2. Waferbonden
2. Waferbonden
2. Waferbonden

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>2.</strong> <strong>Waferbonden</strong><br />
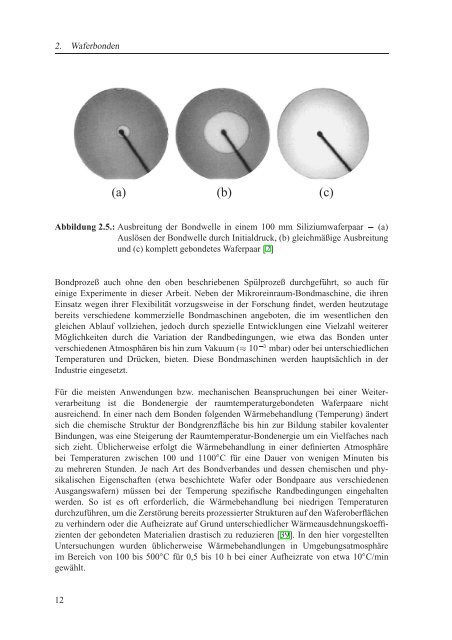
(a) (b) (c)<br />
Abbildung <strong>2.</strong>5.: Ausbreitung der Bondwelle in einem 100 mm Siliziumwaferpaar (a)<br />
Auslösen der Bondwelle durch Initialdruck, (b) gleichmäßige Ausbreitung<br />
und (c) komplett gebondetes Waferpaar [2]<br />
Bondprozeß auch ohne den oben beschriebenen Spülprozeß durchgeführt, so auch für<br />
einige Experimente in dieser Arbeit. Neben der Mikroreinraum-Bondmaschine, die ihren<br />
Einsatz wegen ihrer Flexibilität vorzugsweise in der Forschung findet, werden heutzutage<br />
bereits verschiedene kommerzielle Bondmaschinen angeboten, die im wesentlichen den<br />
gleichen Ablauf vollziehen, jedoch durch spezielle Entwicklungen eine Vielzahl weiterer<br />
Möglichkeiten durch die Variation der Randbedingungen, wie etwa das Bonden unter<br />
verschiedenen Atmosphären bis hin zum Vakuum ( 10 mbar) oder bei unterschiedlichen<br />
Temperaturen und Drücken, bieten. Diese Bondmaschinen werden hauptsächlich in der<br />
Industrie eingesetzt.<br />
Für die meisten Anwendungen bzw. mechanischen Beanspruchungen bei einer Weiterverarbeitung<br />
ist die Bondenergie der raumtemperaturgebondeten Waferpaare nicht<br />
ausreichend. In einer nach dem Bonden folgenden Wärmebehandlung (Temperung) ändert<br />
sich die chemische Struktur der Bondgrenzfläche bis hin zur Bildung stabiler kovalenter<br />
Bindungen, was eine Steigerung der Raumtemperatur-Bondenergie um ein Vielfaches nach<br />
sich zieht. Üblicherweise erfolgt die Wärmebehandlung in einer definierten Atmosphäre<br />
bei Temperaturen zwischen 100 und 1100 Æ Cfür eine Dauer von wenigen Minuten bis<br />
zu mehreren Stunden. Je nach Art des Bondverbandes und dessen chemischen und physikalischen<br />
Eigenschaften (etwa beschichtete Wafer oder Bondpaare aus verschiedenen<br />
Ausgangswafern) müssen bei der Temperung spezifische Randbedingungen eingehalten<br />
werden. So ist es oft erforderlich, die Wärmebehandlung bei niedrigen Temperaturen<br />
durchzuführen, um die Zerstörung bereits prozessierter Strukturen auf den Waferoberflächen<br />
zu verhindern oder die Aufheizrate auf Grund unterschiedlicher Wärmeausdehnungskoeffizienten<br />
der gebondeten Materialien drastisch zu reduzieren [39]. In den hier vorgestellten<br />
Untersuchungen wurden üblicherweise Wärmebehandlungen in Umgebungsatmosphäre<br />
im Bereich von 100 bis 500 Æ Cfür 0,5 bis 10 h bei einer Aufheizrate von etwa 10 Æ C/min<br />
gewählt.<br />
12