

Download
Download
Download

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
TECHNOLOGIE & TRENDS<br />
FotoS: IFG<br />
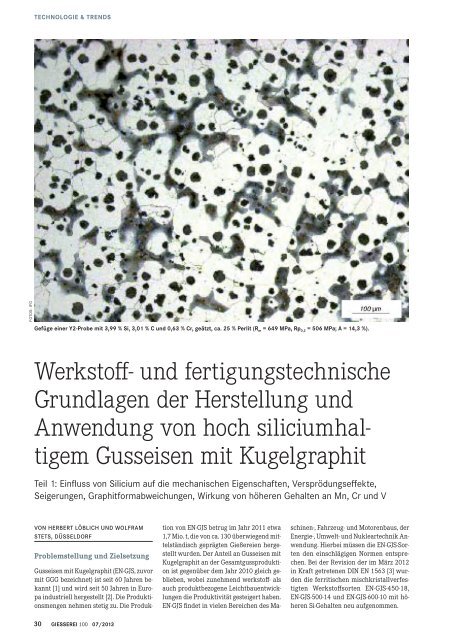
Gefüge einer Y2-Probe mit 3,99 % Si, 3,01 % C und 0,63 % Cr, geätzt, ca. 25 % Perlit (R m = 649 MPa, Rp 0,2 = 506 MPa; A = 14,3 %).<br />
Werkstoff- und fertigungstechnische<br />
Grundlagen der Herstellung und<br />
Anwendung von hoch siliciumhaltigem<br />
Gusseisen mit Kugelgraphit<br />
Teil 1: Einfluss von Silicium auf die mechanischen Eigenschaften, Versprödungseffekte,<br />
Seigerungen, Graphitformabweichungen, Wirkung von höheren Gehalten an Mn, Cr und V<br />
VON HERBERT LÖBLICH und Wolfram<br />
STETS, DÜSSELDORF<br />
Problemstellung und Zielsetzung<br />
Gusseisen mit Kugelgraphit (EN-GJS, zuvor<br />
mit GGG bezeichnet) ist seit 60 Jahren bekannt<br />
[1] und wird seit 50 Jahren in Europa<br />
industriell hergestellt [2]. Die Produktionsmengen<br />
nehmen stetig zu. Die Produktion<br />
von EN-GJS betrug im Jahr 2011 etwa<br />
1,7 Mio. t, die von ca. 130 überwiegend mittelständisch<br />
geprägten Gießereien hergestellt<br />
wurden. Der Anteil an Gusseisen mit<br />
Kugelgraphit an der Gesamtgussproduktion<br />
ist gegenüber dem Jahr 2010 gleich geblieben,<br />
wobei zunehmend werkstoff- als<br />
auch produktbezogene Leichtbauentwicklungen<br />
die Produktivität gesteigert haben.<br />
EN-GJS findet in vielen Bereichen des Maschinen-,<br />
Fahrzeug- und Motorenbaus, der<br />
Energie-, Umwelt- und Nukleartechnik Anwendung.<br />
Hierbei müssen die EN-GJS-Sorten<br />
den einschlägigen Normen entsprechen.<br />
Bei der Revision der im März 2012<br />
in Kraft getretenen DIN EN 1563 [3] wurden<br />
die ferritischen mischkristallverfestigten<br />
Werkstoffsorten EN-GJS-450-18,<br />
EN-GJS-500-14 und EN-GJS-600-10 mit höheren<br />
Si-Gehalten neu aufgenommen.<br />
30 Giesserei 100 07/2013
KURZFASSUNG:<br />
Die technologischen Eigenschaften der in der EN 1563 genormten konventionellen<br />
ferritisch-perlitischen Sorten Gusseisen mit Kugelgraphit (GJS) werden über<br />
das Ferrit/Perlit-Verhältnis mittels gezielter Zugabe von Perlitbildnern (Mn, Cu, Sn)<br />
eingestellt. Durch die alleinige Zugabe von höheren Siliciumgehalten ist es möglich,<br />
auf die Zusätze von Perlitbildnern zu verzichten und einen Werkstoff mit deutlich<br />
höherem Eigenschaftsniveau herzustellen. Das hoch siliciumhaltige<br />
GJS-500-14 verfügt beispielsweise über eine Dehngrenze von 400 N/mm 2 und eine<br />
Bruchdehnung von 14 %. Diese Eigenschaftskombination, höhere 0,2 %-Dehngrenze<br />
und höhere Dehnung, wird bei diesen Werkstoffsorten über die Mischkristallhärtung<br />
des Ferrits durch Silicium mit Gehalten zwischen 3 und 4,3 % erzielt.<br />
Beim Einsatzmaterial Schrott konnte im Gegensatz zu den konventionellen GJS-<br />
Sorten kein Einfluss von nennenswerten Gehalten an Mn, Cr und V auf die mechanischen<br />
Eigenschaften festgestellt werden, so dass bei den neuen mischkristallverfestigten<br />
Werkstoffsorten auch kostengünstigere, niedriglegierte Schrotte verwendet<br />
werden können.<br />
Tabelle 1: Zusätzlich in die Norm DIN EN 1563 aufgenomme EN-GJS-Werkstoffe<br />
(Auszug aus DIN EN 1563, Werte in Klammern: Normwerte der ferrtisch/perlitischen<br />
EN-GJS-Werkstoffe).<br />
Mechanische<br />
Eigenschaften EN-GJS-450-18 EN-GJS-500-14 EN-GJS-600-10<br />
R m min. in MPa 450 500 600<br />
Rp 0,2 min. in MPa 350 (310) 400 (320) 470 (370)<br />
A in % 18 (10) 14 (7) 10 (3)<br />
Cr- Gehalt in %<br />
0,30<br />
0,25<br />
0,20<br />
0,15<br />
0,10<br />
0,05<br />
0<br />
0,0<br />
18 19 20 21 22 23 24 25 26 27 28 29 30<br />
Die in Tabelle 1 wiedergegebenen Werte<br />
gelten für maßgebende Wanddicken<br />
≤30 mm. Während die herkömmlichen ferritisch/perlitischen<br />
Sorten weiterhin unverändert<br />
in der Norm bestehen bleiben,<br />
wird auf Grund der Vorteile der ferritischen<br />
Sorten – höhere 0,2 %-Dehngrenze<br />
und höhere Dehnung gegenüber den perlitischen<br />
Sorten – schnell mit einem Anstieg<br />
der Anzahl der Anwendungen gerechnet.<br />
Die technologischen Eigenschaften der<br />
in der EN 1563 genormten ferritisch/perlitischen<br />
EN-GJS-Sorten werden über das Ferrit/Perlit-Verhältnis<br />
mittels gezielter Zugabe<br />
von Perlitbildnern (Mn, Cu, Sn) eingestellt.<br />
Derartige Gusseisensorten enthalten<br />
darüber hinaus üblicherweise zwischen<br />
2,0 und 2,5 %* Si. Bei EN-GJS-500 und<br />
EN-GJS-600 mit Perlitanteilen von ca. 30-<br />
70 % können bei großen Wanddickenunterschieden<br />
der Perlitanteil und dadurch die<br />
Härte sehr stark variieren. Damit sind enge<br />
Härtetoleranzen schwierig einzuhalten.<br />
Die bisher bei EN-GJS einmalige Eigenschaftskombination<br />
aus Rp 0,2 und R m bei<br />
hoher Dehnung der neuen Werkstoffsorten<br />
wird durch Mischkristallhärtung des<br />
Ferrits durch das chemische Element Silicium<br />
erzielt. Die Vorteile dieser Werkstoffe<br />
für den Gussanwender sind bessere Bearbeitbarkeit<br />
und gleichmäßige Härte- und<br />
Festigkeitsverteilung im Bauteil. Gleichzeitig<br />
resultiert daraus die Möglichkeit der<br />
Verringerung der Wanddicken (Leichtbauweise)<br />
mit dem Hintergrund der Energieund<br />
Rohstoffeinsparung. Für die Gießereien<br />
ergibt sich eine einfachere Einhaltung<br />
von Härtetoleranzen.<br />
Aufgrund der besseren Werkstoffeigenschaften<br />
der siliciumlegierten EN-GJS-<br />
Werkstoffe – höhere 0,2 %-Dehngrenze bei<br />
vergleichsweise guter Dehnung, gleichmäßigere<br />
Härteverteilung und gleichmäßigere<br />
und bessere Bearbeitbarkeit – ist in Zukunft<br />
eine starke Nachfrage nach diesen<br />
Werkstoffen zu erwarten.<br />
Mit den Ergebnissen der Untersuchungen<br />
ergibt sich für KMU-Gießereien (kleine<br />
und mittlere Unternehmen) und deren<br />
Abnehmer die Möglichkeit der schnellen<br />
Anpassung der Fertigung von bearbeitungsintensiven<br />
Gussteilen mit besonderen<br />
Gewährleistungen bezüglich der in der<br />
Norm geforderten mechanischen Eigenschaften.<br />
Damit kann vor allem die Herstellung<br />
von Gussstücken aus Si-legiertem<br />
EN-GJS zum einen hinsichtlich der Werkstoffeigenschaften<br />
und zum anderen hinsichtlich<br />
der Herstellkosten optimiert werden.<br />
Eine Optimierung bezüglich niedrigerer<br />
Kosten bedeutet z. B. die Möglichkeit<br />
der Wanddickenverminderung durch Anpassung<br />
der Gussteilauslegung an die verbesserten<br />
mechanischen Eigenschaften.<br />
Dadurch können die Gussteilgewichte reduziert,<br />
die Forderung nach Leichtbau erfüllt<br />
und Rohstoffe eingespart werden.<br />
Die Sicherstellung der höchsten Qualitätsanforderungen<br />
bezüglich der garantierten<br />
mechanischen Eigenschaften von Gussteilen<br />
ist ein wesentliches Wettbewerbsmerkmal<br />
der KMU-Gießereien. Mit einem<br />
Qualitätsvorsprung in Bezug auf Fehlervermeidung,<br />
Reduzierung von Ausschuss<br />
0,2 0,4<br />
0,6<br />
0,8<br />
1,0<br />
Mn- Gehalt in %<br />
Bild 1: Kombinierter Einfluss von Chrom- und Mangangehalten auf die Carbidmenge im<br />
Gefüge, nach [5].<br />
und Kosteneinsparung bei den Rohstoffen<br />
können die Gießereien ihre internationale<br />
Wettbewerbsfähigkeit erhalten und ausbauen.<br />
Auf der Grundlage der Projektergebnisse<br />
ist es den Gießereien möglich, mit den<br />
Gussabnehmern realistische Qualitätsvereinbarungen<br />
hinsichtlich Kosten, Gefüge<br />
und Eigenschaften abzuschließen. In Zu-<br />
*Sofern nicht anders vermerkt, handelt es sich bei den prozentualen Angaben zur Zusammensetzung um Massenanteile.<br />
Giesserei 100 07/2013 31
TECHNOLOGIE & TRENDS<br />
Bild 2: Geringe Konzentrationen an Begleitelementen führen zur Ausscheidung unterschiedlicher<br />
Carbide.<br />
Zugfestigkeit in 1000 psi<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Brinellhärte<br />
26<br />
22<br />
18<br />
14<br />
10<br />
0<br />
2<br />
Zugfestigkeit (kugelig)<br />
Dehnung (kugelig)<br />
Brinellhärte (kugelig)<br />
Zugfestigkeit (lamelle)<br />
1<br />
Brinellhärte (lamelle)<br />
0<br />
3 4 5 6<br />
Siliciumgehalt in %<br />
Bild 3: Verlauf der Zugfestigkeitswerte, der Dehnung und der Brinellhärte abhängig vom<br />
Si-Gehalt, nach [12] bei Raumtemperatur.<br />
Zugfestigkeit und<br />
Streckgrenze in 1000 psi<br />
Dehnung und<br />
Schrumpfung in %<br />
100<br />
80<br />
60<br />
40<br />
30<br />
20<br />
10<br />
0<br />
0<br />
Zugfestigkeit<br />
Streckgrenze<br />
Zugfestigkeit<br />
Streckgrenze<br />
Brinellhärte<br />
Brinellhärte<br />
Dehnung<br />
1<br />
Dehnung und Schrumpfung<br />
Gusszustand<br />
geglüht<br />
Schrumpfung<br />
2 3 4 5<br />
Siliciumgehalt in %<br />
Bild 4: Mechanische Eigenschaften von EN-GJS mit zunehmendem Si-Gehalt, nach [13].<br />
5<br />
4<br />
3<br />
2<br />
250<br />
210<br />
170<br />
130<br />
Dehnung in 2 inches per Cent<br />
Brinellhärte<br />
sammenarbeit von Gießern und Konstrukteuren<br />
wird es auf der Grundlage der zu<br />
ermittelnden Werkstoffdaten möglich sein,<br />
bereits in der Entwurfphase des Bauteils<br />
die optimale Gussteildimensionierung zu<br />
erzielen.<br />
Um die für die Herstellung und den<br />
Einsatz der neuen Werkstoffgruppe noch<br />
notwendigen Informationen und Daten zu<br />
generieren, wurde ein Forschungsprojekt<br />
unter Beteiligung verschiedener Industriefirmen<br />
und einer weiteren Forschungsstelle<br />
durchgeführt. Die an dem Projekt<br />
beteiligten Forschungsstellen sind das Österreichische<br />
Gießerei-Institut (ÖGI), Leoben,<br />
und das Institut für Gießereitechnik<br />
(IfG), Düsseldorf. Beide Institute sind<br />
im Bereich der gesamten Gießereitechnik,<br />
vom Rohstoff bis zum fertig gegossenen<br />
Bauteil und dessen Anwendung, tätig. Der<br />
Technologietransfer auch von Teilergebnissen<br />
erfolgt zeitnah in die Industrie, insbesondere<br />
zu den am Projekt beteiligten<br />
KMU.<br />
Stand des Wissens<br />
Herstellung von EN-GJS<br />
EN-GJS wird aus möglichst reinen legierungs-<br />
und störelementarmen Rohstoffen,<br />
wie speziellen Roheisen, Stahlschrott in<br />
Tiefziehqualität, Aufkohlungsmitteln mit<br />
geringen Schwefelgehalten und Ferrosilicium<br />
sowie FeSi mit geringen Al-Gehalten<br />
in allen in der Gießereiindustrie gebräuchlichen<br />
Schmelzöfen erschmolzen.<br />
Je nach den verwendeten Schmelzöfen<br />
– Induktionsöfen, Lichtbogenöfen, Drehtrommelöfen<br />
und auch Kupolöfen (mit und<br />
ohne Entschwefelung) – wird die Behandlung<br />
der Eisenschmelze mit Magnesium<br />
(Mg) zu deren Desoxidation und Entschwefelung<br />
sowie zur Kugelgraphitbildung unterschiedlich<br />
durchgeführt. Magnesium ist<br />
bei den üblichen Behandlungstemperaturen<br />
von 1400-1600 °C mit Dampfdrücken<br />
von ca. 10-20 bar gasförmig und im Eisen<br />
nicht löslich. Daher wird Mg meistens verdünnt<br />
in Form von Vorlegierungen in die<br />
Schmelze eingebracht, gebunden an<br />
FeSi als 5 %iges, 10 %iges, 35-40 %iges FeSi-<br />
Mg oder 15 %iges NiMg. Diese Mg-Vorlegierungen<br />
enthalten zur günstigen Beeinflussung<br />
des Graphits oft noch geringste<br />
Mengen an Calcium und Seltenen Erden<br />
(SE: Y, La, Ce, Pr, Nd), die sogenannte Störelemente<br />
(Inhibitoren) wie Ti, As, Sb, Pb<br />
und vor allem Wismut (Bi) neutralisieren<br />
sollen.<br />
Die Si-Gehalte dieser Vorlegierungen<br />
(bis 75 %) müssen bei der Bemessung des<br />
End-Si-Gehaltes des Werkstoffes berücksichtigt<br />
werden, wobei unterschiedliches<br />
Ausbringen der Vorlegierung zu Streuungen<br />
des Siliciumgehaltes der zu vergießenden<br />
Schmelze führt.<br />
32 Giesserei 100 07/2013
Die Mg-Vorlegierungen werden entweder<br />
eingeworfen (NiMg), übergossen (FeSi-<br />
Mg-5 und -10), getaucht (FeSi-Mg-35 und<br />
-40) oder als Fülldraht in die Schmelze eingespult.<br />
Die Verdampfung des Magnesiums<br />
sowie dessen Reaktionen mit dem Sauerstoff-<br />
und Schwefelgehalt der Schmelze erzeugen<br />
mehr oder weniger heftige Badbewegungen,<br />
die durch Calcium etwas gemildert<br />
werden.<br />
Die relativ schwefelreichen Schmelzen<br />
aus Kupolöfen mit S-Gehalten von ca. 0,05<br />
bis 0,20 % werden bevorzugt und ohne Vorentschwefelung<br />
mit Rein-Mg behandelt.<br />
Wegen der überaus heftigen Reaktionen<br />
ist dafür ein geschlossenes, feuerfestes Gefäß<br />
notwendig, ein sogenannter Konverter.<br />
Auch als passivierter Draht wird Rein-Mg<br />
in die Schmelze eingespult. Eine mit Rein-<br />
Mg desoxidierte und entschwefelte Gusseisenschmelze<br />
ist derart keimarm, dass sie<br />
vor Einsetzen der Erstarrung stark unterkühlt<br />
und zur metastabilen Weißerstarrung<br />
neigt. Damit der Kohlenstoff nicht als<br />
Zementit (Fe 3 C) kristallisiert, sondern als<br />
Graphit – also nach dem stabilen System<br />
(Fe-C-Si) – muss eine mit Magnesium behandelte<br />
Schmelze äußerst wirkungsvoll<br />
zur heterogenen Keimbildung des Graphits<br />
geimpft werden.<br />
Geimpft werden EN-GJS-Schmelzen<br />
nach der Mg-Behandlung mit Impflegierungen<br />
auf der Basis von FeSi, die üblicherweise<br />
Zusätze an Al und Ca enthalten. Je<br />
nach Anwendungsfall werden dem FeSi<br />
besonders impfwirksame Erdalkalien oder<br />
Erdmetalle in geringen Mengen zugesetzt<br />
als da sind: Strontium (Sr), Zircon (Zr) oder<br />
Barium (Ba), aber auch Wismut (Bi) in Verbindung<br />
mit Seltenen Erden (SE: Y, La, Ce,<br />
Pr, Nd).<br />
Das Ausbringen der Mg-Vorlegierungen<br />
hängt sehr stark von der Behandlungstemperatur<br />
ab. Dementsprechend streut der<br />
Endsiliciumgehalt in der Schmelze. Zusätzlich<br />
vergrößern unterschiedliche Impfmittelmengen<br />
die Siliciumstreuung der<br />
Schmelze.<br />
Festigkeit in 1000 pounds per square inch<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0<br />
Zugfestigkeit<br />
Streckgrenze<br />
1 2 3 4 5 6 7<br />
Siliciumanteil in %<br />
T. D. Yensen<br />
C. E. Lacy u.a.<br />
Bild 5: Abfall der Zugfestigkeit und der Dehngrenze bei der Überschreitung von 4,5 % Si<br />
in kohlenstofffreien Eisen-Silicium-Legierungen, nach [14, 15].<br />
Festigkeit in 1000 pounds per square inch<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
0<br />
Literaturdaten<br />
Rehder [17]<br />
Masseln<br />
Elektrolyteisen<br />
Temperguss<br />
}<br />
Zugfestigkeit<br />
ASM-Handbuch<br />
Streckgrenze<br />
1 2 3 4 5 6<br />
Siliciumanteil in %<br />
Bild 6: Zunahme der Zugfestigkeit und Dehngrenze von EN-GJS mit steigendem Si-Gehalt,<br />
nach [17].<br />
Einfluss von Legierungs- und<br />
Begleitelementen auf das Gefüge<br />
und die Eigenschaften von EN-GJS<br />
Eigenschaften und Werkstoffverhalten von<br />
EN-GJS werden wie bei anderen Werkstoffen<br />
vom Gefüge bestimmt, das wiederum<br />
von der chemischen Zusammensetzung,<br />
den Erstarrungsbedingungen und eventuell<br />
durch die Wärmebehandlungen gezielt<br />
eingestellt wird. Seit der Werkstoff Gusseisen<br />
mit Kugelgraphit existiert, ist über<br />
diese Einflüsse insbesondere zur Erzielung<br />
bestimmter Gebrauchseigenschaften und<br />
mechanischer Eigenschaften durch Zugabe<br />
der perlitstabilisierenden Legierungselemente<br />
Mn, Cu und Sn in der Fachliteratur<br />
berichtet worden.<br />
S. Hasse [4] befasst sich mit dem Einfluss<br />
von Legierungselementen auf die Eigenschaften<br />
von EN-GJS, wobei allerdings<br />
die Si-Gehalte im normal üblichen Rahmen<br />
bis zu 2,6 % lagen. Nach S. Hasse können<br />
Cu-Gehalte von 1-2 % die Kugelgraphitausbildung<br />
merklich verschlechtern. Der zulässige<br />
Kupfergehalt ist umso niedriger, je<br />
höher der Gehalt an Störelementen ist. So<br />
kann Cu schon bei 1 % in Anwesenheit von<br />
Titan und Zinn zu Graphitentartungen führen,<br />
allerdings führt Titan allein auch zu<br />
Graphitentartungen in Form von Vermiculargraphit.<br />
Ebenfalls verschlechtern die<br />
carbidbildenden Elemente oberhalb von<br />
bestimmten Grenzwerten die mechanischen<br />
Eigenschaften. Wegen der kombinierten<br />
Wirkung dieser Legierungselemente<br />
können jedoch keine Grenzgehalte angegeben<br />
werden. Chrom ist ein starker<br />
Carbidbildner und sollte in EN-GJS einen<br />
Gehalt von 0,05 % nicht überschreiten, da<br />
sich bereits bei diesen Gehalten Carbide<br />
bilden können.<br />
E. Campomanes und R. Goller [5] untersuchten<br />
mittels statistischer Analysen den<br />
Einfluss der in der Schmelze vorkommenden<br />
Elemente Mn, Cr, V, Ti sowie Si auf die<br />
Perlit- und Carbidbildung. Die höchsten Si-<br />
Gehalte betrugen bei dieser Untersuchung<br />
3,0 %. Anhand der metallographischen Untersuchungen<br />
von 46 Versuchsschmelzen<br />
Giesserei 100 07/2013 33
TECHNOLOGIE & TRENDS<br />
Bild 7: Zustandsdiagramm Eisen-Kohlenstoff, nach [18].<br />
Bild 8: Dreidimensionales stabiles Zustandsdiagramm Fe-C-Si (bis FeSi) nach [19].<br />
mit verschiedenen Gehalten an carbidbildenden<br />
Elementen (0,028-0,9 % Mn, 0,03-<br />
0,3 % Cr, 0,018-0,132 % V, 0,13-0,11 % Ti,<br />
1,9-3 % Si) wurden Regressisongleichungen<br />
aufgestellt und mittels statistischer Interaktion<br />
Diagramme (Beispiel in Bild 1)<br />
erstellt, in denen die Einflüsse von zwei<br />
Elementen und deren Menge auf den Ferrit-<br />
und Carbidgehalt im Gefüge von Gusseisen<br />
mit Kugelgraphit ablesbar sind. Diese<br />
Beziehungen gelten für maximale Gehalte<br />
an Si von 3 %.<br />
Betont wurde die positive Eigenschaft<br />
von Silicium, die Perlit- und Carbidbildung<br />
zu unterdrücken. Bei einem Cr-Gehalt von<br />
0,15-0,16 % konnte z. B. durch die Erhöhung<br />
des Siliciumgehaltes von ca. 2 auf<br />
3 % der Anteil an Carbiden um 10-20 % gesenkt<br />
werden. Bei Gehalten von mehr als<br />
3 % Si wurden keine Untersuchungen<br />
durchgeführt.<br />
In einem Beitrag zur Einstellung der mechanischen<br />
Eigenschaften von Gusseisen<br />
mit Kugelgraphit im Gusszustand berichteten<br />
J. Czikel, G. Gurbaxani und K. H. Riemer<br />
[6] über eine Untersuchung des Einflusses<br />
von Silicium auf die mechanischen<br />
Eigenschaften von EN-GJS im geglühten<br />
und ungeglühten Zustand von Y-2-Proben.<br />
Die Untersuchungen fanden bei Siliciumgehalten<br />
zwischen 2-3,7 % statt. Mit steigendem<br />
Siliciumgehalt erhöht sich die Härte.<br />
Die Zugfestigkeit durchläuft bei etwa<br />
3 % Silicium ein Minimum. Die 0,2 %-Dehngrenze<br />
durchläuft ebenfalls bei diesem Si-<br />
Gehalt ein Minimum, während die Dehnung<br />
ein Maximum durchläuft. Der Si-Gehalt<br />
bei den Untersuchungen von J. Czikel,<br />
G. Gurbaxani und K. H. Riemer [6] betrug<br />
maximal 3,7 %. In der gleichen Veröffentlichung<br />
wurde über den Einfluss von Kupfer<br />
berichtet. Es wird angegeben dass sich<br />
mit zunehmendem Kupfergehalt bis auf<br />
1,5 % der Perlitanteil erhöht und die Zugfestigkeit<br />
steigt. Oberhalb von 1,5 % Cu treten<br />
Graphitentartungen auf.<br />
Stahlschrott ist mit Mengenanteilen von<br />
bis zu 60 % für die Herstellung von Gusseisen<br />
mit Kugelgraphit der wichtigste Einsatzstoff.<br />
Durch den zunehmenden Einsatz<br />
von mikrolegierten bzw. legierten Stählen,<br />
z. B. in der Automobilindustrie, erfolgt<br />
durch den anfallenden Schrott ein zunehmender<br />
Eintrag von unerwünschten Legierungs-<br />
und Begleitelementen in die Gusseisenschmelze.<br />
Die Folgen dieser sich unvermeidbar<br />
ändernden Rohstoffbasis sind<br />
für die Hersteller und Anwender mittlerer<br />
und großer Gussstücke z. B. aus dem Werkstoff<br />
EN-GJS-400-15 derzeit nicht abschätzbar.<br />
Es ist jedoch sicher, dass es durch die<br />
Begleitelemente zu einer negativen Beeinflussung<br />
der mechanischen Eigenschaften<br />
durch Carbidbildung kommt. Grenzwerte<br />
für die Carbidbildung durch einzelne Elemente<br />
und deren kumulative Wirkung auf<br />
die mechanischen Eigenschaften herkömmlicher<br />
EN-GJS-Werkstoffe sind in [7,<br />
8] untersucht worden (Bild 2). Ein Ergebnis<br />
dieser Untersuchungen war, dass die<br />
statischen mechanischen Eigenschaften<br />
wie R m und Rp 0,2 allein vom Perlitanteil<br />
und nicht vom Carbidanteil im Gefüge abhängen,<br />
die dynamischen Eigenschaften<br />
mit ansteigendem Carbidanteil im Gefüge<br />
jedoch abnehmen.<br />
Bereits 1952 teilte H. Morrogh [9] die<br />
in EN-GJS-Schmelzen enthaltenen Legierungselemente<br />
in zwei Gruppen ein, in „trace<br />
elements“ (Spurenelemente) und „subversive<br />
elements“ (Störelemente). Für die<br />
Untersuchung wurden 92 Kielblockproben<br />
mit unterschiedlicher Zusammensetzung<br />
abgegossen. Es wurde der Einfluss von Ce,<br />
Cu, Al, Bi, Ti, Pb, Sb, As, Al und Ti auf das<br />
Gefüge und die mechanischen Eigenschaften<br />
untersucht. Es zeigte sich, dass bereits<br />
sehr geringe Mengen an Pb, Sb, Bi, Ti, Al<br />
einen negativen Einfluss auf die Graphitausbildung<br />
haben. Der Einfluss von Cu ist<br />
komplex und hängt auch von anderen Begleitelementen<br />
im Eisen ab. Der Kupfergehalt<br />
sollte auf unter 2 % gehalten werden.<br />
As, Cu und Sb haben eine starke perlitbildende<br />
Wirkung. Es wurde auch gezeigt,<br />
dass geringe Mengen Ce in der Lage sind,<br />
34 Giesserei 100 07/2013
den negativen Einfluss von Ti, Pb, Bi, Sb,<br />
Al und auch den Einfluss von Cu zu neutralisieren.<br />
Der Siliciumgehalt der Schmelzen lag<br />
allerdings zwischen 1,9 und 2,9 %, sodass<br />
über den Einfluss bei höheren Si-Gehalten<br />
keine Aussagen gemacht werden können.<br />
Einfluss von Silicium auf Gefüge und<br />
Eigenschaften von EN-GJS<br />
Durch Legieren mit Silicium wird bei den<br />
EN-GJS-Werkstoffen eine Steigerung der<br />
Festigkeit über die Mischkristallhärtung<br />
des Ferrits und nicht mehr über den Anteil<br />
Perlit im Gefüge erreicht. Durch den<br />
steigenden Siliciumgehalt wird auch die<br />
Ausbildung einer carbidfreien Gefügestruktur<br />
gefördert [10], und durch Stabilisierung<br />
des Ferritanteils kann bei hoher<br />
Festigkeit und Härte eine gute Dehnung<br />
erzielt werden [11]. Außerdem werden<br />
durch das homogene Grundgefüge eine<br />
gleichmäßige Härte und damit eine bessere<br />
Bearbeitbarkeit in unterschiedlichen<br />
Wanddickenbereichen erzielt. Dieser Effekt<br />
ist von Vorteil, wenn ein sehr hoher<br />
Zerspanungsaufwand notwendig ist.<br />
Den Einfluss des Si-Gehaltes auf die mechanischen<br />
Eigenschaften und das Verhalten<br />
bei höheren Temperaturen wurde von<br />
W. H. White, L. P. Rice und A. R. Elsea [12]<br />
beschrieben. Für die Untersuchung wurden<br />
10 Kielblöcke mit einem steigenden Siliciumgehalt<br />
von 2,6 bis 5,9 % abgegossen<br />
und die mechanischen Eigenschaften ermittelt.<br />
Von den Autoren wurde für Raumtemperatur<br />
die maximale Zugfestigkeit bei<br />
einem Siliciumgehalt von 5 % festgestellt<br />
(Bild 3). Die Festigkeitswerte durchlaufen<br />
bei etwa 3,5-3,6 % Si ein Minimum, steigen<br />
mit zunehmendem Si-Gehalt wieder an, um<br />
zwischen 5 % und 6 % Si wieder abzufallen.<br />
Die Autoren bezeichnen den Bereich zwischen<br />
4 % und 5 % Si als günstigsten Bereich<br />
mit minimaler Oxidation und mini-<br />
Kohlenstoffgehalt in %<br />
4,5<br />
4,0<br />
3,5<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
0<br />
0<br />
5 10<br />
15<br />
20<br />
25<br />
Siliciumanteil in %<br />
Bild 9: Projektion der Liquiduslinien und Isothermen des Dreistoffsystems Fe-C-Si auf die<br />
Konzentrationsebene [20].<br />
Temperatur in °C<br />
1180<br />
1170<br />
1160<br />
1150<br />
1140<br />
1130<br />
0<br />
4 8<br />
Siliciumgehalt in %<br />
Bild 10: Vertikalschnitt längs der eutektischen Rinne im System Fe-C-Si, nach [21].<br />
a<br />
b<br />
13.<br />
12.<br />
11.<br />
10.<br />
8.<br />
9.<br />
7.<br />
6.<br />
18.<br />
3.<br />
4.<br />
5.<br />
14.<br />
15.<br />
17. 16.<br />
19.<br />
2.<br />
1.<br />
Brinellhärte 5/750<br />
225<br />
200<br />
175<br />
150<br />
125<br />
100<br />
0<br />
EN-GJS-500-7<br />
3,72 Si<br />
3,27 Si<br />
EN-GJS-400-15<br />
2 4 6 8 10 12 14 16 18 20<br />
Messstelle<br />
Bild 11: a) Querschnitt und Härtemessstellen an Lkw-Naben, nach [30]; b) Härteverteilung im Gussstück für EN-GJS-400-15,<br />
EN-GJS-500-7 (3,27 % Si und 3,72 % Si), nach [30].<br />
Giesserei 100 07/2013 35
TECHNOLOGIE & TRENDS<br />
Bild 12: Geometrie der Graphitformen V<br />
(li.) und VI (re.), Auszug aus ISO 945-1.<br />
malem Wachstum bei höheren Temperaturen<br />
der untersuchten Proben.<br />
Bei Untersuchungen zum Einfluss von<br />
Silicium auf die Eigenschaften von EN-GJS<br />
fanden C. F. Reynolds und H. F. Taylor [13]<br />
(Bild 4) ein Minimum der Zugfestigkeit, der<br />
Dehngrenze und der Brinellhärte im Bereich<br />
von 3 % Silicium. Dementsprechend<br />
durchläuft die Kurve für die Bruchdehnung<br />
bei ca. 3 % Si ein Maximum. Für die Versuche<br />
wurden 33 Schmelzen mit Silicumgehalten<br />
von 1,39-4,38 % verwendet und in<br />
Kielblöcke abgegossen. Ab einer Si-Menge<br />
von 3 % stellte sich ein vollständig ferritisches<br />
Gefüge ein. Die Zugfestigkeit nahm<br />
von 689 MPa bei 1,39 % Si auf 551 MPa bei<br />
3,17 % Si ab und stieg dann wieder auf bis<br />
zu 675 MPa bei 4,5 % Si an. Der kritische<br />
Siliciumgehalt für die Lage des Minimums<br />
der mechanischen Eigenschaften wird mit<br />
ca. 3 % angegeben. Die Untersuchungen im<br />
Rahmen von [13] ergaben keinen drastischen<br />
Abfall der mechanischen Eigenschaften<br />
im Bereich von Si-Gehalten zwischen 4<br />
und 5 %. Legierungsversuche mit Nickelgehalten<br />
von 0,7-1,39 % ergaben, dass sich<br />
Nickel vollständig im Ferrit löst und die<br />
Festigkeit leicht erhöht, parallel die Dehnung<br />
aber geringfügig senkt [13].<br />
Bild 13: Modelleinrichtung für die Flügelprobe und die technologischen Proben.<br />
Bild 14: Versuchsaufbau mit beiden Probenformen und dem gemeinsamen Gießbassin mit<br />
Stopfen, nach [7, 8].<br />
Bild 15: Lage der Schliffe und Zugproben für<br />
die Versuchsauswertung.<br />
36 Giesserei 100 07/2013
Einen sehr schroffen Abfall der Zugfestigkeit<br />
und der Dehngrenze haben übereinstimmend<br />
T. D. Yensen [14] sowie C. E.<br />
Lacy und M. Gensamer [15] für kohlenstofffreie<br />
Eisen-Silicium-Legierungen festgestellt.<br />
Nach Bild 5 sind die Werte für die Zugfestigkeit<br />
und die Dehngrenze bei etwa 4,6-<br />
4,7 % Si gleich, was bedeutet, dass die reine<br />
Eisen-Silicium-Legierung mit dem Überschreiten<br />
dieser Gehalte spröde bricht und<br />
keine Dehnung mehr aufweist. Nach Angaben<br />
von H. Schumann und A. Oettel [16]<br />
beginnen sich bei diesen Si-Gehalten die<br />
im Ferrit regellos verteilten Si-Atome zu<br />
einer Überstruktur (Substitutionsmischkristall)<br />
zu ordnen, die verbindungsähnlichen<br />
Charakter aufweist und zu einer drastischen<br />
Veränderung der mechanischen<br />
Eigenschaften im System Fe-Si führt. Es liegen<br />
keine Erkenntnisse vor, ob sich diese<br />
Überstrukturen durch weitere Elemente<br />
wie Kohlenstoff oder perlit- bzw. carbidstabilisierende<br />
Elemente ändern oder der in<br />
Bild 5 dargestellte Verlauf des Maximums<br />
verschoben oder aufgeweitet wird.<br />
R. Schneidewind und H. Wilder [17]<br />
führten Untersuchungen an wärmebehandeltem<br />
EN-GJS mit Siliciumgehalten von<br />
ca. 2 bis 4 % bei Kohlenstoffgehalten zwischen<br />
3 und 4 % durch. Bei diesen Untersuchungen<br />
wurde eine Festigkeitssteigerung<br />
bis zu dem maximal legierten Siliciumgehalt<br />
von 4 % festgestellt (Bild 6). Über<br />
den Gehalt von 4 % Si hinaus wurden keine<br />
Versuche durchgeführt, die abknickenden<br />
Kurven sind den Kurvenverläufen von<br />
T. D. Yensen, C. E. Lacy und M. Gensamer<br />
[14, 15] entnommen. Weitergehende Untersuchungen<br />
bezüglich des überlagernden<br />
Einflusses zusätzlicher Legierungselemente<br />
wurden danach nicht durchgeführt.<br />
Das Zustandsdiagramm Eisen-Kohlenstoff-Silicium<br />
Zustandsdiagramme beschreiben in der Metallurgie<br />
den Aggregatzustand eines Stoffes<br />
oder einer Legierung. Aus Zustandsdiagrammen<br />
kann abgeleitet werden, ob dieser<br />
Stoff bei bestimmten Temperaturen fest,<br />
flüssig oder gasförmig vorliegt. Die Existenzbereiche<br />
von verschiedenen Phasen<br />
von Legierungen und deren Zusammensetzung<br />
können aus Zustandsdiagrammen in<br />
Abhängigkeit von Temperatur und chemischer<br />
Zusammensetzung abgeleitet werden.<br />
Die in der Darstellung von Zustandsdiagrammen<br />
eingezeichneten Linien sind Löslichkeitslinien,<br />
die zwei in einem Zustandsdiagramm<br />
beschriebene Phasen voneinander<br />
trennen. Die Zustandsdiagramme gelten<br />
für eine unendlich langsame Abkühlung,<br />
die Löslichkeitslinien kennzeichnen das<br />
thermodynamische Gleichgewicht zwischen<br />
den Phasen. Mit Erhöhung der Abkühlungsgeschwindigkeit<br />
bei realen Ab-<br />
Zugfestigkeit R m<br />
in MPa<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
2<br />
100<br />
2<br />
Getrennt gegossene Y-Proben<br />
Y-2 Y-4<br />
Siliciumgehalt in %<br />
4,3 % Si<br />
3 4 5<br />
6<br />
Bild 16: Die Zugfestigkeit durchläuft abhängig vom Si-Gehalt bei 4,3 % Si ein Maximum.<br />
Dehngrenze R p0,2<br />
in MPa<br />
600<br />
500<br />
400<br />
300<br />
200<br />
0<br />
2<br />
Getrennt gegossene Y-Proben<br />
Y-2 Y-4<br />
4,3 % Si<br />
3 4 5<br />
6<br />
Siliciumgehalt in %<br />
Bild 17: Die 0,2 %-Dehngrenze Rp 0,2 fällt später als die Zugfestigkeit ab.<br />
Bruchdehnung in %<br />
25<br />
20<br />
15<br />
10<br />
5<br />
Getrennt gegossene Y-Proben<br />
Y-2 Y-4<br />
Siliciumgehalt in %<br />
4,3 % Si<br />
3 4 5<br />
6<br />
Bild 18: Mit Überschreiten des Si-Gehaltes von 4,3 % vermindert sich die Bruchdehnung<br />
sehr schnell.<br />
Giesserei 100 07/2013 37
TECHNOLOGIE & TRENDS<br />
Brinellhärte<br />
290<br />
260<br />
230<br />
200<br />
170<br />
140<br />
2<br />
Siliciumgehalt in %<br />
4,3 % Si<br />
3 4 5<br />
6<br />
Bild 19: Auch oberhalb von 4,3 % Silicium nimmt die Brinellhärte stetig zu.<br />
Bild 20: Bruchfläche einer Zugprobe mit 4,18 % Si.<br />
Bild 21: Transkristalliner Bruch bei 4,4 % Si (R m = 636 MPa, Rp 0,2 = 503 MPa, A5 = 16,9 %).<br />
kühlungsgeschwindigkeiten, die bei dem<br />
Gießprozess auftreten, verschieben sich die<br />
Löslichkeitslinien hin zu niedrigeren Temperaturen,<br />
die bei der Erstarrung auftretenden<br />
Phasen können jedoch aus dem idealen<br />
Zustandsdiagramm abgeleitet werden.<br />
Für Gusseisenlegierungen gilt das Zustandsdiagramm<br />
Fe-C (Bild 7), welches die Zusammenhänge<br />
bei Erstarrung und Abkühlung<br />
dieser Legierungen vereinfacht beschreibt<br />
und auf die beiden Hauptelemente Eisen<br />
und Kohlenstoff beschränkt ist.<br />
Das wichtigste Legierungselement bei<br />
den Eisengusslegierungen ist neben Kohlenstoff<br />
das Element Silicium. Die Auswirkungen<br />
von Silicium auf die Metallurgie<br />
und speziell die Kohlenstofflöslichkeit können<br />
dem Dreistoffzustandsdiagramm Fe-C-<br />
Si entnommen werden. Eine übersichtliche<br />
räumliche Darstellung (Bild 8) wurde<br />
von H. Jaß und H. Hanemann [19] entworfen.<br />
In dieser Darstellung wird die Wirkung<br />
des Siliciums auf die Temperatur- und Konzentrationsverschiebung<br />
im Zustandsdiagramm<br />
Fe-C (linke Koordinatenachse für<br />
Kohlenstoff) deutlich. Die eutektische Rinne,<br />
Gleichgewicht zwischen dem eutektisch<br />
ausgeschiedenen Kohlenstoff und γ-Eisen<br />
(Linie C-K in Bild 8), wird zu niedrigeren<br />
Kohlenstoffgehalten hin verschoben. Ausscheidungen<br />
von versprödend wirkenden<br />
Phasen sind nicht erkennbar.<br />
In Bild 9 sind die aktuellen Ergebnisse<br />
der Untersuchungen [20] des stabilen Zustandsdiagramms<br />
Fe-C-Si zusammengefasst.<br />
Es handelt sich hierbei um die Darstellung<br />
als Projektion der Liquiduslinien<br />
und Isothermen in eine Ebene. Die eutektische<br />
Rinne verläuft ähnlich wie in Bild 8<br />
dargestellt ausgehend vom Randsystem Fe-<br />
C bei 4,26 % Kohlenstoff mit ansteigender<br />
Temperatur bis zu einem Maximalpunkt,<br />
der etwa bei 2,9 % C und 5 % Si liegt. Nach<br />
diesem Maximum fällt die Liquidustemperatur<br />
wieder bis zu einem ternären Eutektikum<br />
bei ca. 9 % Si und 1,7 % C ab.<br />
Nach Untersuchungen von [21] steigt<br />
die eutektische Gleichgewichtstemperatur<br />
im Verlauf der Projektion der eutektischen<br />
Rinne in eine Ebene von 1153 °C, dem eutektischen<br />
Punkt des Randsystems Fe-C,<br />
bis zum Maximalpunkt bei ca. 5 % Si um<br />
ca. 20 K an (Bild 10). Die Projektion in<br />
Bild 10 ist zu lesen wie ein Zweistoffsystem<br />
mit unbegrenzter Mischbarkeit im flüssigen<br />
und festen Zustand mit einem Maximum.<br />
Unterhalb der Liquiduslinie scheiden<br />
sich aus der Gusseisenschmelze, hier<br />
eine Fe-C-Si-Legierung ohne weitere im<br />
Gusseisen enthaltene Legierungselemente,<br />
gleichzeitig ein Eisen-Silicium-Mischkristall<br />
und Kohlenstoff aus.<br />
Untersuchungen von Vier- und Mehrstoff-Zustandsdiagrammen<br />
der Hauptlegierungselemente<br />
C, Si, Mn, P, S und Mg bei<br />
Gusseisen liegen nicht vor, obwohl die üb-<br />
38 Giesserei 100 07/2013
lichen technischen Gusseisensorten alle<br />
Mehrstoffsysteme sind.<br />
Bild 22: Lage der Mikrohärteeindrücke zwischen den Graphitkugeln.<br />
Längenänderung in µm<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
600<br />
5,04 % Si<br />
4,18 % Si<br />
700<br />
Temperatur in °C<br />
Beginn der α/γ-<br />
Umwandlung<br />
800 900 1000<br />
Bild 23: Dilatometerkurven von Proben mit Siliciumgehalten vor und hinter dem<br />
Maximum bei 4,3 % Si.<br />
a<br />
Bild 24: Die kristallographische Orientierung des Ferrits in EN-GJS-mit 3,43 % Si (a)<br />
ist identisch mit der Orientierung in EN-GJS mit 5,97 % Si (b).<br />
a<br />
Bild 25: a) Siliciumseigerungen in EN-GJS mit 2,39 % Si; b) bei 4,18 % Si ist die Siliciumverteilung<br />
gleichmäßiger als bei 2,39 % Si.<br />
b<br />
b<br />
Gemeinsame Wirkung von Silicium<br />
und anderen Legierungselementen<br />
Nach S. Karsay [22] kann die carbidbildende<br />
Wirkung von Mangan durch steigende<br />
Siliciumgehalte ausgeglichen werden. Dies<br />
gelingt umso besser, je dünner das Gussstück<br />
ist. So ermöglicht z. B. bei einem Gussteil<br />
mit 12 mm Wanddicke die Erhöhung<br />
des Siliciumgehaltes von 2,5 auf 3 % eine<br />
Erhöhung des Mangangehaltes von ca. 0,25<br />
auf 0,35 %. Bei größeren Wanddicken führt<br />
die vermehrte Mn-Anreicherung in den<br />
Restschmelzebereichen bei gleichzeitiger<br />
Siliciumverarmung durch die umgekehrte<br />
Seigerung des Siliciums nicht zu der erwünschten<br />
Kompensation der Wirkung des<br />
Mn und es kommt zur Carbidausscheidung.<br />
Aus diesem Grund empfiehlt S. Karsay den<br />
Mangangehalt auf 0,5 % Mn zu begrenzen.<br />
Siliciumgehalte über 3 % werden nicht berücksichtigt.<br />
In mehreren Patent- und Offenlegungsschriften<br />
[23-26] beschreibt die Siempelkamp<br />
Gießerei GmbH, Krefeld, die Herstellung<br />
und chemische Zusammensetzung<br />
von siliciumlegiertem Gusseisen mit Kugelgraphit.<br />
Dabei wird der Anteil Silicium<br />
mit 2,5 bis 4,5 % beschrieben. Das in den<br />
Patent- und Offenlegungsschriften empfohlene<br />
Kohlenstoffäquivalent CE = C + 1/3 Si<br />
mit 4,1 bis 4,5 % erscheint für dickwandigere<br />
Gussteile aus dem Werkstoff und CE-<br />
Werten >4,3 % sehr hoch, wobei die Gefahr<br />
der Graphitflotation gegeben ist. Bei dickwandigeren<br />
Gussteilen kann die Graphitflotation<br />
durch Schattierungen in bearbeiteten<br />
Flächen zu Ausschuss führen. Neben<br />
den Basislegierungselementen Kohlenstoff<br />
und Silicium sind in den Patentschriften<br />
noch weitere Legierungsgehalte, wie Ni maximal<br />
2,5 %, Mn maximal 0,4 % und Nb maximal<br />
0,4 %, angegeben, um hohe Festigkeiten<br />
bei hohen Dehnungen und einem<br />
ferritischen Grundgefüge zu erzielen. Die<br />
einzelne Wirkung dieser Elemente bzw. die<br />
Wirkung der Kombination dieser Elemente<br />
wird nicht angegeben. Die Zugabe von<br />
Seltenen-Erden-Metallen und Sb verbessert<br />
die Graphitausbildung. Es werden Zugfestigkeiten<br />
von 600 N/mm 2 bei 8 bis 15 %<br />
Bruchdehnung in einer angeformt gegossenen<br />
70 x 70 mm 2 -Probe erzielt. Die mechanischen<br />
Eigenschaften in größeren<br />
Wanddicken werden nicht angegeben.<br />
Die Georg Fischer Fahrzeugtechnik AG,<br />
Schaffhausen, Schweiz, beschreibt einen<br />
höherfesten Gusseisen mit Kugelgraphit-<br />
Werkstoff (Sibodur) mit 2,6-2,9 % Silicium<br />
und Borgehalten zwischen 2 und 200 ppm<br />
[27, 28]. Die mechanischen Eigenschaften<br />
des Werkstoffs Sibodur werden in [29] mit<br />
R m > 700 N/mm 2 und Rp 0,2 > 440 N/mm 2<br />
mit Bruchdehnungen zwischen 8 und 12 %<br />
Giesserei 100 07/2013 39
TECHNOLOGIE & TRENDS<br />
Siliciumanteil in %<br />
Siliciumanteil in %<br />
Si<br />
2,6<br />
2,5<br />
2,4<br />
Mn<br />
2,3<br />
2,2<br />
2,1<br />
0<br />
Mittlerer Gehalt: 2,39 % Si, 0,14 % Mn<br />
0,20<br />
0,18<br />
0,16<br />
0,14<br />
0,12<br />
0,10<br />
4<br />
8 12 16 20<br />
Seigerungsprofil zwischen zwei Graphitkugeln<br />
Bild 26: Seigerungsprofil für Silicium und Mangan zwischen zwei Graphitkugeln.<br />
Mittlerer Gehalt: 5 % Si, 0,38 % Mn<br />
5,10<br />
4,95<br />
0,5<br />
0,4<br />
Si<br />
4,80<br />
Mn<br />
0,3<br />
4,65<br />
4,50<br />
0,2<br />
0<br />
2<br />
4 6 8 10<br />
Seigerungsprofil zwischen zwei Graphitkugeln<br />
Bild 27: Seigerungsprofil für Mittelwerte von 5 % Si und 0,38 % Mn.<br />
Si max<br />
minus Si min<br />
in %<br />
0,45<br />
0,40<br />
0,35<br />
0,30<br />
0,25<br />
0,20<br />
0,15<br />
2 2,5 3 3,5 4 4,5 5 5,5<br />
Siliciumgehalt in %<br />
Bild 28: Mit zunehmendem Siliciumgehalt verringern sich die Siliciumseigerungen.<br />
Mangananteil in %<br />
Mangananteil in %<br />
angegeben. An Legierungselementen wird<br />
die Zugabe von Bor bis zu Gehalten von<br />
200 ppm beschrieben. Die Siliciumzugabe<br />
wird im Bereich von 2,6 % und 2,9 % Si eingestellt.<br />
Die Wirkung von Siliciumgehalten<br />
von mehr als 2,9 % wird nicht beschrieben.<br />
Auch die Möglichkeit des Einsatzes<br />
und der Wirkung zusätzlicher Legierungselemente<br />
neben Bor zu den für EN-GJS üblichen<br />
Legierungselementen C, Si, Mn, P,<br />
S und Mg wird nicht beschrieben.<br />
Untersuchungen der Bearbeitbarkeit<br />
Nach Untersuchungen von L. E. Björkegren,<br />
K. Hamberg und B. Johannesson [30,<br />
31] liegen die Vorteile des Si-legierten<br />
EN-GJS in der gleichmäßigen Härteverteilung<br />
bei dem ferritischen Gefüge trotz unterschiedlicher<br />
Wanddicken (Bild 11).<br />
Bei der Werkstoffsorte EN-GJS-500-7<br />
sind die Härtestreuungen am höchsten<br />
(Bild 11b). Sie liegen auf Grund unterschiedlicher<br />
Perlitanteile im Gefüge, die<br />
sich aus unterschiedlich hohen Abkühlungsgeschwindigkeiten<br />
ergeben, bei dem<br />
allseitig bearbeiteten Gussstück zwischen<br />
150 und 220 HB. Bei den drei anderen getesteten<br />
Werkstoffsorten liegt die Härte auf<br />
unterschiedlich niedrigerem Niveau, die<br />
Härtestreuungen innerhalb des Werkstücks<br />
sind jedoch wesentlich kleiner als<br />
bei EN-GJS-500-7.<br />
Durch die gleichmäßige Härte ist der<br />
Werkzeugverschleiß beim ferritischen<br />
Werkstoff wesentlich geringer als beim ferritisch/perlitischen<br />
Werkstoff EN-GJS-500-7.<br />
Die Bearbeitbarkeit verbessert sich nach<br />
Angaben der Autoren [30] um 10 %, wobei<br />
die Werkzeugstandzeiten nicht als Verschleiß<br />
angegeben werden, sondern es werden<br />
Verschleißindizes angegeben, die im<br />
Mittel zwischen 65 bei EN-GJS-500-7 und<br />
200 bei EN-GJS-400-15 liegen. Bei den Auswertungen<br />
waren die Siliciumgehalte auf<br />
3,75 % begrenzt mit dem Hinweis, dass die<br />
technologischen Werte für den Werkstoff<br />
EN-GJS-500-10 nach der schwedischen<br />
Norm SS 0725 eingehalten werden. Weitere<br />
Untersuchungen zur Bearbeitbarkeit,<br />
insbesondere bei Si-Gehalten im Bereich<br />
der Werkstoffsorte EN-GJS-600-10, sind<br />
nicht bekannt geworden.<br />
Ziel der Untersuchungen<br />
Für EN-GJS mit erhöhtem Siliciumgehalt<br />
sind Angaben über die Gießeigenschaften,<br />
insbesondere das Fließ- und Formfüllungsvermögen,<br />
das Speisungsverhalten sowie<br />
die metallurgischen Grundlagen nur teilweise<br />
verfügbar. Die mechanischen Eigenschaften<br />
der höher siliciumhaltigen Werkstoffsorten,<br />
vor allem die temperaturabhängigen<br />
sowie die dynamischen und<br />
zyklischen Eigenschaften, sind ebenfalls<br />
nicht bekannt. In dem hier vorgestellten<br />
40 Giesserei 100 07/2013
Projekt sollen die Einflüsse von steigenden Siliciumgehalten in<br />
unterschiedlichen Kombinationen auf die o. a. Merkmale untersucht<br />
werden.<br />
In den Schmelzlaboren der beiden am Projekt beteiligten Forschungsinstitute<br />
werden Schmelzen mit steigenden Si-Gehalten<br />
hergestellt und in Probenformen abgegossen. Die maßgeblichen<br />
Eigenschaften von Gusseisen mit Kugelgraphit werden an Probenformen<br />
nach EN 1563 ermittelt. Die statischen mechanischen<br />
Eigenschaften (R m , Rp 0,2 , Bruchdehnung) und Gefügeuntersuchungen<br />
werden mit dem Si-Gehalt korreliert, um bei den nachfolgenden<br />
Untersuchungen gezielt die günstigsten Eigenschaftskombinationen<br />
der Werkstoffe zu erhalten. Zusätzlich werden<br />
die gießtechnischen Eigenschaften für bestimmte Legierungskombinationen<br />
ermittelt, und zwar das Erstarrungs- und Speisungsverhalten,<br />
welches in hohem Maße vom Gehalt an Legierungselementen<br />
abhängig ist. Diese Eigenschaften werden hauptsächlich<br />
durch das Gefüge bestimmt.<br />
Das zentrale Ziel des Forschungsprojekes sind die Angabe einer<br />
optimierten chemischen Zusammensetzung und die Erstellung<br />
von metallurgischen Grundlagen für einen optimierten Herstellungsprozess,<br />
um Gussteile aus Werkstoffen mit hohem Si-Gehalt<br />
zu erzeugen, die den Kundenanforderungen entsprechen. Zu diesen<br />
Grundlagen sind zu rechnen:<br />
> Untersuchung des Seigerungsverhaltens und des Verfestigungsmechanismus<br />
des Siliciums in der ferritischen Eisenmatrix<br />
und deren Einfluss auf die Eigenschaften der Gussteile.<br />
> Einfluss des Gehalts an carbid- und perlitstabilisierenden Elementen<br />
wie Mn, Cr, V und Legierungselemente, die schon bei<br />
geringeren Anteilen in den ferritisch/perlitischen EN-GJS-Werkstoffsorten<br />
die mechanischen Eigenschaften der Gussteile negativ<br />
beeinflussen.<br />
> Untersuchung des Formfüllens, des Lunkerverhaltens und des<br />
Speisungsverhaltens der Schmelze in Abhängigkeit des Si-Gehaltes.<br />
Die Ergebnisse erlauben die Anpassung der Herstellungsparameter<br />
an die individuellen Gussteilgeometrien.<br />
> Entwicklung einer speziellen Impftechnologie, um eine bestmögliche<br />
Gefügestruktur, Graphitkugelzahl und Graphitform<br />
zu erzielen.<br />
> Es werden Prozessstrategien entwickelt, um Dross oder Schlackeeinschlüsse<br />
und Abweichungen in der Graphitform zu vermeiden,<br />
die bei hohen Si-Gehalten auftreten können.<br />
> Die Bearbeitbarkeit der ferritisch/perlitischen Werkstoffsorten<br />
EN-GJS-500-7 und EN-GJS-600-3 wird mit der Bearbeitbarkeit<br />
der neuen Werkstoffsorten EN-GJS-500-14 und EN-<br />
GJS-600-10 verglichen, um das unterschiedliche Zerspanungsverhalten<br />
zu charakterisieren.<br />
> Auf Grund des speziellen Verhaltens des Siliciums – Silicium<br />
fördert die Grauerstarrung auch bei hohen Erstarrungsgeschwindigkeiten<br />
– kann sich bei den hoch siliciumhaltigen<br />
Legierungen das Verhalten beim Schweißvorgang gegenüber<br />
den herkömmlichen ferritisch/perlitischen EN-GJS-Werkstoffsorten<br />
positiv verändern. Hierzu werden entsprechende<br />
Untersuchungen durchgeführt.<br />
> Die dynamischen mechanischen Eigenschaften der mischkristallverfestigten<br />
Werkstoffe sowie die thermophysika lischen<br />
und thermomechanischen Eigenschaften, die die Grundlage<br />
für die Auslegung von Gussteilen sind, werden dokumentiert<br />
und in Tabellen zusammengefasst. Diese Ergebnisse werden<br />
als Basis für die nächste Revision der DIN EN 1563 genutzt,<br />
um die bislang nicht bekannten Daten der neuen Werkstoffe<br />
allgemein zugänglich zu machen.<br />
> Mit der optimalen chemischen Zusammensetzung bei optimierten<br />
mechanischen Eigenschaften werden in am Projekt<br />
beteiligten Gießereien Gussteile gegossen, die Bauteilprüfungen<br />
unterzogen werden.
TECHNOLOGIE & TRENDS<br />
Durchgeführte Versuche<br />
Auf der Grundlage allgemein üblicher Analysen<br />
für EN-GJS-400-18 mit:<br />
> C: 3,5-3,6 %,<br />
> Si: 2,3-2,5 %,<br />
> Mn: 0,15-0,2 %,<br />
> P: ~0,02 %,<br />
> S: Mg: ~0,04-0,05 %<br />
wurden im 150 kg fassenden Induktionsofen<br />
des IfG Schmelzen erstellt, die auf der<br />
oben angegebenen Grundanalyse basieren<br />
und als Vergleich zum Einfluss höherer Si-<br />
Gehalte dienten.<br />
Mn max<br />
minus Mn min<br />
in %<br />
0,20<br />
0,16<br />
0,12<br />
0,08<br />
0,04<br />
0<br />
0,1<br />
0,15 0,2 0,25 0,3 0,35 0,4 0,45<br />
Mittlerer Mangangehalt in %<br />
Einsatzmaterial:<br />
> Handelsüblicher kleinstückiger Stahlschrott,<br />
> Tiefziehqualität aus einer Quelle,<br />
> Roheisen, Sorel Metall,<br />
> Anteile: 40 % Stahl, 60 % Sorel Metall<br />
Analysenkorrektur mit:<br />
> Elektrodengraphit,<br />
> FeSi 90,<br />
> FeMn,<br />
> Mg-Vorlegierung: FeSiMg 5-6<br />
Elmag 6039<br />
Bei der Tundish-Cover-Behandlung im IfG<br />
wurde die Vorlegierung mit sehr feinen<br />
Stahlblechabschnitten abgedeckt. Die Abstichtemperatur<br />
aus dem Induktionsofen<br />
wurde auf 1520-1540 °C eingestellt, die<br />
Gießtemperatur betrug zwischen 1380 °C<br />
und 1390 °C, geimpft wurde im Gießtümpel<br />
während des Gießvorgangs.<br />
Um eine objektive Aussage über die Graphitausbildung<br />
machen zu können, wurden<br />
die metallographischen Auswertungen<br />
mit einem im IfG vorhandenen Bildanalysesystem<br />
durchgeführt. Als Beurteilungskriterium<br />
wurde die Summe aus den Anteilen<br />
der Graphitform V und der Graphitform<br />
VI gebildet.<br />
Die Graphitform VI entspricht der<br />
idealen Graphitkugel, die Graphitform V<br />
könnte noch als annähernd rund (unregelmäßig<br />
geformte Kugeln) bezeichnet werden.<br />
Die Graphitformen sind in der<br />
ISO 945-1 definiert und schematisch dargestellt.<br />
Bild 12 gibt als Auszug aus der<br />
ISO 945-1 das Aussehen der Graphitformen<br />
V und VI wieder.<br />
Bei den Schmelzversuchen wurden<br />
grundsätzlich immer die gleichen Gattierungsanteile<br />
– 40 % Stahl, 60 % Sorel Metall<br />
– als Grundgattierung gesetzt. Die<br />
Schmelzparameter waren für alle durchgeführten<br />
Versuche gleich. Bei der Einstellung<br />
verschiedener Siliciumgehalte,<br />
die grundsätzlich mit FeSi 90 erfolgte, wurde<br />
der Kohlenstoffgehalt auf einen Sättigungsgrad<br />
von ~1 mit Elektrodengraphit<br />
korrigiert. Die Impfmittelmenge betrug,<br />
Bild 29: Mit zunehmendem Mangangehalt erhöht sich das Ausmaß der Mn-Seigerungen.<br />
Tabelle 2: Impfmittelschlüssel und chemische Zusammensetzung der verwendeten<br />
Impfmittel.<br />
Impfmittel-Nr.<br />
Zusammensetzung<br />
0 ohne Impfmittel<br />
1 73-78 % Si; max. 0,1 % Ca; 0,6-1 % Sr; max. 0,5 % Al<br />
2 62-38 % Si; 1 % Al; 1,8-2,4 % Ca; 0,8-1,2 % Re; 0,8-1,2 % Bi<br />
3 36-45 % Si; 0,4-1 % Ca ; 9-15 % Se, Rest Fe<br />
4 65-70 % Si; 2-2,5 % Ba; 1-1,5 % Al; 1-1,5 % Sb; 1-1,5 % Ca<br />
5 68-73 % Si; 3,2-4,5 % Al; 0,3-1,5 % Ca; traces Mg; traces Cer<br />
6 70-75 % Si; 1 % Al; 1,5 % Ca<br />
7 70-76 % Si; 0,75-1,25 % Ca; 1,5-2,0 % Ce; 0,75-1,25 % Al<br />
8* ) 73-78 % Si; max. 0,1 % Ca; 0,6-1 % Sr; max. 0,5 % Al; 1,2 % Bi<br />
9* ) 73-78 % Si; max. 0,1 % Ca; 0,6-1 % Sr; max. 0,5 % Al; 9,4 % Bi<br />
10 75 % Si; 1,5 % Al; 0,1 % Ti<br />
11* ) 70-76 % Si; 0,75-1,25 % Ca; 1,5-2,0 % Ce; 0,75-1,25 % Al, 1,2 % Bi<br />
12 zugabe von 1,2 % Bi ohne Impfmittel<br />
* ) Impfmittel sind nicht handelsüblich, dem Impfmittel wurde Bi zugegeben<br />
bis auf die Sonderversuche zur Impftechnologie,<br />
immer 0,3 %, die beim Abguss der<br />
magnesiumbehandelten Schmelze in den<br />
Eisenstrahl beim Füllen des Gießbassins<br />
gegeben wurde. Die Stopfen des Gießbassins<br />
wurden beim Erreichen der Gießtemperatur<br />
von 1380-1390 °C gezogen, somit<br />
waren bei jeder Versuchsschmelze die<br />
Gießtemperatur und auch die Gießgeschwindigkeit<br />
vergleichbar. Als Modell<br />
wurde die bereits bei dem AiF-Projekt<br />
15803 „Bewertung der kumulativen Wirkung<br />
von carbidbildenden Elementen auf<br />
die Eigenschaften von GJS-400-15“ verwendete,<br />
um eine 5 mm dicke Platte ergänzte<br />
Flügelprobe (Bild 13) eingesetzt.<br />
Zusätzlich zu dieser Flügelprobe wurde<br />
jeweils eine Form mit technologischen<br />
Proben mit den Abmessungen der Normproben<br />
nach DIN EN 1563, Y2- und Y4-<br />
Proben abgegossen. Beide Formen wurden,<br />
um den gleichen metallurgischen Zustand<br />
zu gewährleisten, mit einem<br />
gemeinsamen Gießtümpel gegossen<br />
42 Giesserei 100 07/2013
(Bild 14). Zusätzlich waren drei Lunkerkreuze<br />
mit auf der Modellplatte montiert,<br />
um auf einfache Weise das Lunkerverhalten<br />
der verschiedenen Schmelzen zu überprüfen.<br />
Die bei den Versuchen verwendeten<br />
Impfmittel wiesen unterschiedliche<br />
chemische Zusammensetzungen auf. In<br />
Tabelle 2 sind die Schlüsselnummern, die<br />
in den Auswertungen verwendet wurden,<br />
mit den zugehörigen chemischen Zusammensetzungen<br />
aufgeführt.<br />
Den Flügelproben wurden im thermischen<br />
Zentrum Zug- und Schliffproben entnommen<br />
(Bild 15). Die Untersuchungsergebnisse<br />
wurden entsprechend dokumentiert<br />
und ausgewertet.<br />
Versuchsergebnisse<br />
Werkstofftechnische und metallurgische<br />
Grundlagenuntersuchungen<br />
RGU_210x145_DE13_OPTIkompakt_v2 07.06.13 13:49 Seite 1<br />
Statische mechanische Eigenschaften/<br />
Versprödungseffekte. In dem Siliciumkonzentrationsbereich<br />
zwischen 2,4 und 6 % Silicium<br />
wurden Schmelzversuche durchgeführt.<br />
Die Schmelzen wurden mit den Impfmitteln<br />
1 bis 7 (chemische Zusammensetzung<br />
siehe Tabelle 2) mit konstanten Mengen<br />
(0,3 % Gewichtsanteil) geimpft. Die spätere<br />
Auswertung im Kapitel „Erarbeitung einer<br />
Impftechnologie zur Einstellung des angestrebten<br />
Werkstoffgefüges in Bezug auf Graphitkugelzahl<br />
und -gestalt“ (Giesserei 100<br />
(2013), [Nr. 7]) zeigt, dass die Graphitausbildung<br />
bei den Y2- und Y4-Proben durch die<br />
Impfmittelsorte nur wenig beeinflusst wird.<br />
Aus diesem Grund kann die Auswertung<br />
der Y-Proben gemeinsam erfolgen (Bild 16).<br />
Zunächst nimmt die Zugfestigkeit von dem<br />
allgemein bei EN-GJS üblichen Si-Gehalt von<br />
2,4 % mit größer werdendem Si-Gehalt zu.<br />
Mit steigendem Si-Gehalt durchlaufen die<br />
Werte der Zugfestigkeit ein Maximum, welches<br />
bei 4,3 % Si liegt. Nach dem Überschreiten<br />
dieses Si-Gehaltes nimmt die Zugfestigkeit<br />
von ca. 620 MPa bis 500 MPa bei 5 %<br />
Silicium ab. Die 0,2 %-Dehngrenze beginnt<br />
erst bei einem Si-Gehalt von 4,6 % abzufallen<br />
(Bild 17), ein Effekt, der bei den duktilen<br />
EN-GJS-Werkstoffsorten, wie z. B.<br />
EN-GJS-400-18 bekannt ist. Bei diesen Werkstoffsorten<br />
vermindern sich durch zunehmende<br />
Anteile an versprödend wirkenden<br />
Elementen oder durch Graphitentartungen<br />
zunächst die Zugfestigkeit und die Bruchdehnung,<br />
bevor die 0,2 %-Dehngrenze durch<br />
zunehmende Versprödung oder vermehrte<br />
Graphitentartung abnimmt. Die Werte der<br />
0,2 %-Dehngrenze fallen bei 5 % Silicium<br />
mit den Werten der Zugfestigkeit zusammen.<br />
Bei den durchgeführten Versuchen wird<br />
der Abfall allein durch die versprödende<br />
Wirkung des Siliciums verursacht. Als innere<br />
Kerben wirkende Graphitentartungen<br />
treten im Gefüge der Y-Proben nicht<br />
auf. Bei einem Gehalt von mehr als<br />
4,3 % Si ist gleichzeitig mit der Zugfestigkeit<br />
ein Abfall der Bruchdehnung zu verzeichnen<br />
(Bild 18). Oberhalb von 5 % Si ist<br />
keine Bruchdehnung mehr messbar.<br />
Die metallographischen Untersuchungen<br />
haben ergeben, dass das Grundgefüge<br />
im gesamten untersuchten Legierungsintervall<br />
zu 100 % ferritisch ausgebildet ist.<br />
Lichtoptisch ist keine Ursache für die Verminderung<br />
der mechanischen Eigenschaften<br />
oberhalb von 4,3 % Silicium erkennbar.<br />
Üblicherweise sind Fremdausscheidungen<br />
wie Carbide oder Perlit die Ursache für<br />
den Abfall der mechanischen Eigenschaften<br />
bzw. der Dehnung.<br />
Der Einfluss von Si auf die Brinellhärte<br />
bei Y2- und Y4- Proben ist in Bild 19<br />
wiedergegeben. Die Brinellhärte nimmt stetig<br />
von 140-150 HB bei 2,4 % Si in dem untersuchten<br />
Legierungsintervall bis auf<br />
300 HB bei 6 % Si zu. Eine Unstetigkeit des<br />
Kurvenverlaufs im Bereich von 4,3 % Si<br />
durch z. B. Ausscheidungen von härteren<br />
Phasen ist nicht erkennbar.<br />
Der Elastzitätsmodul ist in dem untersuchten<br />
Siliciumbereich bis 6 % Silicium<br />
unabhängig vom Si-Gehalt und beträgt im<br />
Mittel 170 GPa, mit einer Standardabwei-
TECHNOLOGIE & TRENDS<br />
Zugfestigkeit R m<br />
in MPa<br />
Dehngrenze R p0,2<br />
in N/mm 2<br />
Bruchdehnung in %<br />
650<br />
600<br />
550<br />
500<br />
450<br />
400<br />
350<br />
300<br />
250<br />
2<br />
550<br />
500<br />
450<br />
400<br />
350<br />
300<br />
250<br />
2<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
2<br />
4,3 % Si<br />
3 4 5<br />
6<br />
7<br />
Siliciumgehalt in %<br />
4,3 % Si<br />
Siliciumgehalt in %<br />
Elementzugabe<br />
keine<br />
Mn 0,6 %<br />
Cr 0,3 %<br />
Mn 1 %<br />
Cr 0,6 %<br />
V 0,26 %<br />
Elementzugabe<br />
keine<br />
Mn 0,6 %<br />
Cr 0,3 %<br />
Mn 1 %<br />
Cr 0,6 %<br />
V 0,26 %<br />
3 4 5<br />
6<br />
7<br />
4,3 % Si<br />
3 4 5<br />
6<br />
7<br />
Siliciumgehalt in %<br />
Elementzugabe<br />
keine<br />
Mn 0,6 %<br />
Cr 0,3 %<br />
Mn 1 %<br />
Cr 0,6 %<br />
V 0,26 %<br />
Bild 30: Einfluss von Mn, Cr und V auf die statischen mechanischen Eigenschaften von<br />
EN-GJS.<br />
chung von 3,7 GPa. Werte zwischen<br />
169 GPa und 176 GPa werden für die ferritisch/perlitischen<br />
und die mischkristallverfestigten<br />
Werkstoffsorten in der DIN EN<br />
1563, Tabelle E.1, informativ angegeben.<br />
Der kritische Siliciumgehalt, bei dem<br />
die Mischkristallversprödung beginnt,<br />
lässt sich anhand des Aussehens der Bruchflächen<br />
der Zugproben sehr genau bestimmen.<br />
Hierzu wurden die Bruchflächen im<br />
kritischen Siliciumbereich mit dem Raster-Elektronen-Mikroskop<br />
(REM) untersucht.<br />
In Bild 20 ist die Bruchfläche einer<br />
Zugprobe mit 4,18 % Si (R m = 609 MPa,<br />
Rp 0,2 = 497 MPa, A5 = 20,9 %) wiedergegeben.<br />
In diesem Bild ist der interkristalline<br />
Bruch, ein Bruch entlang der Ferritkorngrenzen,<br />
der charakteristisch für duktile<br />
Brüche ist, zu erkennen. Bei einem um<br />
0,2 % höheren Siliciumgehalt von 4,4 % tritt<br />
bereits ein transkristalliner Bruch, ein Hinweis<br />
auf die beginnende Versprödung, auf<br />
(Bild 21), obwohl die Bruchdehnung noch<br />
16,9 % beträgt.<br />
Der kritische Gehalt an Silicium, bei<br />
dem die Mischkristallversprödung beginnt,<br />
liegt zwischen 4,2 % Si und 4,4 % Si. Die<br />
Untersuchungen zum Versprödungsmechanismus<br />
des Ferrits wurden an Proben mit<br />
2,39 % Si, 4,18 % Si und 5,04 % Si mit Messungen<br />
der Mikrohärte im Ferrit zwischen<br />
den Graphitkugeln begonnen (Bild 22).<br />
Ein Vergleich der gegenübergestellten<br />
Messwerte der Mikrohärte- und der Brinellhärteprüfung<br />
zeigte keinen signifikanten<br />
Unterschied. Die Einzelmessungen der Mikrohärte<br />
weisen eine geringe Streuung auf.<br />
Die Mikrohärteeindrücke (Bild 22) sind<br />
deutlich größer als die Graphitkugeldurchmesser,<br />
sodass kein charakteristischer Härteverlauf<br />
zwischen den Graphitkugeln nachgewiesen<br />
werden kann. Die gemessenen Mikrohärtewerte<br />
reihen sich ohne weiteres<br />
in den Verlauf der Brinellhärtewerte abhängig<br />
vom Si-Gehalt in Bild 19 ein. Die Mikrohärtemessungen<br />
geben somit keinen Hinweis<br />
auf den Versprödungsmechanismus<br />
des Mischkristalls durch Silicium. Eine Probe<br />
mit 4,18 % Si, die vor dem Festigkeitsmaximum<br />
bei ca. 18 % Bruchdehnung liegt und<br />
eine Probe mit 5,04 % Si, hinter dem Maximum<br />
bei sehr geringer Dehnung
den im Temperatur-intervall von 200°C bis<br />
1000 °C durchgeführt, in Bild 23 ist aus<br />
Gründen der Übersichtlichkeit der Temperaturbereich<br />
zwischen 600 °C und 1000 °C<br />
wiedergegeben. Bei den untersuchten Siliciumgehalten<br />
findet keine Umwandlung unterhalb<br />
der Umwandlungstemperatur vom<br />
α- in das γ-Gitter statt, die eine Längenänderung<br />
der Probe zur Folge hat. Auch die<br />
Ausscheidung von versprödenden Phasen,<br />
die ebenfalls mit Volumenänderungen verbunden<br />
sein könnte, wird nicht angezeigt.<br />
Die Umwandlung von α- in γ-Eisen beginnt<br />
bei 4,18 % Si etwa bei 880 °C und bei<br />
5,04 % Si bei ca. 920 °C. Vergleichbare Umwandlungstemperaturen<br />
werden von<br />
K. Röhrig [32] für Legierungen mit 4 % Si<br />
und 1 bis 3 % Mo angegeben. Aus den Kurven<br />
der Dilatometeruntersuchungen ist keine<br />
Umwandlung ableitbar, die zu einer Versprödung<br />
führen könnte.<br />
Durch einen Übergang von gleichgerichteter<br />
Orientierung zu ungeordneter Orientierung<br />
der kristallographischen Struktur<br />
könnte ebenfalls eine Versprödung auftreten.<br />
Mit Hilfe von EBSD (electron back scatter<br />
diffraction) kann die kristallographische<br />
Orientierung von Kristallen an einer<br />
Objektoberfläche bestimmt werden. Die<br />
Untersuchung mit dem EBSD-Verfahren per<br />
Raster-Elektronen-Mikroskop ermöglicht<br />
die Feststellung der Kristallorientierung.<br />
Die von den Kristallflächen des Ferrits reflektierten<br />
Elektronen werden auf einen<br />
Detektorschirm projiziert und die so entstehenden<br />
Linien mit Hilfe eines Computers<br />
analysiert und kristallographischen<br />
Richtungen zugeordnet. Metallographische<br />
Schliffe mit 3,34 % Si und mit 5,79 % Si wurden<br />
mittels EBSD untersucht. Das Ergebnis<br />
war eine identische Orientierung der<br />
Ferritkörner in den beiden Proben, wobei<br />
Bild 24 deren kristallographische Orientierung<br />
des Ferrits zeigt.<br />
Hinsichtlich der Ursache der Mischkristallversprödung<br />
kann im Rahmen der hier<br />
vorgestellten Arbeit nur aus der Literatur<br />
[16] hergeleitet werden, dass sich ab dem<br />
kritischen Gehalt von 4,3 % Si mit steigenden<br />
Gehalten die im Ferrit regellos verteilten<br />
Si-Atome zu einer Überstruktur (Substitutionsmischkristall)<br />
ordnen, die verbindungsähnlichen<br />
Charakter aufweist, und<br />
zu einer drastischen Veränderung der mechanischen<br />
Eigenschaften im System Fe-Si<br />
führt. Es liegen keine Erkenntnisse vor, ob<br />
sich diese Überstrukturen durch weitere<br />
Elemente wie Kohlenstoff oder perlit- bzw.<br />
carbidstabilisierende Elemente ändern<br />
oder der in den Bildern 16 bis 18 dargestellte<br />
Verlauf des Maximums verschoben<br />
oder aufgeweitet wird.<br />
Seigerungsverhalten von Silicium und<br />
Mangan. Die mechanischen Eigenschaften<br />
von EN-GJS-Werkstoffen werden unter anderem<br />
durch das Seigerungsverhalten der<br />
Legierungselemente bestimmt. Seigerungen<br />
von perlit- oder carbidstabilisierenden<br />
Elementen können zu Grundgefügeabweichungen<br />
wie Bildung von unerwünschtem<br />
Perlit oder Carbiden in den Restschmelzebereichen<br />
führen, die die mechanischen<br />
Eigenschaften negativ beeinflussen [7, 8].<br />
S. Karsay beschreibt in [22] die Seigerung<br />
als Anreicherung oder Verarmung der<br />
wichtigsten Legierungselemente zwischen<br />
den Graphitkugeln in EN-GJS und betont,<br />
dass das Ausmaß der Seigerungen unter<br />
anderem von der Erstarrungsgeschwindigkeit<br />
abhängig ist. Mit zunehmenden Gehalten<br />
an Legierungselementen verändert sich<br />
das Seigerungsverhalten der einzelnen Legierungselemente<br />
[22].<br />
Für zwei verschiedene Siliciumgehalte,<br />
nämlich 2,39 % Si und 4,18 % Si, wurde<br />
exemplarisch jeweils eine Siliciumseigerungsätzung<br />
durchgeführt. Die Ergebnisse<br />
sind in den Bildern 25a und b dargestellt.<br />
Bei der Siliciumseigerungsätzung werden<br />
die Bereiche mit höheren Siliciumgehalten<br />
dunkelblau gefärbt, die siliziumärmeren<br />
Restschmelzebereiche sind hell<br />
Giesserei 100 07/2013 45<br />
Punkt-Sp_starrer_Dorn_85x128_sw.pdf zeige Adressen-Taschenbuch Ausgabe 20112012 1 85x128_300dpi_SW_Starrer-Dorn_zw.indd 127.01.2011 29.08.12 11:27:40 09:47
TECHNOLOGIE & TRENDS<br />
Bild 31: Gefüge einer Y2-Probe mit 4,03 % Si, 3,01 % C und 1,0 % Mn, geätzt (R m = 581 MPa;<br />
Rp 0,2 = 486 MPa, A = 19,8 %).<br />
gefärbt. Die höchsten Si-Gehalte befinden<br />
sich im Bereich der Graphitkugeln (Bild<br />
25 a), dem Erstarrungsbeginn (umgekehrte<br />
Seigerung des Siliciums). Bei dem Vergleich<br />
der Bilder 25 a und b ist auffällig,<br />
dass bei einem Si-Gehalt von 4,18 % die<br />
Farbverteilung und damit offenbar die Siliciumverteilung<br />
gleichmäßiger ist<br />
(Bild 25 b) als bei einem Si-Gehalt von<br />
2,39 % – ein qualitativer Hinweis darauf,<br />
dass die Siliciumkonzentrationsunterschiede<br />
bei 4,18 % Si geringer sind als bei<br />
2,39 % Si. Aus diesem Grund wurde das<br />
Seigerungsverhalten von Silicium und<br />
Mangan bei vergleichbarer Erstarrungsgeschwindigkeit<br />
und unterschiedlichen<br />
Gehalten mittels Mikrosonde untersucht.<br />
Gemessen wurden jeweils die Siliciumund<br />
Mangankonzentrationsverläufe zwischen<br />
zwei Graphitkugeln. Die Mikrosondenmessergebnisse<br />
werden an zwei Beispielen<br />
– für 2,39 % Si und für 5 % Si – in<br />
den Bildern 26 und 27 im Detail dargestellt<br />
und diskutiert.<br />
Bei einem mittleren, mittels Spektrometer<br />
bestimmten Si-Gehalt von 2,39 % und<br />
bei einem Mangangehalt von 0,14 % wurde<br />
ein maximaler Si-Gehalt von 2,6 % in<br />
der näheren Umgebung einer Graphitkugel<br />
gemessen. Das Minimum im Siliciumverlauf<br />
zwischen den Graphitkugeln lag<br />
bei 2,17 %. Der gemessene Mangangehalt<br />
stieg von 0,135 % auf im Mittel 0,165 %.<br />
Das Minimum des Siliciumverlaufs und das<br />
Maximum des Mangangehalts befinden<br />
sich in gleichen Entfernungen zwischen<br />
den Graphitkugeln. Dies ist die Stelle, an<br />
der die Restschmelze zwischen zwei Kugeln<br />
erstarrt, und damit das Gebiet mit der<br />
maximalen Seigerung der Elemente. Die<br />
gemessene maximale Differenz zwischen<br />
Maximal- und Minimalgehalt beträgt für<br />
Silicium 0,43 %, für Mangan 0,04 %. Die Seigerungsprofile<br />
für einen mittleren, mittels<br />
Spektrometer gemessenen Si-Gehalt von<br />
5 % und einen mittleren Mn-Gehalt von<br />
0,38 % sind in Bild 27 dargestellt. Der maximal<br />
gemessene Si-Gehalt (Si max ) beträgt<br />
4,95 %, der Minimalwert 4,74 % Si (Si min ) mit<br />
einer Differenz von 0,21 % Si. Die gemessene<br />
Differenz der Mn-Gehalte (0,49 % Mn max<br />
und 0,29 % Mn min ) beträgt 0,2 % Mn. Die Differenzen<br />
der Minimal- und Maximalwerte<br />
der Seigerungsprofile entsprechen dem Seigerungsverhalten<br />
der jeweiligen chemischen<br />
Zusammensetzung der Ausgangslegierung.<br />
Werden diese Differenzen für alle<br />
untersuchten Proben über dem absoluten<br />
Elementgehalt dargestellt, so können Aussagen<br />
über das Seigerungsverhalten bei<br />
steigenden Legierungsanteilen gemacht<br />
werden. Bei zunehmendem Siliciumgehalt<br />
wird die Differenz zwischen Si max und Si min<br />
tendenziell kleiner (Bild 28), was bedeutet,<br />
dass sich die Siliciumsei gerungen mit steigendem<br />
Si-Gehalt verringern.<br />
Ein dem Silicium entgegengesetztes Seigerungsverhalten<br />
zeigt Mangan (Bild 29).<br />
Mit zunehmendem Mangangehalt nehmen<br />
die Manganseigerungen zu. S. Karsay beschreibt<br />
in [22] schematisch den Konzentrationsverlauf<br />
von Mn bei einem Ausgangsgehalt<br />
von 0,5 % Mn. Bei einem derartigen<br />
durchschnittlichen Mn-Gehalt reichert sich<br />
Mn bis zu 4 % an und bildet aus diesem<br />
Grund Mn-Carbide in den Restschmelzebereichen.<br />
Deshalb empfiehlt S. Karsay den<br />
Mn-Gehalt auf 0,25 % zu begrenzen. Diese<br />
Aussage gilt jedoch ausschließlich für normal<br />
übliche Si-Gehalte in EN-GJS.<br />
Einfluss von carbid- und perlitstabilisierenden<br />
Elementen wie Mn, Cr, und V. Die<br />
Elemente Mn, Cr und V sind die Elemente,<br />
die am häufigsten in unlegiertem und niedrig<br />
legiertem Gusseisen mit Kugelgraphit<br />
zur Perlit- und Carbidbildung führen können.<br />
Nach den Untersuchungen von<br />
G. Wolf, W. Stets und U. Petzschmann<br />
[7, 8] hängen die statischen mechanischen<br />
Eigenschaften vor allem vom Perlitgehalt<br />
ab, während die dynamischen mechanischen<br />
Eigenschaften überwiegend vom Carbidanteil<br />
im Gefüge abhängen und sich mit<br />
zunehmendem Carbidanteil vermindern.<br />
Durch steigende Siliciumgehalte wird die<br />
Bildung von carbidfreien Gefügestrukturen<br />
gefördert [10]. Auf Grund hoher Abkühlungsgeschwindigkeiten,<br />
bekannt als<br />
Weißeinstrahlung, können sich Fe 3 C-Carbide<br />
auch ohne Beteiligung von carbidbildenden<br />
Elementen ausscheiden. Silicium wirkt<br />
auch hier der Weißeinstrahlung entgegen.<br />
Der Einfluss von nennenswerten Gehalten<br />
an perlit- und carbidstabilisierenden<br />
Elementen wurde in mehreren Versuchen<br />
exemplarisch untersucht. Bei diesen Versuchen<br />
wurden Schmelzen erstellt und für<br />
die entsprechenden Elementgehalte, bei<br />
denen Carbidausscheidungen zu erwarten<br />
waren – max. 1,0 % Mn, max. 0,6 % Cr, max.<br />
0,26 % V und max. 0,17 % Ti – Y-2- (25 mm<br />
Dicke) und Y-4-Proben (75 mm Dicke) gegossen.<br />
Aus den Probekörpern wurden Zugstäbe<br />
und Schliffe herausgearbeitet und<br />
geprüft. Nach der Auswertung der metallographischen<br />
Untersuchungen wurden<br />
thermodynamische Berechnungen der Phasenanteile<br />
mit den bekannten chemischen<br />
Zusammensetzungen der Legierungsversuche<br />
durchgeführt, um anschließend<br />
Grenzgehalte simulieren zu können, bei<br />
denen Carbide in nennenswerten Anteilen<br />
im Gefüge auftreten.<br />
In Bild 30 sind die statischen mechanischen<br />
Eigenschaften der Legierungsversuche<br />
im Vergleich zum unlegierten Werkstoff<br />
dargestellt. Für die eingestellten Legierungsgehalte<br />
konnte in dem<br />
untersuchten Bereich kein signifikanter<br />
Einfluss der einzelnen Elemente auf die<br />
mechanischen Eigenschaften von getrennt<br />
gegossenen Proben im Vergleich zu den<br />
unlegierten Proben festgestellt werden. Eine<br />
Ausnahme bildet das Element Chrom.<br />
Bei einem Gehalt von 0,6 % Cr liegen die<br />
Bruchdehnungen mit 10 % bzw. 14 % niedriger<br />
als bei den unlegierten Schmelzen,<br />
die Normwerte nach DIN EN 1563 für<br />
EN-GJS-600-10 werden aber erfüllt.<br />
Die metallographischen Untersuchungen<br />
haben ergeben, dass sich in den untersuchten<br />
Legierungsbereichen bei keiner Probe<br />
Carbide ausgeschieden haben. In Bild 31<br />
ist das Grundgefüge für einen Legierungsgehalt<br />
von 1 % Mn wiedergegeben. Das<br />
Grundgefüge besteht zu 100 % aus Ferrit.<br />
Das Grundgefüge der Schmelze mit<br />
0,63 % Cr (Bild S. 34) enthält etwa 25 % Perlit,<br />
jedoch keine Carbideinschlüsse. Kom-<br />
46 Giesserei 100 07/2013
inationen der carbidstabilisierenden Elemente<br />
und deren Einflüsse auf Gefüge und<br />
Eigenschaften wurden noch nicht untersucht,<br />
die Untersuchungen sind aber in einem<br />
Nachfolgeprojekt geplant. Wenn die<br />
Grenzgehalte der carbidstabilisierenden<br />
Elemente genauer bekannt sind, ergibt sich<br />
für die Herstellung von EN-GJS die sichere<br />
Verwendung von preisgünstigem Einsatzmaterial<br />
mit höherem Pegel an carbidstabilisierenden<br />
Elementen.<br />
Das IGF-Vorhaben AiF-Nr. 41 EN der Forschungsvereinigung<br />
Gießereitechnik e. V.<br />
FVG, Sohnstraße 70, 40237 Düsseldorf,<br />
wurde über die AiF im Rahmen des Programms<br />
zur Förderung der industriellen<br />
Gemeinschaftsforschung und -entwicklung<br />
(IGF) vom Bundesministerium der Wirtschaft<br />
und Technologie aufgrund eines Beschlusses<br />
des Deutschen Bundestages gefördert.<br />
Dr.-Ing. Herbert Löblich und Dr.-Ing. Wolfram<br />
Stets, Institut für Gießereitechnik<br />
gGmbH (IfG), Düsseldorf<br />
Literatur<br />
[1] Piwowarsky; E.: Hochwertiges Gusseisen<br />
(Grauguss). Springer-Verlag, 1958. S. 209 ff.<br />
[2] Mayer, H.; Hämmerli, F.: 37. Int. Gießerei-Kongress,<br />
Brighton, GB, 1970. Vortr. 10,<br />
29. S.<br />
[3] DIN EN 1563: 2012-03: Gusseisen mit<br />
Kugelgraphit.<br />
[4] Giesserei-Praxis (2005), [Nr. 8], S. 293-<br />
301.<br />
[5] Trans. Amer. Foundrym. Soc. (1979),<br />
S. 619-626.<br />
[6] Giesserei 59 (1972), [Nr. 21], S. 631-<br />
638.<br />
[7] Giesserei 98 (2011), [Nr. 10], S. 24-32.<br />
[8] International Foundry Research 63<br />
(2011), [Nr. 4], S. 8-19.<br />
[9] Trans. Amer. Foundrym. Soc. (1952),<br />
S. 439-452.<br />
[10] Hasse, S.: Duktiles Gusseisen. Verlag<br />
Schiele und Schön, 1996. S. 50.<br />
[11] The British Foundryman (1964), S. 437.<br />
[12] Trans. Amer. Foundrym. Soc. (1951),<br />
S. 337-345.<br />
[13] Wie [9], S. 687-702.<br />
[14] Yensen, T. D.: University of Illinois Experiment<br />
Station Bulletin 83, 1915.<br />
[15] Trans. A.S.M 32 (1944), S. 85-115.<br />
[16] Schumann, H.; Oettel, A.: Metallografie.<br />
14. Aufl., D.VCH Verlag, Weinheim, 2005.<br />
S. 722-727.<br />
[17] Trans. Amer. Foundrym. Soc. (1952),<br />
S. 322-329.<br />
[18] Hasse, S.: Gießerei-Lexikon. Schiele &<br />
Schön, Berlin, 1978.<br />
[19] Giesserei 25 (1939), S. 293/299.<br />
[20] ASM Handbook. Vol. 3: Alloy phase diagrams.<br />
ASM, 1992.<br />
[21] Fischer, A.: Gleichgewichtsuntersuchungen<br />
in der Eisenecke des stabilen Systems<br />
Fe-C-Si. Unveröffentlichte Diplomarbeit, TU<br />
Clausthal, 1972.<br />
[22] Karsay, S.: Gusseisen mit Kugelgraphit.<br />
1 Grundlagen – Technologien. QIT-Fer et Titane<br />
Inc., 1992.<br />
[23] Offenlegungsschrift DE 10 2004 045<br />
613A1 2006.03.23.<br />
[24] Offenlegungsschrift DE 10 2004 045<br />
612A1 2006.03.23.<br />
[25] Offenlegungsschrift DE 101 01 159A1<br />
2002.07.25.<br />
[26] Patentschrift DE 101 01 159C2<br />
2003.05.15.<br />
[27] Patentschrift EP 1270 747 A2 2002,<br />
03.19.<br />
[28] Offenlegungsschrift DE 101 29 382 A1,<br />
2003, 01.02.<br />
[29] Motorentechnische Zeitschrift (2007),<br />
[Nr. 5], S. 384-388.<br />
[30] Wie [4], (1999), [Nr. 1], S. 11-17.<br />
[31] Hommes et Fonderie (2000), Oktober,<br />
S. 10-20.<br />
[32] Giesserei 61 (1974), [Nr. 8], S. 197-<br />
202.<br />
Giesserei 93 (2006), [Nr. 6], S. 28-41.<br />
BDG-Richtlinie P 350, Stand 09/2009. Bundesverband<br />
der Deutschen Gießerei-Industrie<br />
BDG, Düsseldorf.<br />
Gießerei-Praxis (1980), [Nr. 5/6], S. 57<br />
/76.<br />
Giesserei 100 07/2013 47













