

Download des Gesamtbeitrages
Download des Gesamtbeitrages
Download des Gesamtbeitrages

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
TECHNOLOGIE & TRENDS<br />
FOTOS: IFG<br />
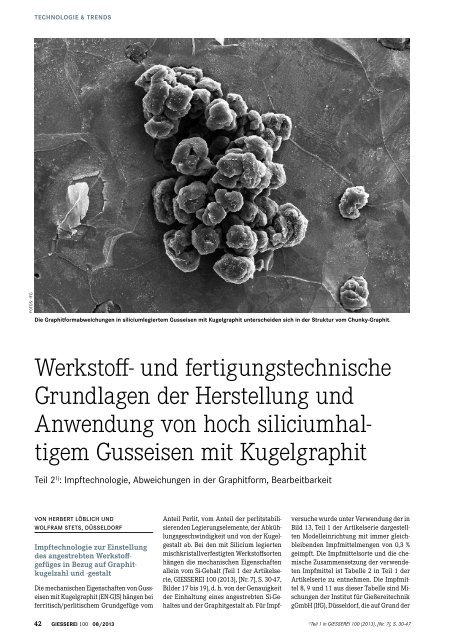
Die Graphitformabweichungen in siliciumlegiertem Gusseisen mit Kugelgraphit unterscheiden sich in der Struktur vom Chunky-Graphit.<br />
Werkstoff- und fertigungstechnische<br />
Grundlagen der Herstellung und<br />
Anwendung von hoch siliciumhaltigem<br />
Gusseisen mit Kugelgraphit<br />
Teil 2 1) : Impftechnologie, Abweichungen in der Graphitform, Bearbeitbarkeit<br />
VON HERBERT LÖBLICH UND<br />
WOLFRAM STETS, DÜSSELDORF<br />
Impftechnologie zur Einstellung<br />
<strong>des</strong> angestrebten Werkstoffgefüges<br />
in Bezug auf Graphitkugelzahl<br />
und -gestalt<br />
Die mechanischen Eigenschaften von Gusseisen<br />
mit Kugelgraphit (EN-GJS) hängen bei<br />
ferritisch/perlitischem Grundgefüge vom<br />
Anteil Perlit, vom Anteil der perlitstabilisierenden<br />
Legierungselemente, der Abkühlungsgeschwindigkeit<br />
und von der Kugelgestalt<br />
ab. Bei den mit Silicium legierten<br />
mischkristallverfestigten Werkstoffsorten<br />
hängen die mechanischen Eigenschaften<br />
allein vom Si-Gehalt (Teil 1 der Artikelserie,<br />
GIESSEREI 100 (2013), [Nr. 7], S. 30-47,<br />
Bilder 17 bis 19), d. h. von der Genauigkeit<br />
der Einhaltung eines angestrebten Si-Gehaltes<br />
und der Graphitgestalt ab. Für Impfversuche<br />
wurde unter Verwendung der in<br />
Bild 13, Teil 1 der Artikelserie dargestellten<br />
Modelleinrichtung mit immer gleichbleibenden<br />
Impfmittelmengen von 0,3 %<br />
geimpft. Die Impfmittelsorte und die chemische<br />
Zusammensetzung der verwendeten<br />
Impfmittel ist Tabelle 2 in Teil 1 der<br />
Artikelserie zu entnehmen. Die Impfmittel<br />
8, 9 und 11 aus dieser Tabelle sind Mischungen<br />
der Institut für Gießereitechnik<br />
gGmbH (IfG), Düsseldorf, die auf Grund der<br />
42 GIESSEREI 100 08/2013<br />
1)<br />
Teil 1 in GIESSEREI 100 (2013), [Nr. 7], S. 30-47
KURZFASSUNG:<br />
Voraussetzung für maximale mechanische<br />
Eigenschaften sind optimale<br />
Graphitkugelformen, die mit Impftechnologien<br />
der Schmelze, die auf<br />
den Siliciumgehalt und die maximale<br />
Erstarrungszeit abgestimmt sind,<br />
erreicht werden können.<br />
Ein wesentlicher Vorteil der<br />
mischkristallverfestigten Werkstoffe<br />
ist, dass sie sich im Vergleich zu<br />
den ferritisch/perlitischen EN-GJS-<br />
Werkstoffsorten bei gleichen Festigkeiten<br />
durch geringeren Werkzeugverschleiß<br />
kostengünstiger mechanisch<br />
bearbeiten lassen. Die<br />
Werkzeugstandzeit ist bei den ferritischen<br />
Werkstoffsorten EN-<br />
GJS-500-14 und EN-GJS-600-10 gegenüber<br />
den konventionellen ferritisch/perlitischen<br />
Werkstoffen um<br />
etwa 50 bis 60 % länger.<br />
Für den Bearbeiter der ferritischen<br />
mischkristallverfestigten<br />
Werkstoffsorten kann abgeleitet werden,<br />
dass sich bei gleichen Schnittgeschwindigkeiten<br />
die Intervalle zwischen<br />
den Werkzeugwechseln im<br />
Vergleich zu der Bearbeitung der ferritischen/perlitischen<br />
Werkstoffe<br />
verlängern und die Maschinenauslastung<br />
damit besser wird.<br />
Ergebnisse der Gefügeauswertungen für<br />
Stichversuche eingesetzt wurden. Für die<br />
Impfmittel 8 und 9 wurde das handelsübliche<br />
Impfmittel 1 mit 1,2 %*, bzw. 9,4 % Bi<br />
gemischt. Das Impfmittel 11 ist das mit<br />
1,2 % Bi gemischte Impfmittel 7.<br />
Die Ergebnisse der Untersuchungen der<br />
Graphitformen in den Abschnitten der Flügelproben<br />
sind in Bild 1 wiedergegeben.<br />
Dargestellt sind die Abhängigkeiten der Graphitform<br />
von den Wanddicken und von der<br />
chemischen Zusammensetzung <strong>des</strong> Impfmittels.<br />
In Bild 1 sind nur die Zugabemengen<br />
von 0,3 % dargestellt. Deutlich erkennbar<br />
ist, dass bei einer gleichbleibenden<br />
Impfmittelsorte der Anteil an den Graphitformen<br />
V und VI als Summe mit zunehmender<br />
Wanddicke mit einem relativ breiten<br />
Streuband abnimmt. Bei allen eingesetzten<br />
Impfmittelsorten streuen die Summen der<br />
Graphitformen V und VI bei der 5 mm dicken<br />
Platte je nach Impfmittelsorte zwischen<br />
80 und 100 % (Bild 1), lediglich die<br />
ungeimpfte Schmelze weist 70 % der Kugelformen<br />
V und VI auf. Bei 160 mm Wanddicke<br />
vergrößert sich das Streuband von 35<br />
bis auf 90 %. Ursachen für die Aufweitung<br />
<strong>des</strong> Streuban<strong>des</strong> sind die Abhängigkeit der<br />
Graphitform vom Siliciumgehalt und der<br />
chemischen Zusammensetzung <strong>des</strong> Impfmittels.<br />
Anteil Graphitform V + Vl in %<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
0<br />
Wanddicke in mm<br />
Impfmittel:<br />
0 1 2 3 4 5 6 7 8 9 10 11 12<br />
100<br />
90<br />
80<br />
70<br />
60<br />
Impfmittel:<br />
0 1 2 3<br />
4 5 6 7<br />
Auf Grund der höheren Abkühlungsgeschwindigkeit<br />
der Normenkonformen<br />
Y-Proben gegenüber den vergleichbaren<br />
Wanddicken der Flügelproben gibt es bei<br />
den Y-Proben geringere Abweichungen in<br />
der Graphitform (Bild 2).<br />
Nur Flügelproben<br />
40 80 120<br />
160<br />
Bild 1: Mit zunehmender Wanddicke nimmt der Anteil an den Graphitformen V und VI<br />
im Grundgefüge ab.<br />
Anteil Graphitform V + VI in %<br />
Anteil Graphitform V + VI in %<br />
Getrennt gegossene Y2-Proben<br />
50<br />
2 3 4 5 6<br />
Si in %<br />
100<br />
90<br />
80<br />
70<br />
Impfmittel:<br />
0 1 2<br />
3 4 7<br />
60<br />
2 3 4 5 6<br />
Si in %<br />
Bild 2: Der Anteil der Graphitformen V + VI nimmt mit höherem Siliciumgehalt ab.<br />
Die getrennt gegossenen Y-2 Proben weisen<br />
mittlere Erstarrungszeiten von ca.<br />
3 min auf, die Y-4 Proben erstarren nach<br />
etwa 16 min. Die 20-mm-Wand der Flügelprobe<br />
erstarrt etwa 10 min nach dem Füllen<br />
der Form, die 60-mm-Wand erstarrt<br />
*Sofern nicht anders vermerkt, handelt es sich bei den prozentualen Angaben zur Zusammensetzung um Massenanteile.<br />
GIESSEREI 100 08/2013 43
TECHNOLOGIE & TRENDS<br />
Anteil Graphitform V + Vl in %<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
Impfmittel 1<br />
Si in %<br />
2,48<br />
3,43<br />
4,18<br />
5,04<br />
5,89<br />
30<br />
0 40 80 120 160<br />
Wanddicke in mm<br />
Bild 3: Bei Impfmittel 1 treten bei 160 mm Wanddicke und normalem Si-Gehalt Abweichungen<br />
in der Graphitform auf.<br />
Anteil Graphitform V + Vl in %<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
Impfmittel 2<br />
Si in %<br />
2,41<br />
3,29<br />
4,4<br />
5,06<br />
5,97<br />
30<br />
0 40 80 120 160<br />
Wanddicke in mm<br />
Bild 4: Die Anteile an den Graphitformen V und VI sind bei Impfmittel 2 über den untersuchten<br />
Si-Konzentrationsbereich größer als bei Impfmittel 1.<br />
Anteil Graphitform V + Vl in %<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
Nur Flügelproben<br />
Impfmittel:<br />
0 1<br />
8 = 1 + 1,2 % Bi<br />
9 = 1 + 9,4 % Bi<br />
30<br />
0 40 80 120 160<br />
Wanddicke in mm<br />
Bild 5: Die chemische Zusammensetzung <strong>des</strong> Impfmittels beeinflusst entscheidend die<br />
Graphitform.<br />
nach ca. 30 min. Aus diesem Grund wurden<br />
die Auswertungen immer getrennt<br />
nach Y-Proben und Flügelproben durchgeführt,<br />
zumal, wie später noch gezeigt wird,<br />
die Y-Proben im untersuchten Siliciumintervall<br />
nicht die typischen Abweichungen<br />
der Graphitkugelform aufweisen.<br />
Bis zu dem als kritisch für die statischen<br />
mechanischen Eigenschaften gefundenen<br />
Siliciumgehalt von 4,3 % beträgt die Summe<br />
der Graphitformen V + VI in den Gefügen<br />
der getrennt gegossenen Y-Proben minimal<br />
80 % – Bild 2 erfüllt also die meisten<br />
Kundenforderungen nach einer Begrenzung<br />
der Anteile der Graphitformen.<br />
Einen entscheidenden Einfluss auf die<br />
Graphitausbildung nimmt neben der Erstarrungsgeschwindigkeit<br />
die chemische<br />
Zusammensetzung <strong>des</strong> verwendeten Impfmittels.<br />
In den nachfolgenden Auswertungen<br />
(Bilder 3 und 4) wurden exemplarisch<br />
die Wirkungen zweier Impfmittel unterschiedlicher<br />
chemischer Zusammensetzungen<br />
wiedergegeben. In Bild 3 ist die Abhängigkeit<br />
der Graphitform von der Wanddicke<br />
für Siliciumgehalte zwischen 2,48 %,<br />
ein durchaus üblicher Gehalt für EN-GJS,<br />
und 5,89 % Si für das Impfmittel 1 dargestellt.<br />
Die Ergebnisse zeigen, dass das Impfmittel<br />
1 nur bei Gussteilen mit Wanddicken<br />
zwischen 20 und 100 mm und normal<br />
üblichen Si-Gehalten verwendbar ist,<br />
um ausreichende Anteile an denGraphitformen<br />
V und VI zu erzeugen. Bei 160 mm<br />
Wanddicke treten bereits erhebliche Abweichungen<br />
in den Graphitformen auf. Bei<br />
höheren Si-Gehalten ≥ 3,43 % und Wanddicken<br />
≥ 60 mm sind mehr als 50 % <strong>des</strong><br />
Graphits entartet. Bei Wanddicken von<br />
20 mm und Si-Gehalten ≥ 3,43 % ≥ Si<br />
≤ 5,89 % beträgt der Anteil an den Graphitformen<br />
V und VI zwischen 50 und 70 %.<br />
Ergebnisse für ein Impfmittel mit einer anderen<br />
chemischen Zusammensetzung (Beispiel<br />
Impfmittel 2) werden in Bild 4 wiedergegeben.<br />
Das Impfmittel 2 ist ohne weitere<br />
Mengenoptimierung für Siliciumgehalte<br />
bis 4,3 % und Wanddicken<br />
≥ 160 mm einsetzbar. Bei höheren Si-Gehalten<br />
treten auch bei diesem Impfmittel<br />
Graphitformabweichungen auf, die durch<br />
Optimierung der Impfmethode verhindert<br />
werden können, indem die Mengen <strong>des</strong><br />
Impfmittels variiert werden, was ebenfalls<br />
die Graphitform beeinflussen kann. Die<br />
Impfmittel 1 und 2 unterscheiden sich<br />
hauptsächlich im Anteil Bi und im Anteil<br />
an Seltenen Erden, diese beiden Elemente<br />
sind im Impfmittel 1 nicht enthalten.<br />
Bei vergleichbaren Siliciumgehalten von<br />
5 und 6 % beträgt der Anteil an Graphitform<br />
V und VI bei Impfmittel 1 zwischen<br />
30 und 40 %, bei Impfmittel 2 beträgt dieser<br />
Anteil 60 bis 70 %. Das Impfmittel 2 ist<br />
für den dargestellten Anwendungsfall geeigneter<br />
als Impfmittel 1.<br />
44 GIESSEREI 100 08/2013
Die Darstellung in Bild 5 unterstreicht<br />
den Einfluss der chemischen Zusammensetzung<br />
<strong>des</strong> Impfmittels auf die Graphitform.<br />
Bei der Auswertung in Bild 5 wird deutlich,<br />
dass die Wirkung <strong>des</strong> Impfmittels 1, welches<br />
für den Einsatz bei siliciumlegiertem<br />
EN-GJS nicht geeignet ist, durch die Zugabe<br />
von 1,2 % metallischem Wismut wesentlich<br />
verbessert werden kann. Der Anteil an<br />
den Graphitformen V und VI im Grundgefüge<br />
erreicht die Größenordnung, die mit<br />
dem Impfmittel 2 (siehe Bild 5) erzielt wird.<br />
Die Erhöhung der Bi-Zugabemenge auf<br />
9,4 % (Impfmittel 9 in Bild 5) erbrachte keine<br />
Verbesserung in der Graphitform.<br />
Eine weitere Möglichkeit, die Wirkung<br />
eines Impfmittels zu verbessern, ist die Optimierung<br />
der Zugabemenge. Am Beispiel<br />
eines Impfmittels ist die Wirkung einer geänderten<br />
Impfmittelmenge exemplarisch<br />
wiedergegeben (Bild 6). Bei steigenden<br />
Impfmittelmengen verbessert sich die Graphitausbildung<br />
erheblich. 0,15 % <strong>des</strong> Impfmittels<br />
4 führen zu 20 % akzeptierbaren<br />
Graphitformen, bei der 4-fachen Zugabemenge<br />
<strong>des</strong> Impfmittels 4 erhöht sich der<br />
Anteil der Graphitformen V und VI auf<br />
60 %. Neben den Graphitformen wird auch<br />
die Anzahl der Graphitkugeln, in der vorliegenden<br />
Auswertung als Graphitpartikel<br />
bezeichnet, von der chemischen Zusammensetzung<br />
<strong>des</strong> Impfmittels beeinflusst.<br />
Wie in Bild 7 deutlich wird, ist die Erstarrungsgeschwindigkeit<br />
(im Bild 7 als Wanddicke<br />
gekennzeichnet) die dominierende<br />
Größe. Bei Verwendung <strong>des</strong> Impfmittels 2,<br />
welches auch die günstigsten Graphitformen<br />
produziert hat, werden gleichzeitig<br />
die meisten Graphitpartikel gemessen.<br />
Auftreten von Abweichungen in<br />
der Graphitform bei hohen<br />
Si-Gehalten<br />
Bei den siliciumlegierten EN-GJS-Werkstoffsorten<br />
können abhängig von der Erstarrungsgeschwindigkeit<br />
(Wanddicke)<br />
und dem Impfzustand Abweichungen von<br />
den Graphitformen V und VI auftreten, die<br />
die mechanischen Eigenschaften negativ<br />
beeinflussen. Als Beispiele sind stellvertretend<br />
die mechanischen Eigenschaften<br />
und Graphitformen in einer 20-mm-Wand<br />
der Flügelprobe mit vergleichbarem Si-Gehalt<br />
von 4,1 % und unterschiedlichen Impfmitteln<br />
in Bild 8 aufgeführt. Darin sind die<br />
durch das verwendete Bildanalysesystem<br />
klassifizierten Graphitformen verschieden<br />
gefärbt, wobei die für siliciumlegiertes<br />
EN-GJS typischen Graphitformabweichungen<br />
rot dargestellt sind. In Bild 8a sind ca.<br />
10 % Formabweichungen dargestellt, Anteile<br />
von 3 % sind in Bild 8b für einen Si-<br />
Gehalt von 4,18 % wiedergegeben. Der Anteil<br />
an den Graphitformen V und VI beträgt<br />
bei dieser Probe etwa 40 %.<br />
Graphitform V + VI in %<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0,1 0,2 0,3 0,4 0,5 0,6 0,7<br />
Impfmittelmenge in %<br />
1500<br />
1200<br />
900<br />
600<br />
300<br />
Graphitform V + VI bei 160 mm<br />
Wanddicke mit Impfmittel Nr. 4<br />
Bild 6: Graphitform V + VI in der 160-mm-Wand bei verschiedenen Impfmittelmengen<br />
– die Impfmittelmenge beeinflusst die Graphitform.<br />
Graphitpartikel/mm 2<br />
Graphitformen V + IV > 80 %<br />
Impfmittel:<br />
1 2 3 4 5 6<br />
7 8 9 11<br />
0<br />
0 40 80 120 160<br />
Wanddicke in mm<br />
Bild 7: Die Anzahl der Graphitpartikel hängt von der Zusammensetzung <strong>des</strong> Impfmittels<br />
ab.<br />
a<br />
Interne<br />
Probenbezeichnung<br />
Impfmittel<br />
Nr.<br />
R m<br />
Rp 0,2<br />
in MPa<br />
Bruchdehnung<br />
in %<br />
in MPa<br />
F3.3 1 553 487 3,2 a<br />
F3.7 2 491 371 19,3 b<br />
Bild 8: a) 10 % Anteil an Graphitformabweichungen; b) 3 % Anteil an Graphitformabweichungen.<br />
b<br />
Bild<br />
Nr.<br />
Die in Bild 9 gezeigte Graphitform<br />
kann bei flüchtiger Betrachtung mit dem<br />
„Chunky-Graphit“ verwechselt werden,<br />
das Graphitwachstum unterscheidet sich<br />
jedoch vom Chunky-Graphit. Wie in [1]<br />
durch Untersuchungen mittels Raster-<br />
Elektronen-Mikroskop (REM) gezeigt,<br />
wächst Chunky-Graphit als zusammenhängender<br />
Körper, indem hexagonale Graphitplatten<br />
übereinandergeschichtet im<br />
Raum wachsen und sich verzweigen. Im<br />
siliciumlegierten EN-GJS sind die Graphitabweichungen<br />
zwischen Dendriten angeordnet,<br />
in denen sich normal ausgebildete<br />
Graphitkugeln befinden. Diese Anordnung<br />
ist mit dem bekannten D-Graphit<br />
GIESSEREI 100 08/2013 45
TECHNOLOGIE & TRENDS<br />
Bild 9: Beispiel von Abweichungen der Graphitform bei EN-GJS-600-10.<br />
Bild 10: Graphitformabweichungen in siliciumlegiertem EN-GJS.<br />
Bild 11: Verschleiß der Schneidkeramik an der Freifläche und Schnittparameter bei den<br />
Bearbeitungsversuchen.<br />
Standzeit in min<br />
20<br />
16<br />
12<br />
8<br />
4<br />
0<br />
EN-GJS-500-7 EN-GJS-500-14 EN-GJS-600-3 EN-GJS-600-10<br />
Bild 12: Vergleich der Werkzeugstandzeiten (auf 200 µm begrenzter Freiflächenverschleiß,<br />
Schnittgeschwindigkeit 240 m/min) der vier untersuchten Werkstoffe beim Längsdrehen.<br />
bei Gusseisen mit Lamellengraphit vergleichbar.<br />
D-Graphit wird auch unterkühlter Graphit<br />
genannt, weil bei der Kristallisation<br />
der Schmelze mittels thermischer Analyse<br />
eine größere Unterkühlung gemessen<br />
wird als z. B. bei der Ausscheidung von A-<br />
Graphit. Nach einer Tiefätzung <strong>des</strong> in Bild 9<br />
gezeigten Gefüges und der Untersuchung<br />
mit dem REM ergibt sich ein Hinweis auf<br />
das Wachstum <strong>des</strong> Graphits. Im Gegensatz<br />
zum plättchenförmigen Wachstum <strong>des</strong><br />
Chunky-Graphits besteht der Graphit aus<br />
aneinandergereihten kleinen Graphitkugeln<br />
(Bild 10).<br />
Die Vergleichbarkeit <strong>des</strong> Aussehens<br />
der Graphitanordnung mit dem D-Graphit<br />
in EN-GJL lässt vermuten, dass das Auftreten<br />
der Graphitabweichung durch eine<br />
stärkere Unterkühlung in der Abkühlungskurve<br />
entweder im Gussstück oder<br />
im Quick-Cup-Tiegel der thermischen Analyse<br />
angezeigt wird. Bei den Schmelzversuchen<br />
wurde jeweils ein Tiegel für die<br />
thermische Analyse abgegossen und im<br />
thermischen Zentrum der verschiedenen<br />
Wanddicken der Flügelprobe eine Abkühlungskurve<br />
aufgenommen. Bei den jeweiligen<br />
Abkühlungskurven wurden die Unterkühlungen<br />
und Erstarrungszeiten entsprechend<br />
der BDG-Richtlinie P 350 [2]<br />
ermittelt. Diese Merkmale wurden mit den<br />
Gefügemerkmalen der Graphitformen V<br />
und VI und den Abweichungen von der<br />
Graphitform korreliert. Dabei wurde festgestellt,<br />
dass keine statistisch gesicherte<br />
Beziehung zwischen diesen Größen besteht.<br />
Damit gibt die Abkühlungskurve<br />
bei siliciumlegiertem EN-GJS keine Hinweise<br />
auf eine vorliegende mögliche Graphitabweichung.<br />
Verringerungen der<br />
Schallgeschwindigkeit, mit denen die Graphitformabweichung<br />
im Gussstück detektierbar<br />
sein könnte, finden durch diese<br />
Graphitform nicht statt.<br />
46 GIESSEREI 100 08/2013
Die bei hohen Si-Gehalten auftretende<br />
Abweichung in der Graphitform hat ähnliche<br />
Auswirkungen auf die mechanischen<br />
Eigenschaften wie Chunky-Graphit (Tabelle<br />
in Bild 8), die Bruchdehnung wird als<br />
erste Größe vermindert.<br />
Bei der Erarbeitung einer Impftechnologie<br />
zur Einstellung <strong>des</strong> angestrebten<br />
Werkstoffgefüges in Bezug auf Graphitkugelzahl<br />
und -gestalt wurde festgestellt, dass<br />
bei siliciumlegiertem EN-GJS ein optimales<br />
Gefüge hinsichtlich der Kugelzahlen<br />
und Kugelgestalt mit wismuthaltigem Impfmittel<br />
erzielt wird. Ein Anstieg <strong>des</strong> Wismutgehalts<br />
nach Zugabe <strong>des</strong> wismuthaltigen<br />
Impfmittels im Eisen ist analytisch<br />
nicht nachweisbar. Die Spurenelemente<br />
werden im IfG grundsätzlich mit der<br />
ICP-OES (Inductive Coupled Plasma-Optical<br />
Emission Spectrometrie) nasschemisch<br />
bestimmt. Beim Vergleich der Wirkungen<br />
der chemischen Zusammensetzungen von<br />
Impfmitteln wurden die Bi-Gehalte im<br />
Gussstück ermittelt. Bei dem wismuthaltigen<br />
Impfmittel 2 und dem kein Bi enthaltenden<br />
Impfmittel 1 wurden jeweils Bi-Gehalte<br />
< 5 ppm ermittelt. Bei einem theoretischen<br />
Ausbringen von 100 % <strong>des</strong> mit dem<br />
Impfmittel zugegebenen Bi sollten bei einem<br />
Gehalt von 1 % Bi im Impfmittel<br />
2,30 ppm Bi im Gussstück enthalten sein.<br />
Die Nachweisgrenze <strong>des</strong> Analysenverfahrens<br />
beträgt 5 ppm, was bedeutet, dass Bi<br />
nach dem Stand der Technik analytisch<br />
nicht nachweisbar ist, die Wirkung bei Verwendung<br />
von wismuthaltigem Impfmittel<br />
jedoch deutlich an Gefügeverbesserungen<br />
erkennbar ist.<br />
Vergleichende Untersuchung der<br />
Bearbeitbarkeit von Gussteilen<br />
aus EN-GJS-500-7 mit<br />
EN-GJS-500-14 und EN-GJS-600-3<br />
mit EN-GJS-600-10<br />
Durch die gleichmäßige Härte ist der Werkzeugverschleiß<br />
beim ferritischen Werkstoff<br />
wesentlich geringer als beim ferritisch/perlitischen<br />
Werkstoff EN-GJS-500-7. Die Bearbeitbarkeit<br />
verbessert sich nach Angaben<br />
von L. E. Björkegren, K. Hamberg und<br />
B. Johannesson [3] um 10 %, wobei die<br />
Werkzeugstandzeiten nicht als Verschleiß,<br />
sondern als Verschleißindizes angegeben<br />
werden. Bei den Auswertungen waren die<br />
Siliciumgehalte auf 3,75 % Si begrenzt. Aus<br />
diesem Grund lag es nahe, die Bearbeitbarkeit<br />
der Werkstoffe EN-GJS-500-7 mit<br />
EN-GJS-500-14 und EN-GJS-600-3 mit<br />
EN-GJS-600-10 zu vergleichen.<br />
Zur Bewertung der Zerspanbarkeit wurden<br />
die vier zu untersuchenden Werkstoffe<br />
in Form von Zylindern mit einem Durchmesser<br />
von 120 mm und einer Länge von<br />
300 mm gegossen. Aus den thermischen<br />
Zentren eines Zylinders je Werkstoff wurde<br />
eine Zugprobe herausgearbeitet. Aus<br />
dem Stabkopf wurde ein Schliff für die metallographische<br />
Untersuchung entnommen.<br />
Vor den Zerspanversuchen wurde die<br />
Gusshaut in einem zusätzlichen Bearbeitungsschritt<br />
entfernt.<br />
Die Ergebnisse der Zugversuche sind in<br />
Tabelle 1 aufgeführt. Bei der Bewertung<br />
der Ergebnisse der Zugproben ist zu beachten,<br />
dass die Probenahme aus dem Gussteilzentrum<br />
erfolgte.<br />
Im Rahmen der Untersuchungen wurde<br />
die Standzeit <strong>des</strong> Bearbeitungswerkzeugs<br />
zur Bewertung der Zerspanbarkeit der vier<br />
untersuchten Gusseisenwerkstoffe gewählt.<br />
Nach DIN 6583 beschreibt die Standzeit die<br />
Dauer, die bis zum Erreichen eines Standkriteriums<br />
unter gewählten gleichen Zerspanungsbedingungen<br />
verstreicht. Bei den<br />
Untersuchungen wurde als Standzeit diejenige<br />
Zeit ermittelt, bei der ein auf 200 µm<br />
begrenzter Freiflächenverschleiß erreicht<br />
wurde (Bild 11).<br />
Die Ergebnisse der Untersuchungen<br />
(Bild 12) zur Werkzeugstandzeit bei der<br />
Bearbeitung der EN-GJS Werkstoffe<br />
EN-GJS-500-7, EN-GJS-500-14, EN-GJS-600-3<br />
und EN-GJS-600-10) zeigen, dass die Werkstoffe<br />
mit ferritischem Grundgefüge besser<br />
bearbeitbar sind als die ferritisch/per-<br />
GIESSEREI 100 08/2013 47
TECHNOLOGIE & TRENDS<br />
Standzeit in min<br />
20<br />
16<br />
12<br />
8<br />
4<br />
0<br />
EN-GJS-500-7<br />
240 m/min<br />
EN-GJS-500-14<br />
Schnittgeschwindigkeit<br />
320 m/min<br />
Bild 13: Bei höheren Schnittgeschwindigkeiten vermindern sich die<br />
Werkzeugstandzeiten (auf 200 µm begrenzter Freiflächenverschleiß).<br />
litischen Werkstoffe. Die Werkzeugstandzeiten<br />
verlängern sich bei den ferritischen<br />
Werkstoffen um etwa 50 bis 60 % (Bild 12).<br />
Die Werkzeugstandzeitverlängerung bei<br />
der Bearbeitung der ferritischen Werkstoffe<br />
ist auch bei Erhöhung der Schnittgeschwindigkeit<br />
von 240 auf 320 m/min erkennbar<br />
(Bild 13). Bei den beiden verglichenen<br />
Werkstoffen EN-GJS-500-7 und<br />
EN-GJS-500-14 reduziert sich durch die höhere<br />
Schnittgeschwindigkeit die Werkzeugstandzeit<br />
um ca. 60 %, bei EN-GJS-500-14<br />
ist die Werkzeugstandzeit bei der höheren<br />
Schnittgeschwindigkeit um ca. 30 % länger<br />
als bei EN-GJS-500-7.<br />
Weitere Untersuchungen zur Werkzeugstandzeit<br />
bei der Bearbeitung von Gussteilen<br />
werden im nächsten Abschnitt beschrieben.<br />
Abguss von Referenzgussstücken<br />
und Gussteilprüfung<br />
Bild 14: Planetenträger als Referenzgussstück.<br />
Bild 15: Prüfschema bei den Serienplanetenträgern.<br />
In zwei Gießereien wurden Seriengussteile,<br />
die üblicherweise in dem ferritisch/perlitischen<br />
Werkstoff EN-GJS-600-3 abgegossen<br />
wurden, ohne Änderung <strong>des</strong> Anschnittund<br />
Speisersystems zum Vergleich in dem<br />
Werkstoff EN-GJS-600-10 abgegossen. Bei<br />
einem Gussteil handelte es sich um einen<br />
Planetenträger mit einem Gewicht von ca.<br />
40 kg. Die Planetenträger laufen in Serie<br />
auf einer Formanlage und werden von der<br />
Gießerei bearbeitet an den Kunden ausgeliefert.<br />
Planetenträger unterliegen besonderen<br />
Anforderungen an Volumendefizite<br />
in bestimmten Bereichen, da sie die bei einem<br />
Getriebe auftretenden Kräfte übertragen<br />
müssen. Eine Übersichtszeichnung ist<br />
in Bild 14 wiedergegeben. Die in der Zeichnung<br />
rot markierten Flächen wurden für<br />
den Vergleich <strong>des</strong> Werkzeugverschleißes<br />
bearbeitet. Es wurden jeweils 30 Planetenträger<br />
aus dem Werkstoff EN-GJS-600-3 und<br />
dem Werkstoff EN-GJS-600-10 mit den gleichen<br />
Bearbeitungsparametern bearbeitet<br />
und der Freiflächenverschleiß bei den Keramikplättchen<br />
verglichen. Für den Vergleich<br />
der mechanischen Eigenschaften<br />
und <strong>des</strong> Härteverlaufs im Gussstück wurden<br />
pro Werkstoff ein Planetenträger in der<br />
Mitte geteilt, der Härteverlauf gemessen<br />
und Zugproben herausgearbeitet. Der Härtemessverlauf<br />
und die Zugprobenlage für<br />
den Werkstoff EN-GJS-600-3 sind in Bild 15<br />
dargestellt. Für den Werkstoff EN-GJS-600-10<br />
wurde die gleiche Prüfanordnung verwendet.<br />
Die gemessenen Härteverläufe sind in<br />
Bild 16 gegenübergestellt. Die mittlere Brinellhärte<br />
beträgt bei dem Planetenträger<br />
aus dem Werkstoff EN-GJS-600-10 etwa<br />
220 HBW. Bis auf die ersten drei Messwerte,<br />
die sich in den geringsten Wanddicken<br />
<strong>des</strong> Planetenträgers befinden, liegen die<br />
Messungen auf gleichem Niveau. Bei dem<br />
Werkstoff EN-GJS-600-3 liegt die mittlere<br />
48 GIESSEREI 100 08/2013
Härte bei etwa 225 HBW, die Messwerte<br />
der ersten drei Punkte weichen zu niedrigeren<br />
Brinellhärtewerten hin ab.<br />
Die an den aus den Gussstücken herausgearbeiteten<br />
Zugproben gemessenen<br />
0,2-%-Dehngrenzen liegen bei EN-GJS-600-10<br />
mit 508 MPa bzw. 503 MPa um 125 MPa<br />
höher als bei EN-GJS-600-3. Die Zugfestigkeiten<br />
sind mit 633 MPa und 638 MPa bei<br />
EN-GJS-600-10 und 646 MPa bzw. 675 MPa<br />
bei EN-GJS-600-3 vergleichbar. Die Bruchdehnungen<br />
bei EN-GJS-600-10 liegen mit<br />
14,7 % und 18 % über den Normwerten. Bei<br />
EN-GJS-600-3 betragen die Bruchdehnungen<br />
4,4 % und 7,9 % (Tabelle 2).<br />
Das Gefüge <strong>des</strong> Planetenträgers (Bild 17)<br />
entspricht dem herkömmlichen ferritisch/<br />
perlitischen Werkstoff EN-GJS-600-3 mit ca.<br />
10 bis 20 % Ferrit im Grundgefüge. Das Gefüge<br />
<strong>des</strong> Planetenträgers aus EN-GJS-600-10<br />
besteht aus 100 % Ferrit (Bild 18). Die Graphitausbildung<br />
und die Größe der Graphitkugeln<br />
beider Werkstoffe sind vergleichbar.<br />
Der an den Schneidplättchen gemessene<br />
Freiflächenverschleiß bei der Bearbeitung<br />
der beiden Werkstoffe ist gleichgroß,<br />
was offensichtlich auf die niedrige Anzahl<br />
an bearbeiteten Teilen zurückzuführen ist.<br />
Die Schneidkeramikplättchen wurden<br />
nach der Bearbeitung von jeweils 30 Gussteilen<br />
gewechselt.<br />
Als weitere Referenzgussteile wurden<br />
je 5 im Handformguss hergestellte Planetenträger<br />
der Werkstoffe EN-GJS-600-3 und<br />
EN-GJS-600-10 mit einem Gewicht von ca.<br />
300 kg/Stück abgegossen. Für die Abgüsse<br />
wurde das bestehende Anschnitt- und<br />
Speisersystem unverändert übernommen.<br />
Die unbearbeiteten Rohteile wurden von<br />
der Gießerei bei Warenausgang mittels Ultraschall<br />
nach den Spezifikationen <strong>des</strong> Kunden<br />
geprüft, registrierpflichtige Anzeigen<br />
wurden nicht gefunden. Die mechanischen<br />
Eigenschaften an Probestäben waren:<br />
> EN-GJS-600-3, Charge 6702-12,<br />
Schmelze 1849.1,<br />
Rp 0,2 = 461 MPa,<br />
R m = 760 MPa,<br />
A = 7 %<br />
> EN-GJS-600-10, Charge 6722-12,<br />
Schmelze 1891,<br />
Rp 0,2 = 507 MPa,<br />
R m = 601 MPa,<br />
A = 18 %.<br />
Zu bemerken ist auch hier, dass die<br />
0,2 %-Dehngrenze bei EN-GJS-600-10 höher<br />
ist als bei EN-GJS-600-3.<br />
Die Gussteile wurden bei dem Kunden<br />
der Gießerei bearbeitet. Nach der Bearbeitung<br />
wurde an allen Teilen nochmals eine<br />
Ultraschall-Prüfung durchgeführt, mit dem<br />
Ergebnis, dass keine registrierpflichtigen<br />
Anzeigen gefunden wurden.<br />
In Bild 19, der technischen Darstellung<br />
<strong>des</strong> Planetenträgers, sind die bearbeiteten<br />
Tabelle 1: Ergebnisse der Zugproben, entnommen aus jeweils einem Gussteil (Rp 0,2<br />
– 0,2-%-Dehngrenze, R m – Zugfestigkeit, A – Bruchdehnung, Z – Einschnürung).<br />
Werkstoff Interne IfG-Proben- Rp 0,2 R m A Z HBW<br />
Nummer in MPa in MPa in % in % 10/3000<br />
Mittelwert<br />
EN-GJS-500-7 119623 358 590 11,2 7 199<br />
EN-GJS-500-14 121742 387 501 11,3 10 175<br />
EN-GJS-600-3 119625 416 615 3,7 3 228<br />
EN-GJS-600-10 125266 447 561 19,3 21 195<br />
Tabelle 2: Vergleich der im Gussstück gemessenen Festigkeiten (d 0 – Probendurchmesser).<br />
Werkstoff Interne d o Rp 0,2 R m A Z<br />
IfG-Proben- in mm in MPa in MPa in % in %<br />
Nummer<br />
EN-GJS-600-3 Pos. 1 131136 6,00 372 675 7,9 3<br />
EN-GJS-600-3 Pos. 2 131137 11,98 375 646 4,4 3<br />
EN-GJS-600-10 Pos. 1 131138 6,00 503 638 18,0 16<br />
EN-GJS-600-10 Pos. 2 131139 11,98 508 633 14,7 13<br />
Tabelle 3: Mechanische Kennwerte der Zugproben aus einer Bordscheibe bei unterschiedlichen<br />
Prüftemperaturen.<br />
Kennwert<br />
Prüftemperatur<br />
-20 °C -10 C° Raumtemperatur<br />
R m in MPa 532 517 570<br />
Rp 0,2 in MPa 400 392 457<br />
A in % 19,5 17,5 20,8<br />
Z in % 18 14 25<br />
Flächen rot gekennzeichnet, die für die Beurteilung<br />
<strong>des</strong> Werkzeugverschleißes herangezogen<br />
wurden. Diese Flächen wurden<br />
immer mit gleichen Schnittparametern bearbeitet,<br />
sodass ein direkter Vergleich <strong>des</strong><br />
Plättchenverschleißes möglich ist. Die<br />
Messwerte für den Freiflächenverschleiß<br />
(wobei dieser auf die Untersuchung eines<br />
Keramikplättchens pro bearbeitetem Planetenträger<br />
bezogen ist) streuen sehr stark,<br />
die Grundtendenz, dass EN-GJS-600-10 besser<br />
bearbeitbar ist als EN-GJS-600-3, ist auch<br />
in Bild 20 erkennbar. Der Mittelwert <strong>des</strong><br />
Freiflächenverschleißes liegt bei<br />
EN-GJS-600-10 um ca. 30 % niedriger als bei<br />
EN-GJS-600-3. Der maximale Plättchenverschleiß<br />
ist bei EN-GJS-600-3 gegenüber<br />
EN-GJS-600-10 um 100 % höher.<br />
In einer Gießerei wurde bei Seiltrommeln<br />
in Zusammenarbeit mit dem Kunden<br />
ein Werkstoffwechsel vorgenommen. Im<br />
Verlauf der Erstmusterprüfung wurden auf<br />
Wunsch <strong>des</strong> Kunden verschiedene Prüfungen<br />
am Gussteil durchgeführt. Zunächst<br />
wurden aus einer Bordscheibe Zugproben<br />
herausgearbeitet (Bild 21), die bei unterschiedlichen<br />
Prüftemperaturen (-20 °C,<br />
-10 °C und Raumtemperatur) geprüft wurden.<br />
Die Ergebnisse sind in Tabelle 3 aufgeführt.<br />
Zu den Ergebnissen ist anzumerken,<br />
dass es sich um Zugproben aus dem<br />
Gussstück handelt und dass drei Chargen<br />
GIESSEREI 100 08/2013 49
TECHNOLOGIE & TRENDS<br />
Härte HB<br />
230<br />
HB EN-GJS-600-10<br />
226<br />
222<br />
218<br />
214<br />
HB EN-GJS-600-3<br />
210<br />
0 5 10 15 20 25 30 35<br />
Laufende Nummer<br />
Bild 16: Gemessene Härteverläufe in den Planetenträgern.<br />
Bild 17: Gefüge <strong>des</strong> Werkstoffes EN-GJS-600-3 an zwei Stellen <strong>des</strong> Planetenträgers.<br />
Bild 18: Gefüge <strong>des</strong> Planetenträgers aus dem Werkstoff EN-GJS-600-10.<br />
geprüft wurden. Ein wesentlicher Einfluss<br />
der Prüftemperatur ist nicht erkennbar.<br />
Zusätzlich zu den Zugproben aus dem<br />
Gussstück wurde ein Faltversuch nach DIN<br />
50111 vereinbart, der nachstehend kurz<br />
beschrieben ist (Bild 22). Zwischen zwei<br />
Lagern von 100 mm Dicke (50 mm Radius)<br />
mit einem Abstand der Maximalpunkte<br />
von 187,5 mm wird ein 12,5 mm dicker<br />
Streifen aus dem Gussstück gebogen und<br />
der Biegewinkel bestimmt, bei dem erste<br />
Risse auftreten. Der geprüfte Streifen wies<br />
nach Erreichen eines Biegewinkels von 88°<br />
erste Risse auf. Diese Prüfergebnisse erhöhten<br />
die Akzeptanz <strong>des</strong> Werkstoffs.<br />
Diskussion der Ergebnisse und<br />
Folgerungen für die Praxis<br />
Auf der Grundlage allgemein üblicher Analysen<br />
für EN-GJS wurden in den Schmelzlaboren<br />
beider am Projekt beteiligten Institute<br />
(Österreichisches Gießerei-Institut<br />
(ÖGI), Leoben, und IfG, Düsseldorf) Schmelzen<br />
erstellt, mit denen überprüft wurde,<br />
ob bei vergleichbaren Abkühlungsbedingungen<br />
und geometrisch gleichen Gusskörpern<br />
ähnliche mechanische und Gefügeeigenschaften<br />
erzielt werden. Das Einsatzmaterial<br />
für diese Schmelzen ist bei beiden<br />
Forschungsstellen gleich, die Art der Mg-<br />
Behandlung ist unterschiedlich. Wie zu erwarten<br />
war, ist, bedingt durch die unterschiedlichen<br />
metallurgischen Verfahrenstechniken,<br />
ein Gefüge erzielt worden,<br />
welches erst durch Änderung der Impftechnik<br />
angeglichen werden konnte. Damit<br />
wurde einmal mehr gezeigt, dass bei<br />
geänderten metallurgischen Voraussetzungen,<br />
wie z. B. unterschiedlichen Behandlungsverfahren,<br />
bei Verwendung gleicher<br />
Impfmittel der Keimhaushalt und die Anzahl<br />
der Keime durchaus unterschiedlich<br />
beeinflusst werden.<br />
Um den Zusammenhang zwischen Siliciumgehalt<br />
und mechanischen Eigenschaften<br />
festzustellen, wurden Schmelzen mit<br />
Si-Gehalten zwischen 2,5 und 6 % erstellt,<br />
die auf einer konstant gehaltenen Grundanalyse<br />
an Mn, P, S und Mg mit gleichem<br />
Einsatzmaterial basieren, damit der Einfluss<br />
von verschiedenen Anteilen an Spurenelementen<br />
ausgeschaltet wird. Bei Steigerung<br />
<strong>des</strong> Si-Gehalts wurde der Kohlenstoffgehalt<br />
verringert und auf einen<br />
Sättigungsgrad S c von ~1 abgestimmt. Es<br />
konnten optimale Eigenschaftskombinationen<br />
aus R m , Rp 0,2 und A mit steigenden<br />
Zugfestigkeiten und Dehngrenzen bis zu<br />
einem Si-Gehalt von 4,3 % ermittelt werden.<br />
Über diesen Grenzgehalt hinaus verschlechterten<br />
sich die Ergebnisse sehr<br />
schnell. Der Ferrit <strong>des</strong> Grundgefüges versprödet<br />
mit Überschreitung <strong>des</strong> Si-Gehaltes<br />
von 4,3 % sehr stark. Die für die Herstellung<br />
<strong>des</strong> EN-GJS-600-10 anzustrebende<br />
50 GIESSEREI 100 08/2013
Analysenspanne von 4 bis 4,2 % Silicium<br />
(einschließlich dem Siliciumgehalt <strong>des</strong><br />
Impfmittels) ist äußerst gering und für eine<br />
sichere reproduzierbare Fertigung im<br />
Schmelzbetrieb kaum einhaltbar. Der<br />
Schmelzbetrieb versucht durch Änderung<br />
der Behandlungsmittelmenge möglichst einen<br />
konstanten Mg-Gehalt in der Schmelze<br />
zu erzielen und reagiert damit auf Einflüsse<br />
auf das Magnesium-Ausbringen, wie<br />
Temperatur der Schmelze und Schwefelgehalt.<br />
Da alle Magnesiumbehandlungsmittel,<br />
außer Rein-Magnesium, Silicium<br />
enthalten, ändert sich mit der Zugabemenge<br />
an Behandlungsmittel gleichzeitig der<br />
Silicium-Endgehalt. Für eine sichere und<br />
reproduzierbare Fertigung von EN-<br />
GJS-600-10 ist es also wichtig, die Siliciumstreuungen<br />
zu minimieren. Die Streuung<br />
der Si-Gehalte liegt, bedingt durch das<br />
wechselnde Ausbringen der siliciumhaltigen<br />
Mg-Vorlegierung und <strong>des</strong> siliciumhaltigen<br />
Impfmittels, höher als 0,2 % Si. Hier<br />
muss das Prozessfenster für eine sichere<br />
Fertigung auf jeden Fall erweitert werden.<br />
Der Einfluss von nennenswerten Gehalten<br />
an perlit- und carbidstabilisierenden<br />
Elementen wurde in mehreren Versuchen<br />
exemplarisch untersucht. Bei diesen Versuchen<br />
wurden Schmelzen mit entsprechend<br />
hohen Elementgehalten erstellt, bei<br />
denen Carbidausscheidungen zu erwarten<br />
waren. Bei den metallographischen Untersuchungen<br />
dieser Proben wurden keine<br />
Carbide gefunden, die Probe mit sehr hohen<br />
Chromgehalten von 0,6 % wies lediglich<br />
durch einen höheren Perlitanteil im<br />
Gefüge eine verminderte Bruchdehnung<br />
auf. Thermodynamische Modellrechnungen<br />
der zu erwartenden Phasenanteile erbrachten<br />
keine plausiblen Ergebnisse. In<br />
einem Anschlussprojekt sollen aus diesem<br />
Grund Berechnungen mit der Thermodynamik-Software<br />
J-MatPro zur Begleitung<br />
der Versuche zusätzlich mit einbezogen<br />
werden. In diesem Projekt erfolgt der Abgleich<br />
der berechneten Ergebnisse mit den<br />
realen Messungen und Anpassungen durch<br />
den Hersteller.<br />
Die Basisschmelze zur Herstellung von<br />
EN-GJS wird bei bestimmten Anwendungsfällen<br />
bis zu 60 % aus Stahlschrott erschmolzen,<br />
besteht also aus wiederverwerteten<br />
Materialien. Dieser Wiederverwertungsweg<br />
wird durch den zunehmenden Einsatz<br />
von legierten hochfesten Stahlblechen,<br />
z. B. in der Automobilindustrie, erschwert.<br />
Legierungselemente, die die Festigkeit von<br />
Walzstahl erhöhen, wie Mn, Cr, V, Ti verursachen<br />
im Gusseisen mit Kugelgraphit, insbesondere<br />
in dickwandigen Gussteilen, Carbidausscheidungen,<br />
die die mechanischen<br />
Eigenschaften und die Bearbeitbarkeit negativ<br />
beeinflussen. Die vorliegenden Untersuchungen<br />
im Rahmen <strong>des</strong> Projekts haben<br />
gezeigt, dass das siliciumlegierte Gussei-<br />
Bild 19: Bearbeitete Flächen (rot) für die Beurteilung <strong>des</strong> Werkzeugverschleißes.<br />
Freiflächenverschleiß in µm<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
EN-GJS-600-3<br />
135<br />
165<br />
EN-GJS-600-10<br />
288<br />
210<br />
476<br />
271<br />
Minimum Mittelwert Maximum<br />
Bild 20: Freiflächenverschleiß bei der Bearbeitung von Planetenträgern aus den Werkstoffen<br />
EN-GJS-600-3 und EN-GJS-600-10.<br />
GIESSEREI 100 08/2013 51
TECHNOLOGIE & TRENDS<br />
Bild 21: Lage der Zugproben in der Bordscheibe der Seiltrommel.<br />
Bild 22: Faltversuch an einem Abschnitt aus einer<br />
Seiltrommel, Werkstoff EN-GJS-500-14.<br />
Anteil Graphitform V + VI in %<br />
100<br />
90<br />
80<br />
70<br />
60<br />
zunehmender<br />
Siliciumgehalt<br />
Impftechnik<br />
gut<br />
Impftechnik<br />
schlecht<br />
weise auf die Verwendung von Wismut in<br />
Impfmitteln zur Graphitfeinung in Gusseisen<br />
mit Kugelgraphit. Im Vergleich von<br />
FeSi-75 mit und ohne Wismut erhöht das<br />
wismuthaltige Impfmittel gegenüber dem<br />
Impfmittel ohne Wismut die Graphitkugelzahlen<br />
und verlängert den Abklingeffekt.<br />
Die vorliegenden Gefügeauswertungen<br />
der Silicium-Legierungsversuche haben ergeben,<br />
dass bei konstantem Siliciumgehalt<br />
die Haupteinflussgröße auf die Kugelgestalt<br />
die Erstarrungszeit ist. Zusätzlich beeinflusst<br />
die chemische Zusammensetzung <strong>des</strong> Impfmittels<br />
und die Impfmittelmenge die Graphitformen.<br />
Ein gewisser Anteil an Wismut<br />
im Impfmittel ist notwendig, um einen genügend<br />
hohen Anteil an den Graphitformen<br />
V und VI zu erzielen. Neben der Erstarrungszeit<br />
und der Impfmittelsorte beeinflusst der<br />
Siliciumgehalt der Schmelze die Graphitformen.<br />
Abhängig von der Wanddicke und dem<br />
Siliciumgehalt treten Abweichungen in der<br />
Graphitform auf, die dem bekannten Chunky-Graphit<br />
sehr ähnlich sehen, jedoch einem<br />
anderen Wachstumsmechanismus unterliegen.<br />
Die Abweichungen in der Graphitform<br />
im Si-legierten Gusseisen mit Kugelgraphit<br />
bestehen aus sehr vielen aneinandergereihten,<br />
sehr kleinen Graphitkugeln. Chunky-<br />
Graphit wächst als zusammenhängender<br />
Körper schichtweise aus hexagonalen Graphitplatten<br />
[1]. Bei der Ausscheidung von<br />
Chunky-Graphit verändert sich der im Gussstück<br />
gemessene Abkühlungsverlauf dahingehend,<br />
dass die Unterkühlung größer und<br />
die Erstarrungszeit bei gleichen Wärmeableitungsbedingungen<br />
der Form deutlich verlängert<br />
werden. Ein derartiges Phänomen<br />
konnte bei Auftreten der typischen Graphitformabweichung<br />
in den Abkühlungskurven<br />
der Siliciumlegierungsversuche nicht nachgewiesen<br />
werden. Der Bildungsmechanismus<br />
kann analog der Vermeidung von Chunky-Graphit<br />
bei herkömmlichem Gusseisen<br />
mit Kugelgraphit durch die Impftechnik und<br />
die chemische Zusammensetzung <strong>des</strong> Impfmittels<br />
(insbesondere wismuthaltige Impfmittel)<br />
beeinflusst werden. Ansteigende Bi-<br />
Gehalte durch das Impfen mit wismuthaltigem<br />
Impfmittel oder Anreicherungen von<br />
Störelementen konnten in der näheren Umgebung<br />
der Graphitabweichungen mit herkömmlichen<br />
zur Verfügung stehenden Analysenmethoden<br />
nicht nachgewiesen werden.<br />
Die Untersuchungsergebnisse zeigen<br />
auch, dass es extrem schwierig ist, das für<br />
die Produktion von Gussteilen mit sehr unterschiedlichen<br />
Wanddicken optimale<br />
Impfmittel und die optimale Impfmittelmengen<br />
zu finden. Sowohl der Anteil an<br />
Silicium, die Impfmittelzusammensetzung<br />
und die Impftechnik beeinflussen neben<br />
der Wanddicke die Graphitform (Bild 23).<br />
Bei geänderten metallurgischen Voraussetzungen,<br />
wie z. B. unterschiedlich hohen<br />
Sauerstoffgehalten vor dem Impfen, kön-<br />
Impfmittelzusammensetzung<br />
50<br />
0 20 40 60 80 100 120 140 160 180 200<br />
Wanddicke in mm<br />
Bild 23: Schematischer Zusammenhang zwischen Gefüge und Impftechnologie.<br />
sen mit Kugelgraphit wesentlich höhere<br />
Gehalte an perlit- und carbidstabilisierenden<br />
Elementen toleriert, ohne dass ein negativer<br />
Einfluss dieser Elemente auf das<br />
Gefüge und die mechanischen Eigenschaften<br />
bemerkt werden kann. Es zeigte sich,<br />
dass bei der Anwesenheit von 0,3 % Cr ca.<br />
5 % Perlit und keine Carbide vorliegen. Im<br />
herkömmlichen EN-GJS bilden sich hier bereits<br />
(Fe, Cr) 3 C-Ausscheidungen. Bei 1,0 %<br />
Mn hat sich wider Erwarten bei diesem hohen<br />
Anteil eines Perlitbildners trotzdem<br />
noch ein vollständig ferritisches Gefüge eingestellt.<br />
In beiden Fällen werden sehr gute<br />
Zähigkeitseigenschaften erreicht. Dies<br />
bietet das Potential, auch kostengünstigere,<br />
niedriglegierte Schrotte im metallischen<br />
Einsatz zu verwenden.<br />
Über Theorie und Praxis <strong>des</strong> Impfens<br />
von Gusseisenschmelzen ist sehr viel publiziert<br />
worden, wobei die unterschiedlichsten<br />
Lehrmeinungen vertreten werden.<br />
Eine ganz ausgezeichnete, zusammenfassende<br />
Darstellung über die „Impfbehandlung<br />
von Gusseisenschmelzen“ gibt Henke<br />
in [4]. So gibt Henke auch bereits Hin-<br />
52 GIESSEREI 100 08/2013
nen die gleichen Impfmittel den Keimhaushalt<br />
und die Anzahl der Keime durchaus<br />
unterschiedlich beeinflussen. Aus diesem<br />
Grund führen die gleichen Impfmittel, in<br />
verschiedenen Gießereien angewendet, zu<br />
völlig unterschiedlichen Ergebnissen.<br />
Zur Bewertung der Bearbeitbarkeit wurden<br />
die zu vergleichenden Werkstoffe<br />
EN-GJS-500-7, EN-GJS-500-14, EN-GJS-600-3<br />
und EN-GJS-600-10 in Form von Zylindern<br />
mit einem Durchmesser von 120 mm und<br />
einer Länge von 300 mm gegossen. Vor den<br />
Zerspanversuchen wurde die Gusshaut in<br />
einem zusätzlichen Bearbeitungsschritt<br />
entfernt. Die Gussteile wurden mit jeweils<br />
den gleichen Bearbeitungsparametern zerspant.<br />
Das Beurteilungskriterium für den<br />
Verschleiß war die Bearbeitungszeit, in der<br />
ein Freiflächenverschleiß von 200 µm an<br />
den Keramikplättchen aufgetreten ist. Die<br />
Werkzeugstandzeit ist bei den ferritischen<br />
Werkstoffsorten EN-GJS-500-14 und<br />
EN-GJS-600-10 gegenüber den ferritisch/<br />
perlitischen Werkstoffen um etwa 50 bis<br />
60 % länger. Diese Angabe gilt nur für die<br />
vergleichbaren Bearbeitungsparameter,<br />
insbesondere für die Schnittgeschwindigkeit<br />
von 240 m/min und für das Längsdrehen.<br />
Wird die Schnittgeschwindigkeit um<br />
25 % erhöht, so vermindert sich die Standzeit<br />
um etwa 50 %. Es besteht kein linearer<br />
Zusammenhang zwischen Schnittgeschwindigkeit<br />
und Werkzeugverschleiß.<br />
Für den Bearbeiter der ferritischen<br />
Werkstoffsorten kann abgeleitet werden,<br />
dass sich bei gleichen Schnittgeschwindigkeiten<br />
die Intervalle zwischen den Werkzeugwechseln<br />
im Vergleich zu der Bearbeitung<br />
der ferritisch/perlitischen Werkstoffe<br />
verlängern und die Maschinenauslastung<br />
damit besser wird. Eine weitere Möglichkeit<br />
die Auslastung der Bearbeitungsmaschinen<br />
zu verbessern, ist die Erhöhung<br />
der Schnittgeschwindigkeit gegenüber den<br />
ferritisch/perlitischen Werkstoffsorten. Mit<br />
dieser Vorgehensweise können größere<br />
Stückzahlen bei gleichem Werkzeugverschleiß<br />
bearbeitet werden.<br />
Die Abgüsse der Referenzgussteile und die<br />
Abgüsse der Bearbeitungsproben, die ebenfalls<br />
Seriengussteile waren, haben gezeigt,<br />
dass für die Herstellung von Gussteilen<br />
aus den mischkristallverfestigten EN-GJS-<br />
Werkstoffen die Anschnitt- und Speisersysteme<br />
für Gussteile aus ferritisch/perlitischen<br />
Werkstoffen ohne Änderung übernommen<br />
werden können. Die Gussteile<br />
wiesen im Vergleich keine vermehrten Porositäten<br />
auf. Bei Neuteilen oder Werkstoffumstellungen<br />
auf die siliciumlegierten<br />
Werkstoffe können zur Anschnitt- und Speiserauslegung<br />
die Erfahrungen aus der Produktion<br />
der ferritisch/perlitischen Werkstoffsorten<br />
übernommen werden.<br />
Bei den Schmelzversuchen zu dem vorliegenden<br />
Projekt „CORNET“ (AiF-Nr.- 41 EN)<br />
und vor allen Dingen im Verlauf der Begleitung<br />
der Einführung der mischkristallverfestigten<br />
siliciumlegierten Werkstoffsorten<br />
in einigen Gießereien hat sich gezeigt, dass<br />
neben der optimierten Impftechnik einige<br />
wichtige Punkte zu beachten sind:<br />
> Die Plättchen für die Spektrometerproben<br />
müssen ausreichend dünn dimensioniert<br />
werden, sodass Proben bei hohen<br />
Si-Gehalten weiß erstarren können.<br />
Bei teilweise grau erstarrten Proben<br />
werden vom Spektrometer fehlerhafte<br />
Analysen angezeigt.<br />
> Bei häufiger Probenahme darf die Kokillentemperatur<br />
nicht so weit ansteigen,<br />
dass die Spektrometerproben grau<br />
erstarren.<br />
> Die wichtigste Voraussetzung zur reproduzierbaren<br />
Herstellung der silicium-legierten<br />
Werkstoffe ist die Kalibrierkurve<br />
<strong>des</strong> Spektrometers. Das Spektrometer<br />
muss in der Lage sein, die<br />
hohen Si-Gehalte genau zu bestimmen,<br />
da, wie gezeigt, bei der Werkstoffsorte<br />
EN-GJS-600-10 der Gehalt von 4,3 % Si<br />
nicht überschritten werden und der maximale<br />
Gehalt, um die Normwerte einhalten<br />
zu können, um 0,2 % Si streuen<br />
darf. Aus Sicherheitsgründen sollte der<br />
Siliciumgehalt für die Werkstoffsorte<br />
EN-GJS-600-10 zwischen 4,0 und 4,2% Si<br />
eingestellt werden.<br />
> Wegen der einzuhaltenden Genauigkeit<br />
der Siliciumgehalte ist es unerlässlich,<br />
bei der Gattierungszusammenstellung<br />
die Größe <strong>des</strong> Siliciumeintrags durch<br />
die Mg-Vorlegierung und das Impfmittel<br />
zu berücksichtigen.<br />
Zusammenfassung<br />
Aufgrund der Eigenschaften der siliciumlegierten<br />
EN-GJS-Werkstoffe – hohe Festigkeit<br />
bei vergleichsweise guter Dehnung,<br />
gleichmäßige Härteverteilung und bessere<br />
Bearbeitbarkeit – ist in Zukunft eine starke<br />
Nachfrage nach diesen Werkstoffen zu<br />
erwarten. Silicium als Ferritbildner erhöht<br />
die Festigkeit und Härte durch Mischkristallverfestigung,<br />
es entsteht ein ferritisches<br />
Grundgefüge mit Zugfestigkeiten, vergleichbar<br />
den ferritisch/perlitischen Sorten. Mit<br />
Überschreiten eines Siliciumgrenzgehalts<br />
von 4,3 % vermindern sich die Festigkeiten<br />
und die Bruchdehnungen sehr schnell.<br />
Die durch Silicium mischkristallverfestigten<br />
Werkstoffsorten bieten das Potential,<br />
auch kostengünstigere, niedriglegierte<br />
Schrotte im metallischen Einsatz zu verwenden,<br />
ohne dass Perlit oder Carbide im<br />
Gefüge auftreten.<br />
Voraussetzungen für optimale Graphitkugelformen<br />
und damit optimale mechanische<br />
Eigenschaften sind Impftechnologien,<br />
die auf den Siliciumgehalt und die maximale<br />
Erstarrungszeit abgestimmt sind.<br />
Die Herstellung von Gussstücken hinsichtlich<br />
der Werkstoffeigenschaften und<br />
der Herstell- und Bearbeitungskosten kann<br />
optimiert werden. Eine Optimierung bedeutet<br />
Umsetzung der günstigeren mechanischen<br />
Eigenschaften, entweder in geringere<br />
Wanddicken (Leichtbauweise) oder<br />
höhere Belastung der Gussteile ohne geometrische<br />
Änderungen.<br />
Die mischkristallverfestigten Werkstoffe<br />
lassen sich durch den geringeren Werkzeugverschleiß<br />
kostengünstiger bearbeiten.<br />
Vorhandene Modelleinrichtungen und<br />
Anschnittsysteme können ohne Änderungen<br />
mit den neuen Werkstoffen abgegossen<br />
werden.<br />
Durch die erzielten Ergebnisse der untersuchten<br />
gießtechnologischen Eigenschaften<br />
konnten im Vorfeld befürchtete<br />
Nachteile, wie z. B. vermehrte Seigerungen<br />
und vermehrtes Auftreten von Mikroporositäten,<br />
ausgeräumt werden.<br />
Mit einem Qualitätsvorsprung in Bezug<br />
auf Fehlervermeidung, Reduzierung von<br />
Ausschuss und Kosteneinsparung bei den<br />
Rohstoffen können die Gießereien am<br />
Standort Deutschland und Österreich ihre<br />
internationale Wettbewerbsfähigkeit erhalten<br />
und ausbauen.<br />
Das IGF-Vorhaben 41 EN der Forschungsvereinigung<br />
Gießereitechnik e. V.<br />
FVG, Sohnstraße 70, 40237 Düsseldorf,<br />
wurde über die AiF im Rahmen <strong>des</strong> Programms<br />
zur Förderung der industriellen<br />
Gemeinschaftsforschung und -entwicklung<br />
(IGF) vom Bun<strong>des</strong>ministerium der Wirtschaft<br />
und Technologie aufgrund eines Beschlusses<br />
<strong>des</strong> Deutschen Bun<strong>des</strong>tages gefördert.<br />
Hierfür sei an dieser Stelle herzlich<br />
gedankt. Der Dank gilt auch den<br />
Gießereien, die das Projekt in Sitzungen<br />
<strong>des</strong> projektbegleitenden Arbeitskreises unterstützt<br />
haben. Besonderer Dank gilt den<br />
Firmen (in alphabetischer Reihenfolge):<br />
Buchholz + Cie. GmbH, Zweibrücken,<br />
DESCH Antriebstechnik GmbH & Co. KG,<br />
Arnsberg, Harz Guss Zorge GmbH, Zorge,<br />
Schonlau-Werke – Maschinenfabrik und<br />
Eisengießerei GmbH & Co. KG, Geseke, SLR-<br />
Gusswerk II – Betriebs GmbH, Steyr, Österreich,<br />
die das Projekt mit der Produktion<br />
von Gussteilen, der Bearbeitung und<br />
der Bereitstellung von Produktions- und<br />
Prüfdaten unterstützt haben.<br />
Dr.-Ing. Herbert Löblich und Dr.-Ing. Wolfram<br />
Stets, Institut für Gießereitechnik<br />
gGmbH (IfG), Düsseldorf<br />
Literatur:<br />
[1] Giesserei 93 (2006), [Nr. 6], S. 28-41.<br />
[2] BDG-Richtlinie P 350, Stand 09/2009.<br />
Bun<strong>des</strong>verband der Deutschen Gießerei-Industrie<br />
BDG, Düsseldorf.<br />
[3] Gießerei-Praxis (1999), [Nr. 1], S. 11-17.<br />
[4] Gießerei-Praxis (1980), [Nr. 5/6], S. 57/76.<br />
GIESSEREI 100 08/2013 53













