwischen<br />
den Grenzen<br />
für die einzelnen Wiederholungsmessungen. Daraus<br />
resultiert eine relative Unsicherheit für die Bestimmung von M von 10 % bzw. 2 µm.<br />
1.0<br />
0.5<br />
Autokorrelation / Einzelpunktmessung 0.1 mm /<br />
Neigung 0.1°/ 2 von 5<br />
0.0<br />
0 5 10 15 20 25 30 35 40 45 50<br />
-0.5<br />
-1.0<br />
Korrelationslänge in mm<br />
Abb. 6: Autokorrelationsfunktion des gefilterten Profils<br />
Abb. 7 zeigt beispielhaft ein Oberflächenprofil blau bei einer Linealneigung von 0,2° und<br />
rot das gefilterte Geradheitsprofil (S = 2,6 mm). Die zugehörige Autokorrelationsfunktion<br />
ist in Bild 8 dargestellt. Hier werden neben kurzperiodischen Fehleranteilen auch langwellige<br />
Geradheitsabweichungen deutlich.<br />
0.2<br />
0.1<br />
0.0<br />
470<br />
-0.1<br />
490 510 530 550 570<br />
-0.2<br />
-0.3<br />
Profil / Einzelpunktmessung 0.1 mm / Neigung 0.2° / 6 von 7<br />
Profillänge in mm<br />
Abb. 7: Oberflächenprofil bei einer Neigung von 0.2°<br />
4
Korrelation<br />
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
1.0<br />
0.5<br />
Autokorrelation / Einzelpunktmessung 0.1 mm /<br />
Neigung 0.2° / 6 von 7<br />
0.0<br />
0 5 10 15 20 25 30 35 40 45 50<br />
-0.5<br />
-1.0<br />
Korrelationslänge in mm<br />
Abb. 8: Autokorrelationsfunktion aus kurz- und langwelligen Geradheitsabweichungen<br />
Um die Amplituden der kurzwelligen Maßstabsabweichungen betragsmäßig abschätzen zu<br />
können, wurde das gefilterte Profil durch eine trigonometrische Summe folgender Art approximiert.<br />
<br />
<br />
Hierin sind i die aus der Autokorrelationsfunktion geschätzten Wellenlängen der lang-<br />
und kurzperiodischen Geradheitsabweichungen. Im Allgemeinen ist n =<br />
= <br />
gleich der<br />
Wellenlänge des kurzperiodischen Fehlers. Der Wert<br />
für die Amplitude des kurzperiodischen<br />
Fehlers ergibt sich dann aus , wobei . Die<br />
Koeffizienten an und bn wurden bestimmt, indem für die gemessenen Geradheitsabweichungen<br />
di die Quadratsumme der Widersprüche =(di-s(x)) 2 nach der Methode der<br />
kleinsten Quadrate minimiert wurde.<br />
Im Rahmen des Projekts sind intensive Untersuchungen auf der Koordinatenmessmaschine<br />
PMM 866/Nr. 570 durchgeführt und – wie beschrieben - die kurzperiodischen Fehler analysiert<br />
worden. An Linealen mit der Neigung 0,1°, 0,2° und 0,3° waren dazu Geradheitsmessungen<br />
parallel zu den Achsen der Maschine durchgeführt wurden. Als Amplitude des<br />
kurzperiodischen Teilungsfehlers wurden Werte 0,02 µm ermittelt bei einer mittleren<br />
Wellenlänge von (20 2) µm.<br />
1.1.2 Kompensation von kurzperiodischen Fehlern durch Mittelung<br />
Der Einfluss von kurzperiodischen Fehlern lässt sich durch Mittelung reduzieren. Ein kurzperiodischer<br />
Fehler mit der Amplitude und der Wellenlänge verursacht an der Position<br />
eine Messabweichung . Für die Position ändert sich das Vorzeichen von<br />
, so dass die Summe der Messabweichungen ist. Für die<br />
praktische Anwendung heißt das, dass der Einfluss kurzperiodischer Fehler bei Messungen<br />
verschwindet. Dies ist so, wenn quer zur Richtung der zu bestimmenden Messgröße eine<br />
gerade Anzahl n von Messpunkten ( n = 2, 4, 6, 8, …) derart angeordnet wird, dass deren<br />
5
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Projektion auf die Maschinenachsen in ein Intervall der Länge<br />
kurzperiodischen Messabweichungen paarweise tilgen.<br />
fällt und sich die<br />
Angewendet auf die Messung eines Endmaßes bedeutet dies, dass das Endmaß nicht exakt<br />
parallel zu den Maschinenachsen des KMGs ausgerichtet werden sollte, sondern leicht<br />
schräg mit dem Winkel zu einer der Maschinenachsen. Die Größe des Winkels ergibt sich<br />
dabei aus<br />
Längsachse des Endmaßes in der Ebene des Winkels<br />
, wobei b die Länge des Bereichs bezeichnet, in dem quer zur<br />
die n Messpunkte auf den Messflächen<br />
äquidistant anzuordnen sind. Angenommen die Wellenlänge des kurzperiodischen<br />
Fehlers beträgt 20 µm, b = 10 mm und n = 6, so ergibt sich für den Winkel ein Wert<br />
von 0,095°. Auf den Messflächen werden dann entlang einer Linie sechs Punkte äquidistant<br />
im Abstand von 2 mm ( = b/(n-1) ) angetastet, um den Einfluss des kurzperiodischen<br />
Fehlers zu minimieren.<br />
Auch bei Messung eines Kugelstabes kann der Einfluss der kurzperiodischen Fehler durch<br />
eine angepasste Messstrategie reduziert werden. Der Kugelstab wird dazu annähernd parallel<br />
zu einer Maschinenachse ausgerichtet ( 1°). Abhängig vom Radius R der Kugeln<br />
des Stabes und der Wellenlänge des kurzperiodischen Fehlers werden auf beiden<br />
Kugeln Punkte auf einem Kugelabschnitt bzw. Kreisabschnitt zusätzlich angetastet. Für die<br />
Länge der Sehne a des Kreisabschnitts gilt: . Mit = 20 µm und R =<br />
15 mm ergibt sich beispielsweise a 1,55 mm. Entlang des Bogens sind auf den Kugeln n<br />
Antastpunkte wie folgt zu verteilen. Beginnend mit dem Polpunkt, in dem die Gerade durch<br />
die Mittelpunkte der beiden Kugeln des Stabs die Kugeloberfläche schneidet, werden auf<br />
der einen Hälfte des Kreisbogenabschnitt Einzelpunkte im Abstand von ai = a/2/(i-1) mit i<br />
= 2, 4, 6, … n angetastet, auf dem anderen Halbbogen im Abstand von aj = a/2/(j-1) mit j =<br />
1, 3, 5, … n, um den Einfluss kurzperiodischer Fehler zu minimieren. Der Kreisbogenabschnitt<br />
liegt dabei wahlweise in einer der beiden Ebenen, die durch die beiden Maschinenachsen<br />
nahezu rechtwinklig zur Längsrichtung des Kugelstabs aufgespannt wird<br />
(Bild 9).<br />
Abb. 9: Messtechnische Elimination von kurzperiodischen Fehlern (Prinzipskizze)<br />
1.1.3 Richtungsabhängige Antastabweichungen<br />
Das kurzperiodische Abweichungsverhalten von Koordinatenmessgeräten wird außer von<br />
Teilungsfehlern der Linearachsen zusätzlich durch Messabweichungen des Tastsystems<br />
bestimmt. Letztere werden üblicherweise mit Hilfe einer Prüf- oder Kalibrierkugel bestimmt.<br />
Die Rundheitsabweichung der Prüfkugel ist bei neuen, hoch-präzisen Koordinatenmessgeräten<br />
nicht zu vernachlässigen. Durch Kalibrierung der vollständigen Oberflächentopographie<br />
der Prüfkugeln soll erreicht werden, dass eine genaue und zuverlässige Tren-<br />
6
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
nung zwischen Fehlern des Antastsystems und Unrundheiten der Prüfkugel mit bislang<br />
einmaliger Ortsauflösung möglich wird.<br />
Zur Erprobung des Fehlertrennverfahrens und zur quantitativen Abschätzung von Fehlerbeiträgen<br />
sind Testmessungen an bekannten, herkömmlich kalibrierten Stahl- und Keramikkugeln<br />
durchgeführt worden. Für einzelne Großkreise beträgt deren sphärische Rundheitsabweichung<br />
0,1 µm bei einer Kalibrierunsicherheit von gleichfalls 0,1 µm. Bei den<br />
Messungen wurde jeweils die obere Halbkugel der Prüfkugeln in einem konstanten Gitterabstand<br />
von 7,5° an 577 Positionen angetastet. Um relative Verschiebungen der Kugelposition<br />
gegenüber den mechanischen Geräteachsen während der Dauer der Messung (ca. 1<br />
Std) zu erkennen und ggfs. zu eliminieren, sind die Messpunkte im Vor- und Rücklauf angetastet<br />
worden. Ausgeprägte, zeitabhängige Driften wurden vereinzelt bei den Wiederholungsmessungen<br />
beobachtet und durch Mittelung von Vor- und Rücklauf eliminiert. Zur<br />
Bestimmung von Messabweichungen in Abhängigkeit von der Antastrichtung sind die<br />
Messpunkte einer Ausgleichung nach der Methode der Kleinsten Quadrate unterzogen<br />
worden. Die orthonormalen Abstände der Messpunkte (Abweichungen) zur besteingepassten<br />
Kugel wurden statistisch untersucht. Dazu standen je Versuchsreihe Daten aus 20<br />
gleichartigen Wiederholungsmessungen zur Verfügung. Die Messungen fanden auf zwei<br />
ultrapräzisen Geräten mit hochgenau messendem Tastkopf statt. Die Geräte stammten von<br />
unterschiedlichen Herstellern. Bei einem Gerät wurden die Messungen mit zwei unterschiedlichen<br />
Antastkräften (Normalkraft und „LowForce“) wiederholt. Es zeigte sich, dass<br />
die ermittelten Messabweichungen tendenziell für beide Geräte ähnliche Charakteristiken<br />
aufweisen. Signifikant unterschiedliche Messabweichungen in Abhängigkeit von der Antastkraft<br />
wurden bei Standardtastern nicht festgestellt. Für beide Messmaschinen wurden<br />
relativ kleine systematische Messabweichungen analysiert.<br />
Die Wiederholgenauigkeit für Punkte gleicher Position liegt bei 0,04 µm (Standardmessunsicherheit<br />
berechnet aus jeweils 20 Wiederholungsmessungen, quadratisch gemittelt über<br />
Messungen an 577 unterschiedlichen Positionen auf der Kugeloberfläche). Die Standardmessunsicherheit<br />
berechnet aus 577 Messabweichungen zur jeweils besteingepassten<br />
Kugel liegt bei 0,10 µm (Mittelwert aus 20 Wiederholungsmessungen). Bild 10 zeigt exemplarisch<br />
die auf einem KMG vom Typ PMM 12106 ermittelten, mittleren Antastabweichungen.<br />
Zu erkennen ist, dass die maximale Messabweichung bei ca. ± 0,3 µm liegt. Ursachen<br />
für die Abweichungen können sein: (1) Rundheitsabweichungen der Prüfkugel, (2) Rundheitsabweichungen<br />
der Tastkugel am Koordinatenmessgerät, (3) unvollständig korrigierte<br />
systematische Fehler des Tastsystems.<br />
7
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Molweide-Projektion<br />
Polar-Projektion<br />
Abb. 10: Antastabweichungen auf einer Halbkugel in µm<br />
Bild 11: Korrelation der Antastabweichungen für „steifen“ Taster<br />
8
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Die Analyse der Antastabweichungen zeigt, dass die verschiedenen Messreihen durchschnittlich<br />
mit r = 0,7 korreliert sind. Bild 11 zeigt beispielhaft die Auswertung für eine<br />
Messung auf einem KMG vom Typ UPMC 1200 mit Standardtaststift und Standardantastkraft.<br />
Ähnliche Korrelationen konnten auch für Maschinen vom Typ PMM 866 und<br />
PMM 12106 nachgewiesen werden. Dies ist ein klares Indiz für systematische,<br />
positionsabhängige Restabweichungen.<br />
Bild 12: Korrelation der Antastabweichungen für einen „weichen“ Taster -<br />
Standardantastkraft vs. „Low Force“<br />
Die Untersuchungen zeigten, dass das Korrelationsverhalten bei Messung mit Standardtastern<br />
in erster Näherung unabhängig von der Antastkraft ist. Bild 12 zeigt demgegenüber<br />
die Auswertung für Messungen mit einem „weichen Taster“ (Taststift abgewinkelt um 45°)<br />
bei zwei unterschiedlichen Antastkräften (Standardantastkraft vs. Low-Force). Deutlich ist<br />
zu erkennen, dass die Korrelation der Antastabweichungen zwischen normaler und kleiner<br />
Antastkraft („low force“) relativ gering ist.<br />
1.1.4 Neuartiges Kalibrierverfahren für Prüfkugeln<br />
Die obigen Untersuchungen zum Antastverhalten wurden mit kalibrierten Kugeln durchgeführt,<br />
wie sie standardmäßig zum Einmessen oder Prüfen von Tastsystemen auf KMGs<br />
benutzt werden. Die Rundheit dieser Kugeln wird üblicherweise entlang ausgewählter<br />
Schnitte (Großkreise) mit herkömmlichen Rundheitsmessgeräten geprüft. Die gemessenen<br />
Rundheitsabweichungen in diesen Schnitten lagen bei den verwendeten Kugeln bei 0,1<br />
µm. Es konnte jedoch experimentell gezeigt werden, dass diese kleinen Rundheitsabweichungen<br />
signifikant die Messungen beeinflussen. Wie oben berichtet, sind Messreihen<br />
zur Ermittlung systematischer Antastabweichung sehr gut reproduzierbar. Der Korrelationskoeffizient<br />
beträgt durchschnittlich r = 0,7. Für Messungen, bei denen die Prüfkugel<br />
gegenüber dem Maschinen-Koordinatensystem nur gedreht wurde, fällt der Korrelations-<br />
9
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
koeffizient auf r = 0,5 ab. Dies verdeutlich, dass für die hochpräzise Prüfung von Tastern<br />
Prüfkugeln benötigt werden, deren Rundheitsabweichungen flächenhaft mit kleiner Messunsicherheit<br />
bekannt ist, um diese beim Prüfen von Tastern für jeden einzelnen Messpunkt<br />
korrigieren zu können.<br />
Da kommerziell erhältliche Einmesskugeln zur Bestimmung von Rundheitsabweichungen<br />
im Kugelinterferometer der <strong>PTB</strong> ungeeignet sind, wurden drei präzise Stahlkugeln mit<br />
geeigneter Oberfläche (Rauheit, Formabweichung) beschafft.<br />
Um die Oberflächentopographie von Kugeln mit einem Durchmesser von 30 mm im Kugelinterferometer<br />
der <strong>PTB</strong> zu bestimmen, ist ein spezieller Adapter zur Lagerung und Zentrierung<br />
der Kugeln in der Mitte der Messapparatur notwendig. Ein derartiger Adapter (Bild<br />
13) wurde im Wissenschaftlichen Gerätebau der <strong>PTB</strong> gefertigt und Anfang des Sommers<br />
fertig gestellt. Messungen mit dem Adapter zeigten jedoch, dass die Fertigungsabweichungen<br />
zum Teil zu groß waren. Der Adapter musste daher nachgearbeitet werden, so dass die<br />
Kalibrierung der Prüfkugel im Kugelinterferometer erst im Herbst begonnen werden<br />
konnte.<br />
Bild 13: Adapter zur Aufnahme der Prüfkugel im Kugelinterferometer<br />
Die Durchführung der Messungen im Kugelinterferometer war sehr zeitaufwendig, da die<br />
gesamte Kugeloberfläche nicht in einem einzigen Messprozess vollständig erfasst werden<br />
konnte. Das Kugelinterferometer musste immer wieder geöffnet werden, um die Kugel<br />
manuell neu auszurichten und um so sukzessive die Kugeloberfläche in mehreren Teilabschnitten<br />
komplett zu erfassen. Dabei ging stets das Vakuum verloren. Das Aufbauen eines<br />
neuen Vakuums kostete stets viel Zeit.<br />
Bild 14 zeigt das Ergebnis der Messungen im Kugelinterferometer: Die rekonstruierte<br />
Oberflächentopographie mit einzelnen Fehlstellen (schwarz), die nicht erfasst werden<br />
konnten, wie z. B. die Sackbohrung mit Gewinde zum Aufstielen der Kugel. Die Unsicherheit<br />
der Rundheitsabweichungen beträgt weniger als 50 nm.<br />
10
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
Molweide-Projektion<br />
Bild 14: Rekonstruktion der Oberflächentopografie der Prüfkugel<br />
1.1.5 Beschreibung der Form der Prüfkugel durch Kugelflächenfunktionen<br />
Die Oberflächentopographie einer Kugel, d. h. deren Rundheitsabweichungen r zum mittleren<br />
Radius r0, lässt sich durch Kugelflächenfunktionen in Abhängigkeit von Breite und<br />
Länge beschreiben.<br />
<br />
In der angegebenen Funktion (Bild 15) sind die Legendre-Polynome<br />
als<br />
Funktion der Poldistanz (Winkel zwischen Breitenkreis und Pol) bekannt. Hingegen sind<br />
die Koeffizienten Aim und Dim zunächst unbekannt. Liegen diskrete Messpunkte vor, die die<br />
Oberfläche der Kugel beschreiben, so lassen sich die Koeffizienten nach der Methode der<br />
Kleinsten Quadrate schätzen, indem die Quadratsumme der Widersprüche zwischen den<br />
gemessenen Abständen der Oberflächenpunkte zum Kugelmittelpunkt und den Radien aus<br />
der Kugelflächenfunktionen minimiert wird. Von Vorteil ist, dass die Funktion zur Besteinpassung<br />
zu linearen Fehlergleichungen führt und daher keine Iteration notwendig ist. Zu<br />
beachten ist, dass die Legendre-Polynome normiert werden, da sonst deren Zahlwerte<br />
recht groß werden können.<br />
11
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
f ( ,<br />
) ( A<br />
00<br />
cos0 D<br />
00<br />
sin 0) P<br />
0<br />
0<br />
<br />
( A<br />
10<br />
cos0 D<br />
10<br />
sin 0) P<br />
0<br />
1<br />
( A<br />
11<br />
cos<br />
D<br />
11<br />
sin )<br />
P<br />
1<br />
1<br />
<br />
( A<br />
20<br />
cos0 D<br />
20<br />
sin 0) P<br />
0<br />
2<br />
( A<br />
21<br />
cos<br />
D<br />
21<br />
sin )<br />
P<br />
1<br />
2<br />
<br />
( A<br />
22<br />
cos 2<br />
D<br />
22<br />
sin 2<br />
) P<br />
2<br />
2<br />
<br />
( A<br />
30<br />
cos0 D<br />
30<br />
sin 0) P<br />
0<br />
3<br />
( A<br />
31<br />
cos<br />
D<br />
31<br />
sin )<br />
P<br />
1<br />
3<br />
<br />
( A<br />
32<br />
cos 2<br />
D<br />
32<br />
sin 2<br />
) P<br />
2<br />
3<br />
( A<br />
33<br />
cos3<br />
D<br />
33<br />
sin 3<br />
) P<br />
3<br />
3<br />
<br />
( A<br />
40<br />
cos0 D<br />
40<br />
sin 0) P<br />
0<br />
4<br />
( A<br />
41<br />
cos<br />
D<br />
41<br />
sin )<br />
P<br />
1<br />
4<br />
<br />
( A<br />
42<br />
cos 2<br />
D<br />
42<br />
sin 2<br />
) P<br />
2<br />
4<br />
( A<br />
43<br />
cos3<br />
D<br />
43<br />
sin 3<br />
) P<br />
3<br />
4<br />
( A<br />
44<br />
cos 4<br />
D<br />
44<br />
sin 4<br />
) P<br />
4<br />
4<br />
<br />
...<br />
f ( ,<br />
) r<br />
0<br />
<br />
n<br />
<br />
i1<br />
( A<br />
i1<br />
cos<br />
D<br />
i1<br />
sin )<br />
P<br />
1<br />
i<br />
<br />
n<br />
<br />
i2<br />
( A<br />
i2<br />
cos2<br />
D<br />
i2<br />
sin 2<br />
) P<br />
2<br />
i<br />
<br />
n<br />
<br />
i3<br />
( A<br />
i3<br />
cos3<br />
D<br />
i3<br />
sin 3<br />
) P<br />
3<br />
i<br />
<br />
n<br />
<br />
i4<br />
( A<br />
i4<br />
cos4<br />
D<br />
i4<br />
sin 4<br />
) P<br />
4<br />
i<br />
<br />
n<br />
<br />
i5<br />
( A<br />
i5<br />
cos5<br />
D<br />
i5<br />
sin 5<br />
) P<br />
5<br />
i<br />
<br />
n<br />
<br />
i6<br />
( A<br />
i6<br />
cos6<br />
D<br />
i6<br />
sin 6<br />
) P<br />
6<br />
i<br />
<br />
n<br />
<br />
i7<br />
( A<br />
i7<br />
cos7<br />
D<br />
i6<br />
sin 7<br />
) P<br />
7<br />
i<br />
...<br />
Bild 15: Kugelflächenfunktion zur Ermittlung, Interpolation und rechnerischen Korrektur von sphärischen Rundheitsabweichungen<br />
12
Aufnahme und Elimination kurzperiodischer Fehler bei kartesischen Koordinatenmessgeräten<br />
1.1.6 Korrektur von räumlichen Antastabweichungen aufgrund von Rundheitsabweichung<br />
der Prüfkugel<br />
Sind aus den diskreten Messpunkten die Koeffizienten für die Kugelflächenfunktion nach<br />
der Methode der Kleinsten Quadrate geschätzt worden, kann für jeden beliebigen Punkt auf<br />
der Kugeloberfläche eine Rundheitsabweichung ri(,) rechnerisch bestimmt werden.<br />
Bild 16 (rechts) zeigt die Antastabweichungen für die obere Halbkugel der kalibrierten<br />
Prüfkugel, ermittelt an 577 Positionen in einem konstanten Gitterabstand von 7,5°.<br />
Bild 16 (links) zeigt die für die Antastpunkte berechneten Rundheitsabweichungen der<br />
Prüfkugel.<br />
Zu beachten ist, dass sich die Anzahl und Verteilung der Messpunkte bei der Ermittlung der<br />
Antastabweichung deutlich von der Anordnung der Messpunkte bei der Kalibrierung im<br />
Kugelinterferometer unterscheidet. Dies führt i. A. dazu, dass sich – abgesehen von Messabweichungen<br />
- der Radius, der als Bezug für die Antastabweichungen die Kugeloberfläche<br />
festlegt, allein aufgrund der Oberflächentopographie zwischen beiden Messungen unterscheidet.<br />
Um diesen Unterschied auszugleichen, müssen die beiden Radien angepasst<br />
werden. Dies geschieht durch Berechnung eines Offsets r0. An den 577 Positionen, an<br />
denen die Antastabweichung ermittelt wurde, muss die Summe der Rundheits- und die der<br />
Antastabweichungen gleich null sein. Für die Antastabweichungen ist dies durch das Messund<br />
Auswerteverfahren erfüllt. Für die im Kugelinterferometer gemessenen Rundheitsabweichungen<br />
ist dies nicht der Fall. Der Offset ergibt sich dann aus der Bedingung<br />
für j = 1, …, 577, wobei die Rundheitsabweichungen sind,<br />
die an jenen Positionen bestimmt wurden, an denen auch die Antastabweichungen ermittelt<br />
wurden. Bild 16 (links) zeigt die so angepassten Rundheitsabweichungen, rechts<br />
daneben die an der gleichen Prüfkugel auf einem Koordinatenmessgeräte ermittelten<br />
Antastabweichungen.<br />
Polar-Projektion<br />
Bild 16: links: Rundheitsabweichungen der Prüfkugel<br />
rechts: gemessene Antastabweichungen (in µm)<br />
13