MCI - Prometec
MCI - Prometec
MCI - Prometec

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Maschinen-Zustandsüberwachung<br />
mit Prozessoptimierung<br />
und Maschinenoptimierung<br />
Automatische und kontinuierliche Erfassung<br />
von Vibrationen<br />
Bereits über<br />
10 00 Systeme<br />
im Einsatz<br />
Stand Frühjahr 2011<br />
transparente Bearbeitung ✔<br />
erhöhte Verlässlichkeit ✔<br />
beschleunigte Wartung ✔<br />
Amortisation in unter einem Jahr ✔<br />
Werkzeugmagazin<br />
Spindel<br />
Achsen<br />
Werkstückaufspannung<br />
Werkzeug<br />
Maschinen-Zustandsanalyse<br />
Zustandsanalyse von<br />
Spindel<br />
Schlitten<br />
Lagern<br />
Zustandsorientierte Instandhaltung<br />
Prozessanalyse<br />
der gesamte Prozess wird erfasst;<br />
Werkzeug für Werkzeug und Schnitt für Schnitt<br />
Maschinenoptimierung<br />
Prozessoptimierung & -überwachung<br />
Zustandsorientierte Instandhaltung<br />
PDA.<strong>MCI</strong>.1105.GE
Zustandsanalyse und Optimierung<br />
<strong>MCI</strong> erfasst über einen am Spindelgehäuse<br />
platzierten Sensor die<br />
Vibrations signale einer Bearbeitungsmaschine<br />
vollautomatisch und kontinuierlich<br />
während allen bei der<br />
Fertigung auftretenden Zuständen<br />
(Zerspanung, Werkzeugwechsel, Spindelhochlauf,<br />
Beschleunigen und Abbremsen<br />
der Achsen, etc.). In festgelegten<br />
Intervallen testet <strong>MCI</strong> darüber hinaus<br />
Spindel und Schlitten im Leerlauf.<br />
Die <strong>MCI</strong>-Hardware kümmert sich um<br />
die Erfassung und Ablage der Sensordaten,<br />
ebenso um deren Verarbeitung<br />
mittels eines integrierten digitalen<br />
Signalprozessors. Die Signale werden<br />
durch das neuartige I 2 - und weitere<br />
Analyseverfahren aufbereitet und mit<br />
zuvor definierten Schwellen überwacht.<br />
Zweck ist die Erstellung,<br />
Speicherung und Überwachung<br />
von Trends. Pro<br />
Zyklus, Schnitt oder Werkzeug<br />
werden aufgetretene<br />
Kennwerte (Maximal werte,<br />
Arbeitswerte, Mittel werte,<br />
Standard ab wei chun gen,<br />
etc.) gespeichert. Über steigen<br />
diese ein definiertes<br />
Maß, wird eine Warn- oder<br />
Alarm meldung ausgegeben.<br />
Typische Verschleißerscheinungen<br />
an der<br />
Ma schine und kritische Zerspanungsprozess<br />
veränderungen werden so frühzeitig<br />
erkannt.<br />
Außerdem löst <strong>MCI</strong> bei Beschleunigungen<br />
oberhalb von z.B. 60 g ein<br />
Crash-Limit aus, welches die Maschine<br />
sofort abschaltet.<br />
Durch die Trennung der Messungen<br />
in Bearbeitung und Nicht-Bearbeitung<br />
lassen sich im Problemfall Ursachen<br />
schnell zuordnen: Werden z.B. während<br />
der Bearbeitung extrem hohe Werte<br />
gemessen, beim Werkzeugwechsel und<br />
Verfahren der Achsen sowie im Leerlauf<br />
derselben Spindel allerdings völlig normale<br />
Werte, müssen die Schnitt bedingungen<br />
des Werkzeugs optimiert werden, da von<br />
Spindel und Achsen logischerweise keine<br />
Beeinträchtigung ausgehen kann.<br />
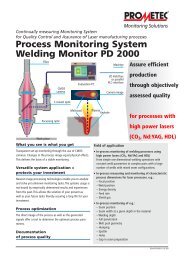
Bohrer Gute Verschlissenes Anstieg<br />
Bearbeitung Werkzeug<br />
RMS 0,352 g 0,621 g 76%<br />
Max. 3,63 g 9,42 g 159%<br />
I 2 0,115 3,62 3047%<br />
Fräser Gute 2 Schneiden Anstieg<br />
(4 Schneiden) Bearbeitung fehlen<br />
RMS 0,325 g 1,3 g 300%<br />
Max. 2,48 g 5,98 g 141%<br />
I 2 0,062 13,5 21674%<br />
Vergleich verschiedener Überwachungsparameter des <strong>MCI</strong>-Systems:<br />
I 2 reagiert äußerst feinfühlig auf abrupte Signaländerungen (z.B. hervorgerufen<br />
durch Beschädigungen an Werkzeug, Spindellager, Achsführung, etc.)<br />
<strong>MCI</strong> macht Maschine und Bearbeitungsprozesse<br />
transparent und sicher, erhöht die<br />
Verlässlichkeit, beschleunigt die Wartung<br />
und spart bares Geld. Im Normalfall amortisiert<br />
sich das System binnen eines<br />
Jahres – bei kritischen Bearbeitungen<br />
genügt dazu sogar bereits der erste<br />
erkannte und abgestellte Fehler!<br />
Die online an der Steuerung einsehbaren<br />
<strong>MCI</strong>-Daten können jederzeit über eine am<br />
Maschinen- oder Schaltschrank gehäuse<br />
installierte Schnittstelle abgerufen und<br />
gespeichert werden. Im Offline-Modus<br />
können so die Trends auf Auffälligkeiten<br />
untersucht und mit denen anderer, gleicher<br />
Maschinen verglichen werden. Eine<br />
zentrale Datenablage sowie -zugriff über<br />
das firmeneigene Intranet ist ebenfalls<br />
möglich.<br />
Bei optimaler Platzierung<br />
wird für <strong>MCI</strong> lediglich ein<br />
einziger Vibrations sensor in<br />
der Maschine benötigt – der<br />
Einsatz weiterer Sensoren<br />
ist für Zusatz funktionen<br />
möglich, z.B. Werkzeugunwucht<br />
oder Werkzeugsitzkontrolle<br />
(TSD – Tool<br />
Seat Detection).<br />
verschlissenes Werkzeug<br />
Werkzeugwechsel<br />
Späneklemmer in einem<br />
Bearbeitungs-Zyklus<br />
Beispiel für die<br />
hohe Empfindlichkeit<br />
des I 2 -Analysewerts<br />
PDA.<strong>MCI</strong>.1105.GE
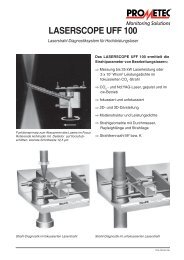
Zustandsanalyse und Optimierung<br />
Spindel<br />
ICP ® -Vibrationssensor<br />
VBS 50<br />
CNC<br />
PLC<br />
mit <strong>MCI</strong>-<br />
Software<br />
Offener CNC PC<br />
mit einfacher HMI –<br />
Software zur schnellen<br />
Sichtung von Alarmen<br />
und Daten<br />
<strong>MCI</strong>-Daten an<br />
Firmen-Netzwerk<br />
Vibrationssensor<br />
Feldbus<br />
Synchronisierung<br />
mit Prozess und<br />
Maschine<br />
PROMOS 2 RTCM<br />
Überwachungsgerät<br />
mit <strong>MCI</strong>-Funktion<br />
Machine Condition<br />
Indicator<br />
LPT/USB Gateway<br />
System Interface Bus<br />
(CAN)<br />
Communication Plate,<br />
Anschluss für<br />
· Laptop mit<br />
· Sensorrohdaten<br />
Status-LEDs<br />
PROMOS 2 RTCM<br />
(Real Time<br />
Compact Monitor)<br />
Schaltschrank<br />
ICP Sensorsignal<br />
Systeminterface-Bus<br />
lokale Datenhaltung,<br />
Analyse und Bericht<br />
Funktionsweise<br />
1. Prozessüberwachung<br />
während des Bearbeitungsprogramms<br />
werden die Vibrationsdaten Werkzeug<br />
für Werkzeug und Schnitt für Schnitt<br />
sowie bei der Nicht-Bearbeitung aufgezeichnet.<br />
2. Schlitten-Testprogramm (STP)<br />
testet zu festgelegten Zeiten die Achsen:<br />
Jede Achse wird (einmal pro Tag) einzeln<br />
über den kompletten Verfahrbereich<br />
bewegt, was einen rein achs bezogenen,<br />
zuverlässigen Trend für jede Achse liefert.<br />
3. Spindel-Analyseprogramm (SAP)<br />
testet zu festgelegten Zeiten die<br />
Spindel: Sie wird (einmal pro Tag) auf 3<br />
verschiedenen Drehzahlen je 30 Sekunden<br />
gedreht. Liefert einen zuverlässigen, rein<br />
Spindel-bezogenen Trend je Drehzahl<br />
Eine Fast-Fourier-Transformation<br />
bietet weitere Analyse-<br />
Möglichkeiten (Un wucht,<br />
Ausrichtungsfehler, An bah nung<br />
eines Lagerschadens). Siehe<br />
auch Beispiel unten.<br />
Beispiel<br />
Unwucht, erkannt durch das<br />
Spindel-Analyse-Programm<br />
(SAP)<br />
Warnung durch automatische<br />
Unwuchterkennung.<br />
Trendüberwachung führte zu Tausch der<br />
Spindel bei nächstem Wartungsintervall.<br />
Automatische Warnung an<br />
PLC und Plant Management<br />
System<br />
Spindelwechsel<br />
PDA.<strong>MCI</strong>.1105.GE
Zustandsanalyse und Optimierung<br />
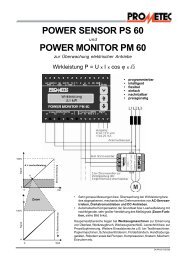
Beispiel<br />
Der I 2 -Wert im Bearbeitungs-Trend<br />
eines Tiefloch-Bohrers<br />
war deutlich<br />
erhöht (Trend = jeweils<br />
ein Wert pro Bearbeitungs<br />
zyklus).<br />
Die Kugelumlaufspindel<br />
wurde hier getauscht<br />
Der Trend des I 2 -Wertes aus dem Schlitten-<br />
Testprogramm der Z-Achse war ebenfalls erhöht,<br />
daher wurde eine vorbeugende Instandhaltung<br />
gezielt für die Z-Achse eingeleitet, bei der eine<br />
defekte Kugelumlaufspindel entdeckt wurde. ‐<br />
Bearbeitungs-Trend<br />
Z-Achsen-Trend<br />
Nebenstehend zwei Zeitprofile der RMS-<br />
Werte des oben gezeigten Tieflochbohrens<br />
(ein kontinuierliches Vibrations profil mit hoher<br />
Auflösung).<br />
Die Bearbeitungsqualität war in beiden Fällen<br />
nicht zu beanstanden - jedoch brach das<br />
Werkzeug beim Herausziehen aus dem Bohrloch<br />
häufig.<br />
(Anmerkung: Der kleine „Buckel“ im oberen Bild<br />
ist eine normale, unkritische Prozess variation,<br />
z.B. ein Späneklemmer.)<br />
<strong>MCI</strong>view: Einfache An wen <br />
dung direkt auf der Ma schinen-Steuerung.<br />
<strong>MCI</strong>view‐Pro: Profi-Anwendung<br />
auf Laptop- oder Desktop-<br />
Computer.<br />
Einrichten aller<br />
<strong>MCI</strong> Parameter<br />
Status-Ansicht<br />
Alle wesentlichen Anzeigen<br />
sind verfügbar, jedoch gibt<br />
es keine Kon figurations-<br />
Möglichkeiten. D.h., der<br />
Maschinenbediener kann<br />
die Ergebnisse ablesen,<br />
aber keine Einstellungen<br />
beeinflussen.<br />
Anschluss an das Überwachungs<br />
gerät erfolgt mittels<br />
USB- oder Parallelport - für<br />
Einrichten, Daten-Download<br />
und Analyse.<br />
Alle Parameter (Trends und<br />
Profile) werden durch das<br />
Programm aus dem Flash-<br />
Speicher des Real Time Monitor<br />
auf den Computer geladen.<br />
Nach dem Download Ablage<br />
in einer Datenbank (Netzwerk/<br />
gemeinsames‐Verzeichnis/ Laufwerk).<br />
Trend -Ansicht<br />
Technische Änderungen vorbehalten<br />
©2011 PROMETEC<br />
Deutschland (Hauptsitz)<br />
PROMETEC GmbH<br />
Jülicher Str. 338<br />
52070 Aachen<br />
Tel.: +49 241 166090<br />
Fax: +49 241 1660950<br />
prometecde@prometec.com<br />
USA<br />
PROMETEC Inc.<br />
47711 Clipper Street<br />
Suite 200<br />
Plymouth, MI 48170<br />
Tel.: +1 (734) 455 0100<br />
Fax: +1 (734) 451 4654<br />
prometecus@prometec.com<br />
Überwachung von Maschinen, Prozessen, Werkzeugen und Lasern<br />
Tochterunternehmen und Vertretungen in Europa, Amerika und Asien<br />
www.prometec.com<br />
England<br />
PROMETEC Ltd.<br />
41 Church Street<br />
Birmingham West Midlands<br />
B3 2RT<br />
Tel.: +44 7971 475134<br />
prometecuk@prometec.com<br />
Italien<br />
PROMETEC S.r.l.<br />
Profil-Ansicht,<br />
u.v.m.<br />
Viale Ticino, 54<br />
21026 Gavirate (VA)<br />
Tel.: +39 03321950049<br />
Fax: +39 0332744952<br />
prometecit@prometec.com<br />
Osteuropa<br />
PROMETEC Bratislava<br />
Šustekova 12<br />
SK 851 04 Bratislava<br />
Slowakei<br />
Tel.: +42 1263 531211<br />
Fax: +42 1263 531212<br />
prometecsk@prometec.com<br />
PDA.<strong>MCI</strong>.1105.GE<br />
Indien<br />
PROMETEC GmbH India<br />
Branch Office<br />
#1066, 15th Cross, 25th Main<br />
Banashankari2nd stage<br />
Bangalore560 070<br />
Tel.: +91 (0)80 2671 2220<br />
Fax: +91 (0)80 2671 2199<br />
prometecin@prometec.com