

Jahresübersicht 2013
Jahresübersicht 2013
Jahresübersicht 2013

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
JAHRESÜBERSICHT<br />
muss und eine optimierte Konstruktion erforderlich<br />
ist. Hinsichtlich des für den einteiligen<br />
Abgaskrümmer verwendeten Gusseisens<br />
mit Kugelgraphit ist es notwendig,<br />
diesen Werkstoff durch Edelstahlguss zu<br />
ersetzen, da so eine verbesserte Hochtemperaturbeständigkeit<br />
erreicht wird. Bezüglich<br />
der Konstruktionstechnik erfolgt eine<br />
veränderte Dichtungsausführung, bei welcher<br />
der Dichtring eine zusätzliche spezielle<br />
Beschichtung zur Gewährleistung der<br />
Dichtheit bei hohen thermischen Ausdehnungen<br />
erhält. Um weiterhin ein sehr niedriges<br />
Leistungsgewicht garantieren zu können,<br />
wird das Zylinderkurbelgehäuse weiterhin<br />
als Kokillengussstück unter<br />
Verwendung der wärmebehandelten hochfesten<br />
Legierung AlSiMg7Cu0,5 ausgeführt.<br />
Zur Festigkeitssteigerung erfolgt vor<br />
der Wärmebehandlung ein heißisostatisches<br />
Pressen des Rohteils. Des Weiteren<br />
erfahren sowohl Formfüllung der Kokille<br />
als auch Speisungssystem eine Neukonzipierung,<br />
um einen qualitativ hochwertigen<br />
Werkstoff vor allem in den hoch belasteten<br />
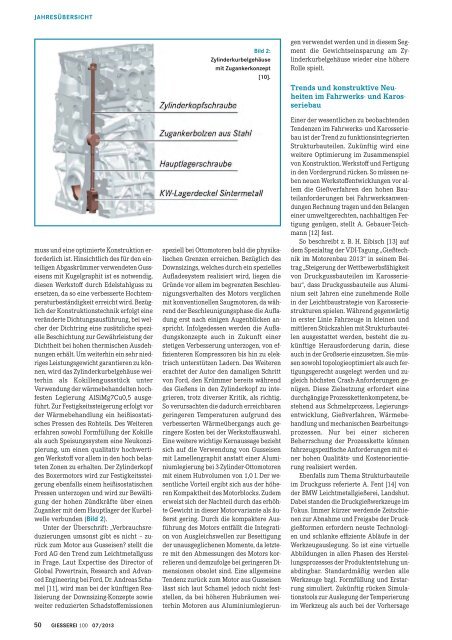
Zonen zu erhalten. Der Zylinderkopf<br />
des Boxermotors wird zur Festigkeitssteigerung<br />
ebenfalls einem heißisostatischen<br />
Pressen unterzogen und wird zur Bewältigung<br />
der hohen Zündkräfte über einen<br />
Zuganker mit dem Hauptlager der Kurbelwelle<br />
verbunden (Bild 2).<br />
Unter der Überschrift: „Verbrauchsreduzierungen<br />
umsonst gibt es nicht – zurück<br />
zum Motor aus Gusseisen? stellt die<br />
Ford AG den Trend zum Leichtmetallguss<br />
in Frage. Laut Expertise des Director of<br />
Global Powertrain, Research and Advanced<br />
Engineering bei Ford, Dr. Andreas Schamel<br />
[11], wird man bei der künftigen Realisierung<br />
der Downsizing-Konzepte sowie<br />
weiter reduzierten Schadstoffemissionen<br />
Bild 2:<br />
Zylinderkurbelgehäuse<br />
mit Zugankerkonzept<br />
[10].<br />
speziell bei Ottomotoren bald die physikalischen<br />
Grenzen erreichen. Bezüglich des<br />
Downsizings, welches durch ein spezielles<br />
Aufladesystem realisiert wird, liegen die<br />
Gründe vor allem im begrenzten Beschleunigungsverhalten<br />
des Motors verglichen<br />
mit konventionellen Saugmotoren, da während<br />
der Beschleunigungsphase die Aufladung<br />
erst nach einigen Augenblicken anspricht.<br />
Infolgedessen werden die Aufladungskonzepte<br />
auch in Zukunft einer<br />
stetigen Verbesserung unterzogen, von effizienteren<br />
Kompressoren bis hin zu elektrisch<br />
unterstützen Ladern. Des Weiteren<br />
erachtet der Autor den damaligen Schritt<br />
von Ford, den Krümmer bereits während<br />
des Gießens in den Zylinderkopf zu integrieren,<br />
trotz diverser Kritik, als richtig.<br />
So verursachten die dadurch erreichbaren<br />
geringeren Temperaturen aufgrund des<br />
verbesserten Wärmeübergangs auch geringere<br />
Kosten bei der Werkstoffauswahl.<br />
Eine weitere wichtige Kernaussage bezieht<br />
sich auf die Verwendung von Gusseisen<br />
mit Lamellengraphit anstatt einer Aluminiumlegierung<br />
bei 3-Zylinder-Ottomotoren<br />
mit einem Hubvolumen von 1,0 l. Der wesentliche<br />
Vorteil ergibt sich aus der höheren<br />
Kompaktheit des Motorblocks. Zudem<br />
erweist sich der Nachteil durch das erhöhte<br />
Gewicht in dieser Motorvariante als äußerst<br />
gering. Durch die kompaktere Ausführung<br />
des Motors entfällt die Integration<br />
von Ausgleichswellen zur Beseitigung<br />
der unausgeglichenen Momente, da letztere<br />
mit den Abmessungen des Motors korrelieren<br />
und demzufolge bei geringeren Dimensionen<br />
obsolet sind. Eine allgemeine<br />
Tendenz zurück zum Motor aus Gusseisen<br />
lässt sich laut Schamel jedoch nicht feststellen,<br />
da bei höheren Hubräumen weiterhin<br />
Motoren aus Aluminiumlegierungen<br />
verwendet werden und in diesem Segment<br />
die Gewichtseinsparung am Zylinderkurbelgehäuse<br />
wieder eine höhere<br />
Rolle spielt.<br />
Trends und konstruktive Neuheiten<br />
im Fahrwerks- und Karosseriebau<br />
Einer der wesentlichen zu beobachtenden<br />
Tendenzen im Fahrwerks- und Karosseriebau<br />
ist der Trend zu funktionsintegrierten<br />
Strukturbauteilen. Zukünftig wird eine<br />
weitere Optimierung im Zusammenspiel<br />
von Konstruktion, Werkstoff und Fertigung<br />
in den Vordergrund rücken. So müssen neben<br />
neuen Werkstoffentwicklungen vor allem<br />
die Gießverfahren den hohen Bauteilanforderungen<br />
bei Fahrwerksanwendungen<br />
Rechnung tragen und den Belangen<br />
einer umweltgerechten, nachhaltigen Fertigung<br />
genügen, stellt A. Gebauer-Teichmann<br />
[12] fest.<br />
So beschreibt z. B. H. Eibisch [13] auf<br />
dem Spezialtag der VDI-Tagung „Gießtechnik<br />
im Motorenbau <strong>2013</strong>“ in seinem Beitrag<br />
„Steigerung der Wettbewerbsfähigkeit<br />
von Druckgussbauteilen im Karosseriebau“,<br />
dass Druckgussbauteile aus Aluminium<br />
seit Jahren eine zunehmende Rolle<br />
in der Leichtbaustrategie von Karosseriestrukturen<br />
spielen. Während gegenwärtig<br />
in erster Linie Fahrzeuge in kleinen und<br />
mittleren Stückzahlen mit Strukturbauteilen<br />
ausgestattet werden, besteht die zukünftige<br />
Herausforderung darin, diese<br />
auch in der Großserie einzusetzen. Sie müssen<br />
sowohl topologieoptimiert als auch fertigungsgerecht<br />
ausgelegt werden und zugleich<br />
höchsten Crash-Anforderungen genügen.<br />
Diese Zielsetzung erfordert eine<br />
durchgängige Prozesskettenkompetenz, bestehend<br />
aus Schmelzprozess, Legierungsentwicklung,<br />
Gießverfahren, Wärmebehandlung<br />
und mechanischen Bearbeitungsprozessen.<br />
Nur bei einer sicheren<br />
Beherrschung der Prozesskette können<br />
fahrzeugspezifische Anforderungen mit einer<br />
hohen Qualitäts- und Kostenorientierung<br />
realisiert werden.<br />
Ebenfalls zum Thema Strukturbauteile<br />
im Druckguss referierte A. Fent [14] von<br />
der BMW Leichtmetallgießerei, Landshut.<br />
Dabei standen die Druckgießwerkzeuge im<br />
Fokus. Immer kürzer werdende Zeitschienen<br />
zur Abnahme und Freigabe der Druckgießformen<br />
erfordern neuste Technologien<br />
und schlanke effiziente Abläufe in der<br />
Werkzeugauslegung. So ist eine virtuelle<br />
Abbildungen in allen Phasen des Herstellungsprozesses<br />
der Produktentstehung unabdingbar.<br />
Standardmäßig werden alle<br />
Werkzeuge bzgl. Formfüllung und Erstarrung<br />
simuliert. Zukünftig rücken Simulationstools<br />
zur Auslegung der Temperierung<br />
im Werkzeug als auch bei der Vorhersage<br />
50 Giesserei 100 07/<strong>2013</strong>













