Dynamische Limits - Prometec
Dynamische Limits - Prometec
Dynamische Limits - Prometec

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Blitzschnelle, zuverlässige<br />
Werkzeugbruch-Erkennung<br />
beim Drehen<br />
von Guss- und Schmiedeteilen<br />
im Erstschnitt und mehr<br />
Beim Bediener beliebt.<br />
Wird genutzt –<br />
und nicht abgeschaltet!<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE
Einleitung<br />
Unerreichte Zuverlässigkeit in der<br />
Brucherkennung<br />
Sehr schnelle Reaktion =<br />
maximale Reduktion von Folgeschäden<br />
Ständige automatische Limitanpassung<br />
noch im Schnitt<br />
Äußerst geringer Bedienaufwand<br />
• In der Massenfertigung<br />
• in der Kleinserienfertigung<br />
• bei Großteilen mit AGC<br />
• Keine Eingabe von Limitwerten nötig<br />
• Keine Gefahr von zu hoch oder zu niedrig<br />
angesetzten Überwachungsschwellen<br />
• Keine Belastung des Bedieners<br />
• Keine Abschaltung des<br />
Systems, es wird<br />
genutzt!<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE
Beschreibung<br />
Die beste Lösung<br />
zur Erkennung von<br />
Werkzeugbruch beim<br />
Drehen von Guss- und<br />
Schmiedeteilen<br />
Aufgabenstellung und<br />
Funktion<br />
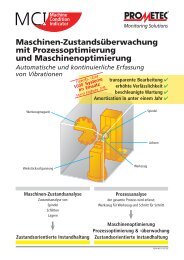
Das im Erstschnitt zu bearbeitende Guss- oder Schmiedeteil ist unrund,<br />
weist eine hügelige Oberfläche mit deutlichen Härteschwankungen auf<br />
und ist oft nicht mittig im Futter spannbar. Dadurch schwankt die Belastung<br />
des Drehwerkzeuges bereits innerhalb einer Werkstückumdrehung<br />
sehr stark. Weitere Belastungsschwankungen von Umdrehung zu<br />
Umdrehung, von Teil zu Teil und von Charge zu Charge kommen hinzu.<br />
Auch bei Präzisionsguss- oder -schmiedeteilen (near net shape)<br />
sind diese Belastungsschwankungen deutlich vorhanden.<br />
kleinster<br />
Abstand<br />
zum Soll-Maß<br />
Form des Gussteils<br />
Soll-Maß<br />
Beispiel:<br />
Geschmiedete<br />
Gelenkgabel (Schnitt)<br />
größter<br />
Abstand<br />
zum<br />
Soll-Maß<br />
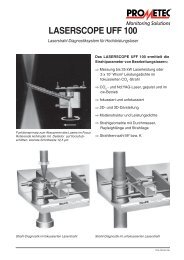
Starke<br />
Signalschwankungen<br />
Die Abbildung zeigt die erheblichen, aber normalen<br />
Schwankungen im Kraftsignal (schwarze<br />
Linie) einer solchen Drehbearbeitung für etwa drei<br />
Werkstückumdrehungen:<br />
Ab welcher Signalhöhe sollte ein Alarm (und damit<br />
eine Abschaltung) ausgelöst werden?<br />
Statisches Limit: fehlerhafte<br />
Brucherkennung<br />
Wird ein statisches Limit zur Brucherkennung<br />
(violette Linie) bei z.B. 160% angelegt, kann es<br />
durch die natürlichen Signalschwankungen zu<br />
Falschalarmen und damit zum unnötigen Abschalten<br />
des Werkstückvorschubs kommen:<br />
Wohin sollte der Bediener das Limit also legen?<br />
Höher? Das würde eine schlechtere Brucherkennung<br />
bedeuten. Niedriger? Dann ergeben sich noch mehr<br />
Falschalarme.<br />
Blättern Sie um …<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE
Beschreibung<br />
Die perfekte Lösung:<br />
<strong>Dynamische</strong> <strong>Limits</strong><br />
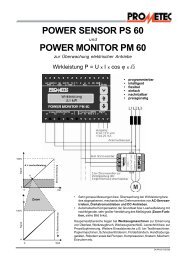
<strong>Dynamische</strong> <strong>Limits</strong> (im Bild gelb symbolisiert) passen<br />
sich dem Messsignal ständig an und tolerieren<br />
daher stark dynamische Signalverläufe. Die Anpassung<br />
der <strong>Dynamische</strong>n <strong>Limits</strong> erfolgt im Takt weniger<br />
Millisekunden und damit vielmals innerhalb einer<br />
Werkstückumdrehung.<br />
Signalspitze führt nicht<br />
zum Auslösen des <strong>Limits</strong><br />
Der unerwartet extreme Signalausschlag (Pfeil) wird<br />
toleriert und es erfolgt keine falsche Meldung.<br />
Die Bearbeitung wird nicht unterbrochen!<br />
<strong>Dynamische</strong>s Limit im<br />
Bruchfall<br />
Was passiert bei einem tatsächlichen Bruch? Eine<br />
bruchtypische, abrupte Signalveränderung (unabhängig<br />
von ihrer absoluten Höhe, siehe auch untere<br />
Abbildung) verändert das Verhalten der <strong>Dynamische</strong>n<br />
<strong>Limits</strong> - sie werden durchschritten und „frieren sofort<br />
ein“, und zwar dort, wo sie gerade sind:<br />
eine abrupte, bruchtypische Signaländerung<br />
wird vom Limit erkannt,<br />
und die Maschine innerhalb von<br />
5 Millisekunden gestoppt<br />
Eine blitzschnelle Analyse auf einen bruchtypischen<br />
Signalverlauf erfolgt: Nur bei einem tatsächlichen<br />
Werkzeugbruch wird der Werkstückvorschub<br />
der Maschine gestoppt, bei anderweitiger Analyse (wie Hartstelle,<br />
Schnittunterbrechung, etc.) erfolgt kein Stopp!<br />
diese Signaländerung wird völlig<br />
unabhängig von ihrer tatsächlichen<br />
Höhe korrekt erkannt<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE
Beschreibung<br />
Fazit<br />
Die <strong>Dynamische</strong>n <strong>Limits</strong> liegen immer automatisch extrem nah<br />
am Kraftsignal, egal ob die Aufmaß- und Härteschwankungen<br />
im Erstschnitt des Guss- und Schmiedeteils von Charge zu<br />
Charge, von Teil zu Teil oder von Werkstückumdrehung zu<br />
Werkstückumdrehung schwanken. Sie passen sich sehr schnell<br />
in einem weiten Bereich von 1:4 (Verhältnis kleinster zu größter<br />
Kraft) automatisch an, ohne dass es zur falschen Bruchmeldung<br />
kommt. Dieser Nachführ- bzw. Dynamikbereich ist für die<br />
Bearbeitung von Massenteilen völlig ausreichend.<br />
Die <strong>Dynamische</strong>n <strong>Limits</strong> erfordern einen äußerst geringen<br />
Bedienaufwand bei einer Brucherkennungsrate von >95% beim<br />
Drehen der Guss- bzw. Schmiedehaut. Es werden extrem wenige<br />
Falschalarme generiert (typisch 1 pro Schicht und Woche).<br />
Durch die sehr kurze Reaktionszeit von nur 5 Millisekunden<br />
bleibt der Vorschub innerhalb einer Werkstückumdrehung nach<br />
Werkzeugbruch stehen, was den Werkzeughalter schützt.<br />
Die <strong>Dynamische</strong>n <strong>Limits</strong> erfordern Kraftsensoren mit sehr<br />
kurzen Reaktionszeiten von unter 1 Millisekunde, um zwischen<br />
den schnellen Signalveränderungen im An- und Ausschnitt und<br />
bei Lastveränderungen innerhalb einer Werkstückumdrehung<br />
gegenüber denjenigen bei Werkzeugbruch deutlich unterscheiden<br />
zu können. Signale aus elektrischen Antrieben, wie Moment,<br />
Strom oder Wirkleistung sind hierfür viel zu langsam.<br />
Ideal hierfür ist der Einsatz unserer piezoelektrischen<br />
Messkeile, Messzellen oder Messdübel, die im Kraftnebenfluss<br />
in Taschen oder Bohrungen von Revolvern bzw. zwischen<br />
Revolver/Werkzeughalter und Schlitten zum Einsatz kommen.<br />
Für die Nachrüstung stehen unsere piezoelektrischen<br />
Schraubensensoren zur Verfügung. Sie liefern zusammen mit<br />
dem PROMOS-Überwachungssystem die Grundlage für die<br />
<strong>Dynamische</strong>n <strong>Limits</strong>.<br />
Weitere Informationen finden Sie auf unseren Datenblättern<br />
zu PROMOS und unseren piezoelektrischen Kraftsensoren.<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE
Vergleich<br />
Werkzeugbruch-Erkennung<br />
beim Drehen von Guss- und Schmiedeteilen im<br />
Erstschnitt<br />
Vergleich <strong>Dynamische</strong> und Statische <strong>Limits</strong><br />
Prinzip<br />
Bedienaufwand<br />
Anlegen der <strong>Limits</strong><br />
Reaktionszeit bis Anfang<br />
Vorschubstopp<br />
Vorschubstillstand<br />
(bei max. 3000 U/m)<br />
<strong>Dynamische</strong> <strong>Limits</strong><br />
Typ MDL<br />
2 <strong>Dynamische</strong> <strong>Limits</strong>, ein oberes und<br />
ein unteres, folgen während jeder<br />
Umdrehung automatisch und sind<br />
extrem nahe am Sensorsignal<br />
äußerst gering, nur ± 2<br />
Empfindlichkeitsstufen wählen<br />
automatisch<br />
5 Millisekunden<br />
innerhalb einer Werkstückumdrehung<br />
nach Totalbruch des Werkzeugs<br />
Statische <strong>Limits</strong><br />
Typ MSL<br />
2 oder mehrere Statische <strong>Limits</strong> werden<br />
über und unter dem zu erwartenden<br />
Sensorsignal angelegt<br />
hoch, Anpassung der <strong>Limits</strong> an Härteund<br />
Schnitttiefenschwankung nötig<br />
manuell durch Bediener<br />
mit Teach-In-Hilfe<br />
eine oder mehrere<br />
Spindelumdrehungen, bis Signal oberes<br />
Limit erreicht, plus Reaktionszeit<br />
mehr als 3 Werkstückumdrehungen<br />
nach einem Werkzeug-Totalbruch<br />
Schutz des Werkzeughalters sehr hoch kann nicht garantiert werden<br />
Überwachung bei<br />
Schnittunterbrechung<br />
einfach und effektiv,<br />
sehr wenige Falschalarme<br />
Erkennung von Ausbrüchen möglich nicht möglich<br />
Adaption von<br />
Prozessabweichungen<br />
(z.B. Material-Härteschwankungen)<br />
Anzahl Falschalarme<br />
Zuverlässigkeit der<br />
Brucherkennung<br />
Systemkosten<br />
Praktischer Nutzen<br />
automatisch, sehr wenige<br />
Falschalarme<br />
sehr gering, typisch 1 pro Schicht und<br />
Woche<br />
(bei Drehteilen der Massenfertigung<br />
in der Automobilindustrie)<br />
> 95 %<br />
bei zuvor genannter Anwendung<br />
hoch, benötigt Kraftsensoren in der<br />
Maschine und höhere Hard- und<br />
Softwareanforderungen<br />
hoch und effektiv!<br />
schwierig, sehr viele Falschalarme<br />
nicht möglich. Geringe<br />
Prozessveränderungen erfordern<br />
neues „Teach-In“. Viele Falschalarme<br />
hoch, abhängig von Limitlage, Härte<br />
und Tiefe der Schnittveränderungen<br />
im Werkstück<br />
AGC<br />
Werkzeugbruch-Erkennung<br />
beim Drehen von sehr großen Guss- und<br />
Schmiedeteilen und ab Losgröße 1<br />
Eine Option zur Brucherkennung mit <strong>Dynamische</strong>n<br />
<strong>Limits</strong> (MDL)<br />
AGC (Automatic Gain Control), ist eine automatische und<br />
begrenzte Verstärkungs-Regelung des Signalmerkmals eines<br />
piezoelektrischen Kraftsensors. AGC ermöglicht eine sehr sichere<br />
Brucherkennung selbst bei extremen Bedingungen in der<br />
Fertigung von Großteilen, wie z. B. Eisenbahnrädern oder Teilen<br />
für Windkraftanlagen.<br />
Bei diesen Anwendungsfällen mit extremen Aufmaß- und<br />
Härteschwankungen des Werkstückes wird der standardmäßige<br />
Nachführbereich von 1 : 4 der <strong>Dynamische</strong>n <strong>Limits</strong> durch den<br />
Einsatz der AGC-Option auf 1 : 160 erhöht.<br />
Bei dieser AGC-Option erfolgt zusätzlich zur Anpassung des<br />
<strong>Dynamische</strong>n oberen und unteren <strong>Limits</strong> an das Sensorsignal eine<br />
relativ langsame adaptive Regelung der Signalverstärkung. Wie<br />
bei der Bildung der <strong>Dynamische</strong>n <strong>Limits</strong> ist die Anpassung der<br />
Signalverstärkungsregelung aber so bemessen, dass sehr schnelle<br />
Sensorsignalveränderungen im Moment eines Bruches weiterhin<br />
nicht ausgeregelt werden.<br />
Problemlose<br />
Überwachung<br />
Ein weiterer Vorteil dieser Option ist die Möglichkeit, auch komplexe<br />
Bearbeitungsvorgänge in einem einzigen Zyklus überwachen<br />
zu können.<br />
Für die AGC-Option ist neben der Software für die <strong>Dynamische</strong>n<br />
<strong>Limits</strong> im PROMOS-2-RTM die DSP-Karte (Digitaler Signalprozessor)<br />
erforderlich.<br />
AGC<br />
Automatic Gain Control<br />
Beispiel: Eisenbahnrad drehen<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE
Überblick<br />
• Automatisch stets optimal nah am Sensorsignal<br />
• Folgen auch mehrfachem Lastwechsel innerhalb einer<br />
Werkstückumdrehung völlig unproblematisch<br />
(Drastische Minimierung von Falschmeldungen)<br />
• Bei bruchtypischen, extrem schnellen Signalveränderungen erfolgt<br />
die Bruchmeldung<br />
• Lastschwankungen durch Schnitt tiefen - und Härte schwankungen<br />
in der Guss- und Schmiedehaut machen die Überwachung mit<br />
statischen <strong>Limits</strong> sinnlos – nur <strong>Dynamische</strong> <strong>Limits</strong> können zwischen<br />
normalen Lastschwankungen und Werkzeugbruch sicher unterscheiden<br />
• Werkzeugbrucherkennung binnen 5 Millisekunden<br />
Stillstand des Vorschubantriebs binnen einer Werkstück umdrehung<br />
nach dem Werkzeugbruch<br />
• Werkzeugbruchbedingte Folgeschäden werden effektiv minimiert<br />
Zusatzoption: AGC für<br />
automatische<br />
Signalanpassung<br />
bei der Großteile-<br />
Bearbeitung<br />
• Werkzeugbruch-Erkennung ab Losgröße 1!<br />
• extreme Aufmaß- und Härteschwankungen<br />
des Werkstücks sind zulässig<br />
Technische Änderungen vorbehalten<br />
©2011 PROMETEC<br />
Deutschland (Hauptsitz)<br />
PROMETEC GmbH<br />
Jülicher Str. 338<br />
52070 Aachen<br />
Tel.: +49 241 16609-0<br />
Fax: +49 241 16609-50<br />
prometec-de@prometec.com<br />
USA<br />
PROMETEC Inc.<br />
47711 Clipper Street<br />
Suite 200<br />
Plymouth, MI 48170<br />
Tel.: +1 (734) 455 0100<br />
Fax: +1 (734) 451 4654<br />
prometec-us@prometec.com<br />
Überwachung von Maschinen, Prozessen, Werkzeugen und Lasern<br />
Tochterunternehmen und Vertretungen in Europa, Amerika und Asien<br />
www.prometec.com<br />
England<br />
PROMETEC Ltd.<br />
41 Church Street<br />
Birmingham West Midlands<br />
B3 2RT<br />
Tel.: +44 7971 475134<br />
prometec-uk@prometec.com<br />
Italien<br />
PROMETEC S.r.l.<br />
Viale Ticino, 54<br />
21026 Gavirate (VA)<br />
Tel.: +39 0332-1950049<br />
Fax: +39 0332-744952<br />
prometec-it@prometec.com<br />
Osteuropa<br />
PROMETEC Bratislava<br />
Šustekova 12<br />
SK 851 04 Bratislava<br />
Slowakei<br />
Tel.: +42 1263 531211<br />
Fax: +42 1263 531212<br />
prometec-sk@prometec.com<br />
PDA.Dyn_<strong>Limits</strong>_Force.1109.GE<br />
Indien<br />
PROMETEC GmbH India<br />
Branch Office<br />
#1066, 15th Cross, 25th Main<br />
Banashankari-2nd stage<br />
Bangalore-560 070<br />
Tel.: +91 (0)80 2671 2220<br />
Fax: +91 (0)80 2671 2199<br />
prometec-in@prometec.com